ОБТАЧИВАНИЕ И РАСТАЧИВАНИЕ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ
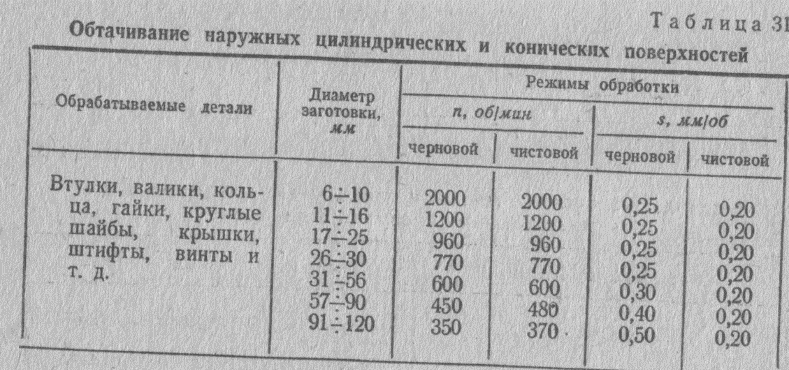
На токарно-винторезном станке можно выполнять различные операции обработки резанием: обтачивать наружные цилиндрические поверхности, растачивать внутренние цилиндрические поверхности, подрезать торцы, уступы, обтачивать конусы, фасонные поверхности, нарезать резьбу, сверлить, зенкеровать и т. д.
Обтачивать валики с уступами удобно подрезными резцами.
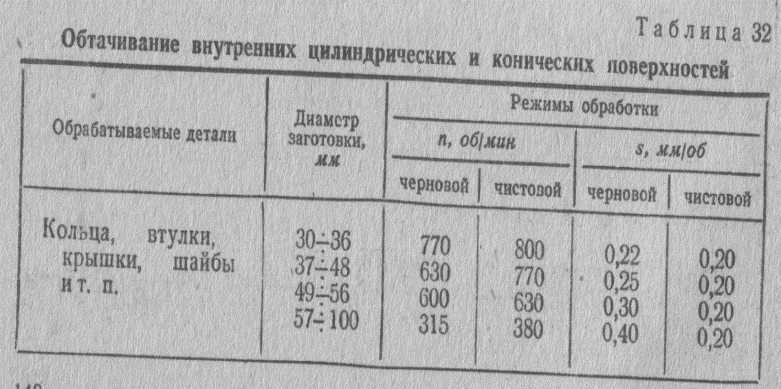
 Растачивание цилиндрических отверстий — это обработка резанием предварительно просверленного или необработанного отверстия расточными резцами.
Растачивание цилиндрических отверстий — это обработка резанием предварительно просверленного или необработанного отверстия расточными резцами.
Рис. 13. Последовательность обтачивания валика с уступами
Форма рабочей части и размеры (сечение стержня, вылет) расточного резца определяются размерами обрабатываемого отверстия. Стержень резца должен быть наибольшего возможного диаметра, но не касаться стенок отверстия. Вылет резца должен на 5—10 мм превышать глубину растачиваемого отверстия. Стержень резца должен располагаться строго параллельно оси центров станка, а его режущая кромка — точно на высоте центров.
Зависимость чистоты поверхности от условий обработки детали. При обработке цилиндрических поверхностей возможны случаи, когда чистота обработанной поверхности не соответствует указанной на чертеже. Это может произойти при затуплении, плохой заточке и доводке резца, недостаточном закруглении его вершины, работе резцом с неправильными углами заточки, большой подаче, большом вылете или непрочном закреплении резца и если он расположен не на высоте оси центров станка, а также по другим причинам. Все перечисленные выше причины брака можно предотвратить, если работать внимательно.
