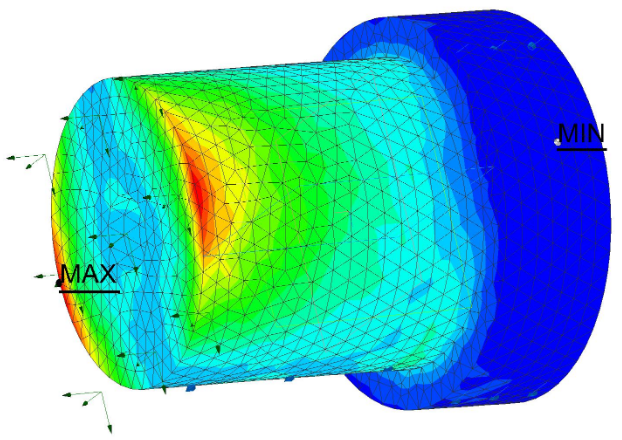
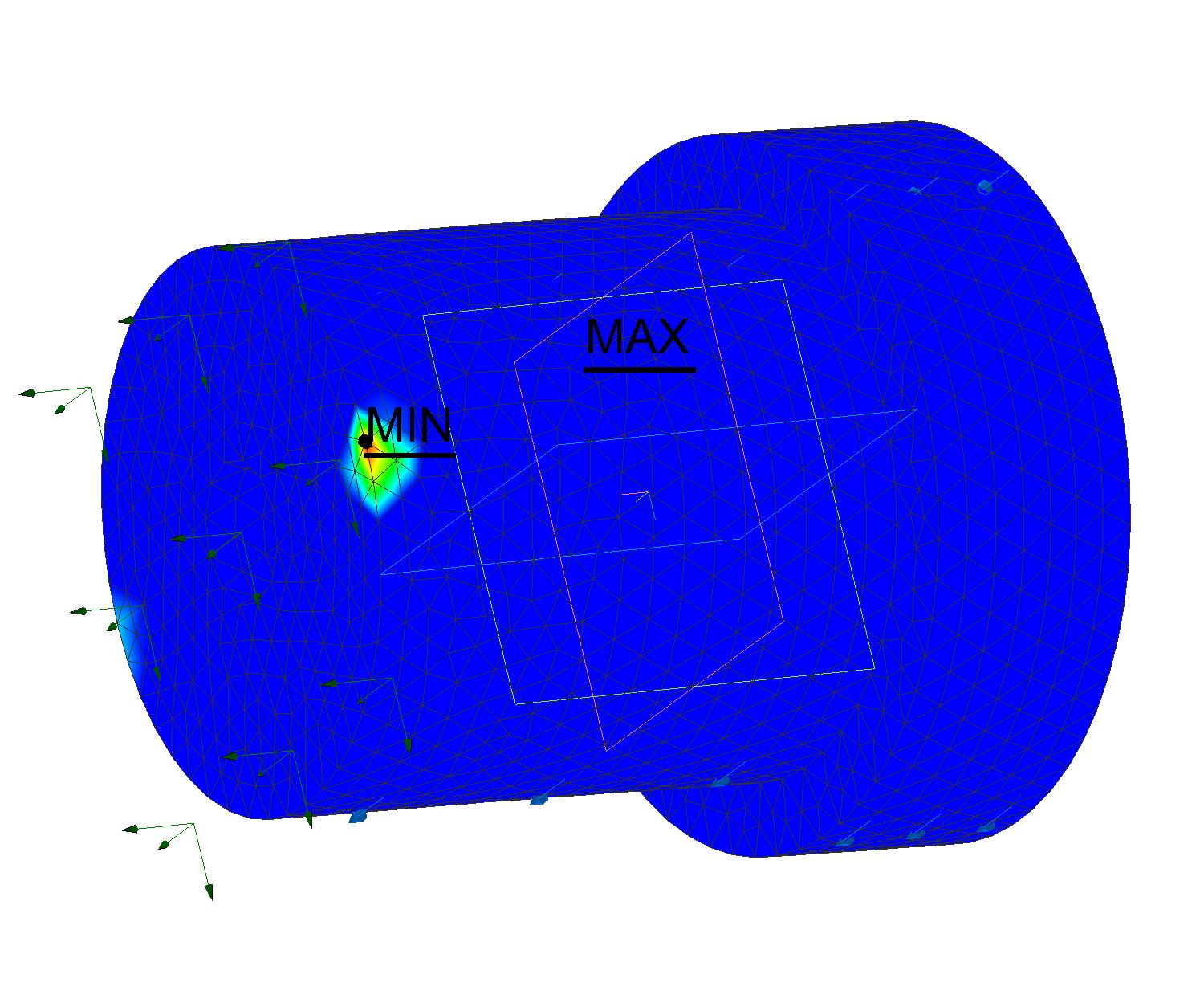
Анализ прочность опор скольжения телескопических стрел грузоподъемных машин
Установка телескопической стрелы КС-3577.63.00 Угличмаш КС-3577. Каталог 2003г
