Определение допусков, припусков и размеров отливки. Последовательность
| Последовательность назначения припусков | Обрабатываемые резанием поверхности отливки | ||||
| 95h14 | 7h14 | Ø56H9 | Ø51H10 | ||
| Схема механической обработки | см. рис.3.9а | см. рис.3.9а | см .рис.3. 9б | см. рис.3.9б | |
| Номинальный размер от базы до обрабатываемой поверхности, мм | 95h14 | 7h14 | Ø56H9 | Ø51H10 | |
| Вид размера по ГОСТ 26645-85 | 2 | 1 | 1 | 1 | |
| Класс точности размера КР | 11 | 10 | 10 | 10 | |
| Допуск размера отливки | 4,4*1 | 1,6*1 | 2,4*1 | 2,4*1 | |
| Допуск формы поверхности (от коробления): номинальный размер нормируемого участка, мм степень коробления элемента отливки СКэ допуск формы Тф, мм | Ø100 6 0,4 *2 | Ø 75 6 0,4 *2 | 95 6 0,4 *4 | 95 6 0,4 *4 | |
| Допуск смещения отливки Тсм1 по плоскости разъёма | не назна-чается | не назна-чается | не назна-чается | не назна-чается | |
| Допуск смещения, вызванного перекосом стержня: размер наиболее тонкой стенки, формируемый с участием стержня, (75-56)/2 = 9,5 мм класс точности размера КР допуск смещения Тсм2, мм | 9,5 10 1,6 *2 | 9,5 10 1,6 *2 | |||
| Позиционный допуск: диаметр базовойповерхности, мм вид размера ВР класс точности размера КР допуски размеров отливки от базы То, мм (см. рис.3.5) позиционный допуск Тпоз, мм | Ø75 1 10 2,8 1,4 *3 | Ø75 1 10 2,8 1,4 *3 | |||
| Общий допуск То.общ, мм | 5,0 | 1,6 | 3,6 | 3,6 | |
| Общий допуск при назначении припуска То.общ, мм (см. рис.3.9) | 5,0 | 1,6 | 1,8 | 1,8 | |
| Определение вида мехобработки: Допуск размера детали от базы Тд, мм (см. табл. П13.1) Отношение Тд/Тотл Вид мехобработки (см. табл.П11.1) Отношение Тф.д/Тф.отл Вид мехобработки (см. табл.П11.2) Вид окончательной механичес-кой обработки поверхности | 0,87 0,87/4,4=0,20 черновая 0,16/1,1=0,15 п/чистовая п/чистовая | 0,36 0,36/1,6=0,23 черновая - - черновая | база-ось 0,074/2=0,037 0,037/2,4=0,02 чистовая - - чистовая | база-ось 0,12/2=0,06 0,06/2,4=0,03 чистовая - - чистовая | |
| Ряд припусков РП | верх 10 | 8 | 8 | 8 | |
| Общий припуск Zобщ, мм (т.П11.3) | 5,8 | 2,1 | 3,1 | 2,8 | |
| Размер отливки, мм | 100,8 | 9,1 | Ø 49,8 | Ø45,4 | |
| Поле допуска размера | ±2,2 | ±0,8 | ±1,2 | ±1,2 | |

Р и с. 3.21. Чертеж элементов литейной формы
Это значит, что элементы прибыли примерно отвечают условиям исполнения 2 или 3. Принимаем исполнение 2, тогда Hпр = 0,6Lo+0,35So = 0,6·100,8+0,35·25,1 = 69,26 мм. Принимаем Hпр =70 мм.
Верхнюю опоку выбирают в зависимости от размеров отливки и её прибыли: высота 75 мм, внутренний диаметр Dоп = 3D = 3·100 = 300 мм, округляя до табличных значений [5,7].
7. Вычислите номинальную массу отливки Мо, на основе построения 3D-модели и определения МЦХ. При расчете объёма отливки без применения 3D-моделирования весь объём условно разбейте на элементарные объёмы простейших геометрических тел.
Номинальную массу отливки вычисляют по формуле
Мо = (Vo·ρ)/1000, кг
где Vo – объём отливки, вычисленный по номинальным размерам отливки (см. табл3..13) с учетом припусков и напусков, см3; ρ – плотность материала отливки, г/см3 (см. табл. П12.1).
Для заданной отливки расчетом получена масса Мо = 3,69 кг.
8. Рассчитайте элементы литниковой системы (см. рис. 3.21).
Расчетный статический напор Hp = Hст + p2/2Lo = 7,5+0=7,5 см.
Суммарная площадь поперечного сечения питателей
 ,
,
где расчетная металлоемкость формы G = Mo + Mприбыли + Млпс = 7 кг.
Выбираем один питатель с размерами оснований трапеции 25х22 мм, высотой 8 мм, скорость течения расплава в шлакоуловителе 40 см/с.
Продолжительность заливки формы  = 10,38 с.
= 10,38 с.
Площадь шлакоуловителя  2,15 см2. Размеры оснований трапеции 20х16 мм, высота 12 мм. Сечение стояка
2,15 см2. Размеры оснований трапеции 20х16 мм, высота 12 мм. Сечение стояка  3,1 см2,
3,1 см2,  2 см = 20 мм.
2 см = 20 мм.
