Зубофрезерные, зубострогальные, зубодолбежные станки.
Зубофрезерные станки
Они предназначены для нарезания цилиндрических колёс прямыми, косыми и шевронными (зубчатое колесо с косыми зубьями расположенными V-образно) зубьями наружного зацепления, а также червячных колёс с помощью специального суппорта на зубофрезерных станках можно нарезать колёса и внутреннего зацепления, но с единичным делением. Зубофрезерные полуавтоматы наиболее распространены среди зубообрабатывающего оборудования благодаря высокой производительности и достаточной точности.
Зубофрезерный 3-х шпиндельный полуавтомат мод. Е 3 – 5 (рис. 34) предназначен для предварительного нарезания одновременно трёх цилиндрических прямозубых шестерён методом копирования профиля дисковых фрез. (На кинематической схеме показан только один стол из трёх) Кинематическая структура полуавтомата состоит из трёх групп
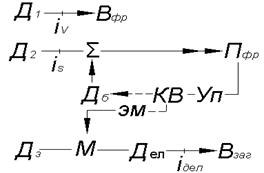
Рабочая подача фрезерного суппорта Пфр от двигателя Д2 всегдавключена. А быстрое перемещение фрезерного суппорта от эл. двигателя Дб вверх и вниз включается через упор Уп и конечный выключатель КВ движением суппорта Пфр. В крайнем верхнем положении суппорта одновременно включается электромагнитом ЭМ и муфта делительного механизма Дел.
В делительной кинематической цепи 

Полуавтомат применяется при крупносерийном и массовом производстве шестерён.
Зуборезный станок мод. 5Е32 (рис. 36) является широкоуниверсальным и предназначен для нарезания цилиндрических колёс с диаметром 800 мм и модулем до 8 мм. Режущим инструментом является червячная фреза. Нарезание зубчатых колёс производится методом обкатки. Станок позволяет работать “попутным” и “встречным” способами зубофрезерования.
1. Главное движение (вращение червячной фрезы) осуществляется от эл. двиг. Д. В цепи привода фрезы: 

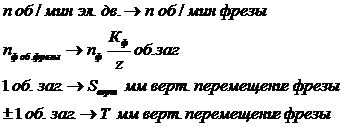
2.Движение обкатки обеспечивает согласование вращения фрезы и заготовки. В цепи обкатки 
 - число заходов червячной фрезы; z – число зубьев нарезаемого колеса.
- число заходов червячной фрезы; z – число зубьев нарезаемого колеса.
УКБ: 
Сменные шестерни  введены для расширения диапазона регулирования гитары сменных шестерён
введены для расширения диапазона регулирования гитары сменных шестерён  .
.
Причём при zзаг < 160 

при zзаг ≥ 160 

3. Движение подачи обеспечивает перемещение фрезы в вертикальном или горизонтальном направлении относительно заготовки. В цепи привода подач:  соответствующей подачи.
соответствующей подачи.
Для вертикальной подачи, например, УКБ:

Двигатель Д2 включается периодически во время смены заготовки для осевого перемещения фрезы, что бы затупляемость режущих лезвий у неё была равномерной.
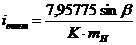
4. Дифференциальное движение. Используется при нарезании цилиндрических колёс с косыми зубьями – обеспечивает дополнительный поворот заготовки при перемещении фрезы в вертикальном направлении.
В цепи дифференциального движения:
УКБ четвёртого расчётного перемещения:

Т – шаг винтовой нарезки колеса.

 - модуль нормальный;
- модуль нормальный;  - угол наклона линии зуба нарезаемого колеса.
- угол наклона линии зуба нарезаемого колеса.
20,Станки для нарезки конических колес.
Существует два основных метода для изготовления конических зубчатых колёс: копирования и обкатки.
При методе копирования обработку ведут дисковыми или пальцевыми модульными фрезами, строганием по шаблону с помощью одного или двух резцов, протягиванием и др.
В основе всех применяемых способов обработки конических зубчатых колёс по методу обкатки лежит понятие о производящем колесе, по которому в процессе обработки обкатывается заготовка. На существующих станках производящее колесо является воображаемым, и зубья воспроизводятся в пространстве движущимися режущими кромками инструментов. В качестве инструментов применяют резцы дисковые фрезы, резцовые головки и др.
Дата добавления: 2018-02-18; просмотров: 758; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!