ПОДРЕЗАНИЕ, ВЫТАЧИВАНИЕ КАНАВОК И ОТРЕЗАНИЕ
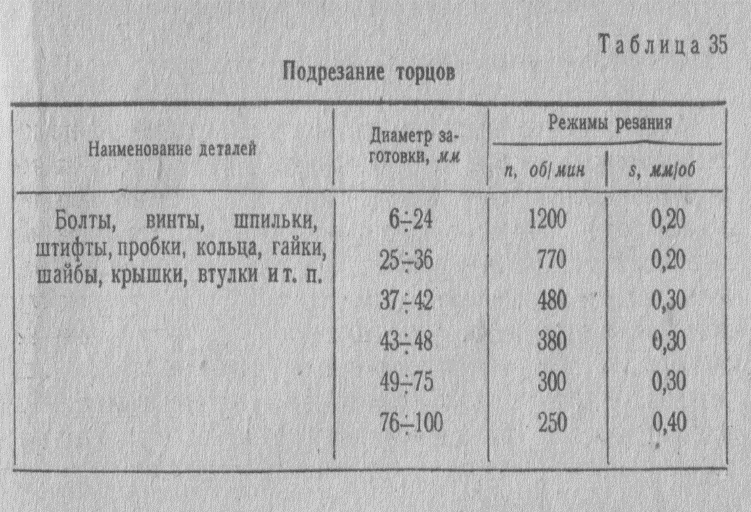
Торцы и уступы подрезают для получения ровной поверхности на торце заготовки, которая при дальнейшей обточке явится измерительной базой, или для придания заготовке определенной формы (например, заготовке для болта).
Эту операцию выполняют подрезными резцами.
Если обрабатывают торцы заготовок диаметром 10-М5 мм, то главную режущую кромку резца устанавливают под углом примерно 5° к торцу и подрезают при поперечной подаче резца.
При подрезании уступов режущую кромку резца устанавливают под прямым, углом к оси центров станка. Подрезать торцы можно также отогнутым проходным резцом.
Наружные канавки вытачивают прорезными резцами. Чтобы улучшить условия резания, головку резца сужают к стержню под углом 1—2° с каждой стороны. Но в этом случае снижается прочность резца, поэтому работать такими резцами надо осторожно. Несколько повышается прочность резца при увеличении высоты его головки.
При вытачивании канавок из-за малой жесткости резца и плохих условий для отвода теплоты снижают режим резания.
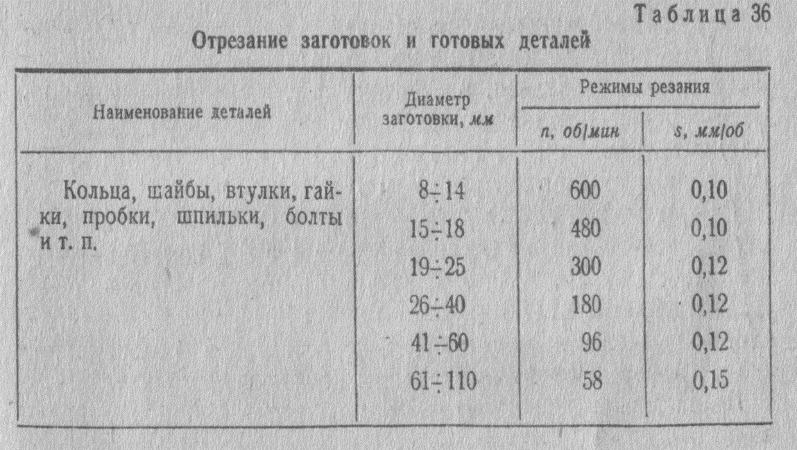
Отрезают прутковый материал, сильно деформированные концы заготовок, готовые детали и т. д. отрезными резцами, головки которых должны быть несколько больше радиуса разрезаемой заготовки.
Ширину режущей кромки отрезного резца выбирают в зависимости от диаметра заготовки (3-4 мм при диаметре заготовки до 40 мм и 5—6 мм при диаметре заготовки до 80 мм). Углы заточки резца показаны на рисунке. Резец работает в тяжелых условиях (большое трение, плохой отвод теплоты), поэтому необходимо применять жидкости с высокими охлаждающими и смазывающими свойствами. Чугунные заготовки отрезают всухую.
Режимы резания при подрезании и отрезании резцами из быстрорежущей стали Р18 указаны в табл.
Дата добавления: 2020-04-25; просмотров: 329; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!