Изобразите литниковую систему. Вычертите на свободном поле чертежа сечения всех элементов литниковой системы в масштабе 1:1, проставьте размеры; площади сечений не штрихуют. Наружные контуры отливки и литниковую систему обведите красным цветом.
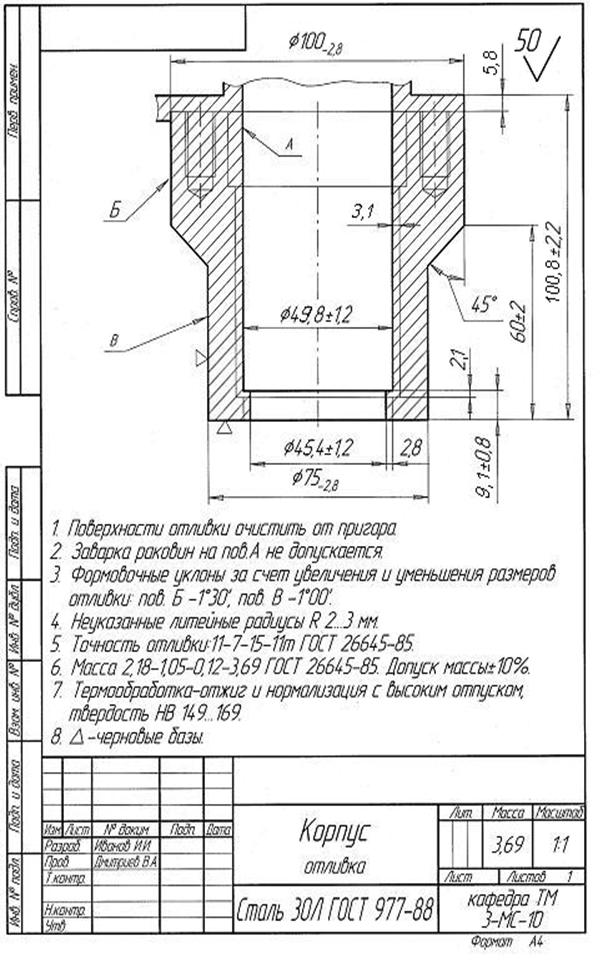
Разработка чертежа отливки. Оформите чертёж отливки (рис.3.22) и сформулируйте технические требования на её изготовление, руководствуясь табл.3.11.
Определение стоимости отливки.Базовой маркой стали для отливки из конструкционной нелегированной стали 30Л является сталь 25Л ГОСТ 977-88. По табл.2.4 прейскуранта [12] определите оптовую цену 1т отливок 2 группы сложности массой Мо=3,69 кг из базовой марки стали 25Л: М1=3,575 кг; Ц1 = 491 руб./т, М2=4,5 кг; Ц2=482 руб./т.
 руб/т.
руб/т.
По табл. 2.5 определите величину коэффициента расчета оптовых цен Кц для отливок из стали 30Л (Кц= 1,015) и оптовую цену 1т отливок из стали 30Л: ЦОПТ = Цх · Кц = 489,88 ·1,015 = 497,23 руб/т. Установите по табл.1.1 Прейскуранта базовые значения точностных характеристик стальной отливки 2-й группы сложности с наибольшим габаритным размером до 100 мм: класс точности размеров 11, класс точности массы 11. Отливка "Корпус" имеет класс размерной точности 11, класс точности массы 11т. По табл.1.1,а определите величину доплат к оптовой цене за точность размеров и точность массы, отличные от базовых значений: kтр= 0, kтм= +0,025. По табл.1.2 для стальной отливки массой 3,69 кг базовая толщина стенки составляет 11 мм, фактическая средняя толщина стенок отливки больше базовой, поэтому доплату за тонкостенность не назначаем, т.е. ks=0. По табл.1.7 определите группу серийности отливок массой 3,69 кг при Nг=1000 шт./год: имеем 8 группу. По табл.1.8 рассчитайте величину доплат для 8 группы серийности: kc=0,18. По табл.1.10 найдите величину доплат за термическую обработку и очистку отливок: Цто = 40 руб./т, Цо = 8 руб./т.
Определите оптовую цену 1т отливок массой Мо=3,69 кг заданных потребительских свойств:
 =
=
=497,23·(1+0+0,025+0+0,18 )+40+8 =647,16руб./т.
Рассчитайте стоимость отливки в ценах 1991 г.:
 = 2,35 руб.
= 2,35 руб.
Определите фактическую стоимость отливки:
Сотл.факт= Сотл.·kинфл.,= 2,35·31=72,85 руб
|
Р и с. 3.22. Чертёж отливки
ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ
1. Ознакомиться с теоретическими основами и методикой проектирования заготовок литьём в разовые песчаные формы.
2. Проанализировать исходные данные для проектирования, заполнить карту проектирования технологического процесса (табл.3.1), определить нормы точности отливки, рассчитать величины припусков и номинальных размеров отливки (табл.3.2).
3. Выполнить чертеж детали по заданному варианту, определить МЦХ по 3D - модели (рис.1); выполнить чертеж отливки и определить МЦХ по 3D – модели.
4. Разработать чертёж элементов литейной формы (рис.3.2).
Оформить чертёж отливки (рис.3.3) и сформулировать технические требования на её изготовление.
Дата добавления: 2018-02-15; просмотров: 1569; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!