Особенности индукционного нагрева
Индукционный нагрев осуществляется в переменном магнитном поле. Проводники, помещенные в поле, нагреваются вихревыми токами, наводимыми в них по законам электромагнитной индукции.
Интенсивный нагрев можно получить лишь в магнитных полях высокой напряженности и частоты, которые создаются специальными устройствами - индукторами (индукционными нагревателями), питаемыми от сети или индивидуальных генераторов токов высокой частоты. Индуктор является как бы первичной обмоткой воздушного трансформатора, вторичной обмоткой которого служит нагреваемое тело.
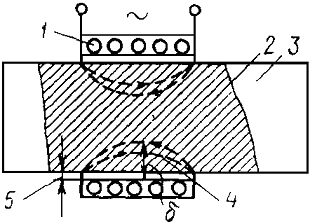 Рисунок 6.1 – Принципиальная схема индукционного нагрева:
1 - индуктор; 2 - магнитный поток; 3 - нагреваемое тело; 4 – ток наведенный; 5 – воздушный зазор
Рисунок 6.1 – Принципиальная схема индукционного нагрева:
1 - индуктор; 2 - магнитный поток; 3 - нагреваемое тело; 4 – ток наведенный; 5 – воздушный зазор
|
а) низкой (промышленной) частоты (50 Гц);
б) средней (повышенной) частоты (до 10 кГц);
в) высокой частоты (свыше 10 кГц).
Деление индукционного нагрева по частотным диапазонам диктуется техническими и технологическими соображениями. Физическая сущность и общие количественные закономерности для всех частот одинаковы и основываются на представлениях, о поглощении проводящей средой энергии электромагнитного поля.
Частота оказывает существенное влияние на интенсивность и характер нагрева. При частоте 50 Гц и напряженности магнитного поля 3000-5000 А/м удельная мощность нагрева не превышает 10 Вт/см2, а при высокочастотном (ВЧ) нагреве мощность достигает сотен и тысяч Вт/см2. При этом развиваются температуры, достаточные для плавления самых тугоплавких металлов.
Вместе с тем, чем выше частота, тем меньше глубина проникновения токов в металл и, следовательно, тоньше нагреваемый слой, и наоборот. На высоких частотах осуществляют поверхностный нагрев. Снижая частоту и увеличивая тем самым глубину проникновения тока, можно осуществить глубинный или даже сквозной нагрев, одинаковый по всему сечению тела. Таким образом, выбирая частоту, можно получить необходимый по технологическим условиям характер нагрева и его интенсивность. Возможность нагрева изделий практически на любую толщину - одно из основных преимуществ индукционного нагрева, который широко используется для поверхностей закалки деталей и инструмента.
Поверхностное упрочнение после индукционного нагрева значительно повышает износостойкость изделий по сравнению с тепловой обработкой в печах. Индукционный нагрев успешно применяется также для плавки, термической обработки, деформации металлов и в других процессах.
Индукторы (индукционные нагреватели)
Индуктор - это рабочий орган установки индукционного нагрева. Эффективность нагрева тем выше, чем ближе вид испускаемой индуктором электромагнитной волны к форме нагреваемой поверхности. Вид волны (плоская, цилиндрическая и др.) определяется формой индуктора.
Конструктивное оформление индукторов зависит от формы нагреваемых тел, целей и условий нагрева. Простейший индуктор представляет собой изолированный проводник, помещенный в непосредственной близости к нагреваемому изделию.
Индукционный нагрев может быть косвенным и прямым. В индукционном водонагревателе косвенного нагрева индуктор выполняют по типу статора трехфазного электродвигателя. Внутрь индуктора помещен металлический сосуд цилиндрической формы. Вращающееся (или пульсирующее при однофазном исполнении) магнитное поле, создаваемое индуктором, наводит в стенках сосуда вихревые токи и нагревает их. От стенок тепло передается находящейся в сосуде жидкости.
Обогрев нефтепроводов осуществляют за счет скин-эффекта, при котором проводник с переменным током проложен вдоль трубы, в результате чего труба нагревается индуцируемыми вихревыми токами. Тепло передается транспортируемой нефти.
При индукционной сушке древесины штабель досок перекладывают металлическими сетками и помещают внутрь цилиндрического индуктора. Доски нагреваются от металлических сеток, в которых индуктируются вихревые токи.
К недостаткам таких установок относятся низкие энергетические показатели и малая интенсивность нагрева.
Наиболее эффективен прямой индукционный нагрев массивных металлических заготовок и определенном соотношении между их размерами и глубиной проникновения токов (см. далее).
Индукторы высокочастотных установок выполняют неизолированными, они состоят из двух основных частей - индуктирующего провода, при помощи которого создается переменное магнитное поле, и токоподводов для подключения индуктирующего провода к источнику электрической энергии.
Конструктивное выполнение индуктора может быть весьма разнообразным. Для нагрева плоских поверхностей используются плоские индукторы, цилиндрических заготовок - цилиндрические (соленоидные) индукторы и т. п. (рис. 6.2). Индукторы могут иметь сложную форму, обусловленную необходимостью концентрации электромагнитной энергии в нужном направлении, подвода охлаждающей и закалочной воды и пр.
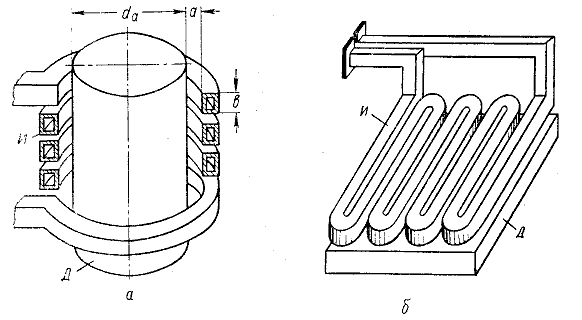
Рис. 6.2. Индукторы:
а - цилиндрический; б - петлевой для нагрева плоских деталей;
И - индуктор; Д - деталь.
Для создания полей высокой напряженности по индукторам пропускают большие токи, исчисляемые сотнями и тысячами ампер. В целях снижения потерь индукторы изготавливают с возможно малым активным сопротивлением. Несмотря на это, они все же интенсивно нагреваются как собственным током, так и за счет теплопередачи от заготовок, поэтому их оборудуют принудительным охлаждением. Индукторы обычно выполняют из медных трубок круглого или прямоугольного сечения, внутри которых пропускается проточная вода для охлаждения.
Дата добавления: 2021-07-19; просмотров: 133; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!