Рис 10 1 – ось 5 -шайба
2- клин 7 - крюковая
3- обойма 8 -канат
4 -Шплинт 9 -болт
10 – гидроцилиндр 19 – фиксатор
11- стопор 20 – ось
13 – втулка 21 – планка
14-масленка 22 – упор
15 – ось 24 – втулка
16- ось 25 – шайба
17- шайба 26 - шайка
18- гайка
Модуль







Технологическая часть:
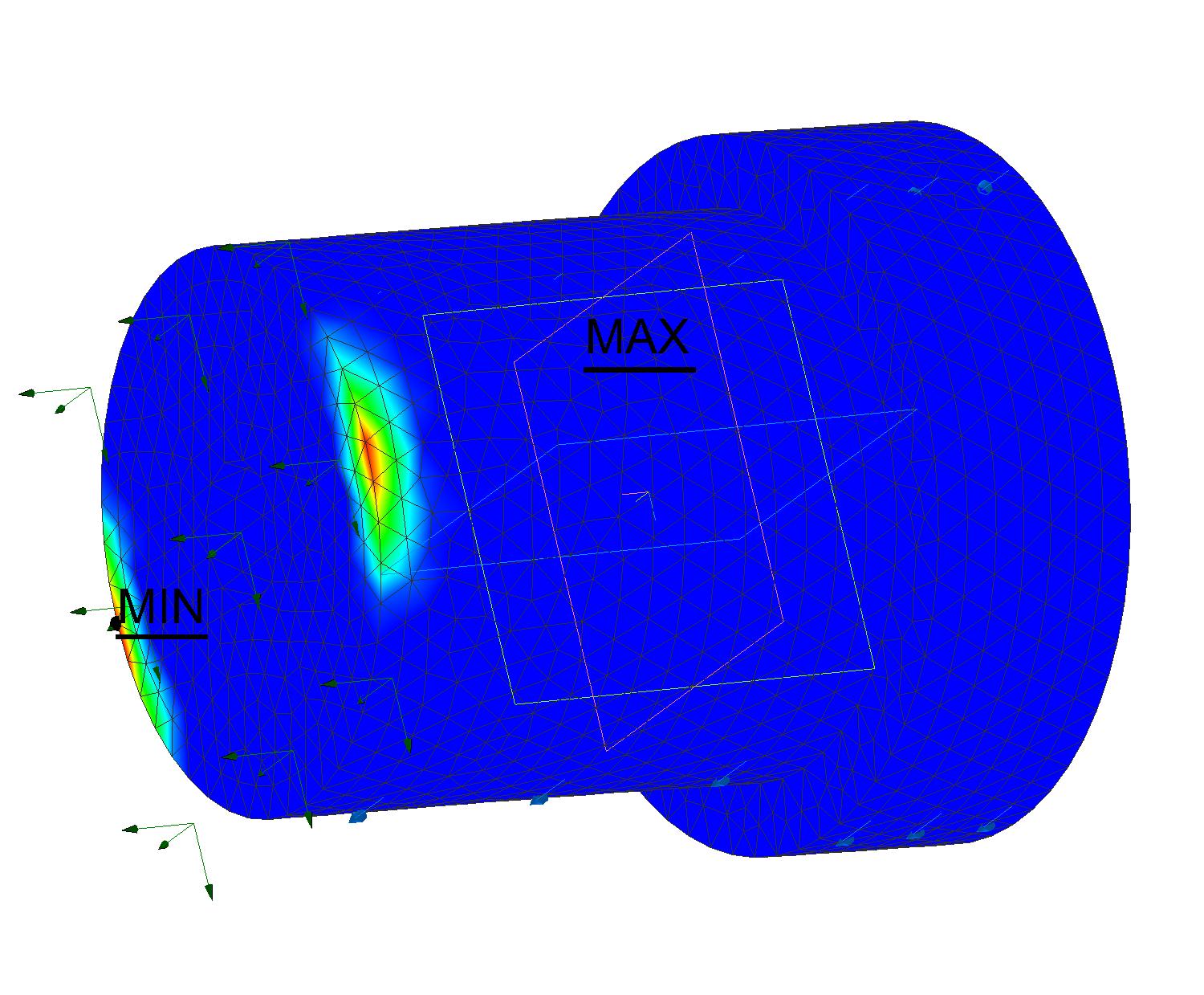
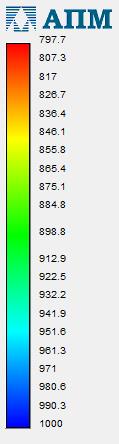
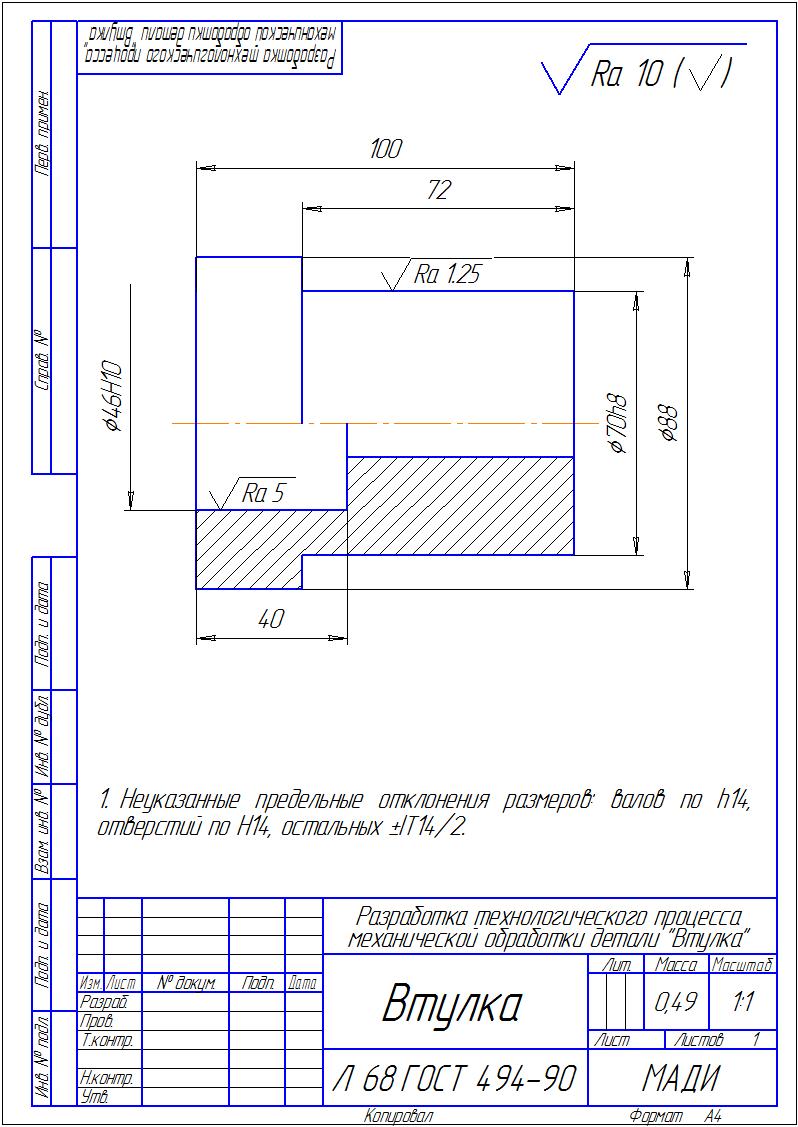
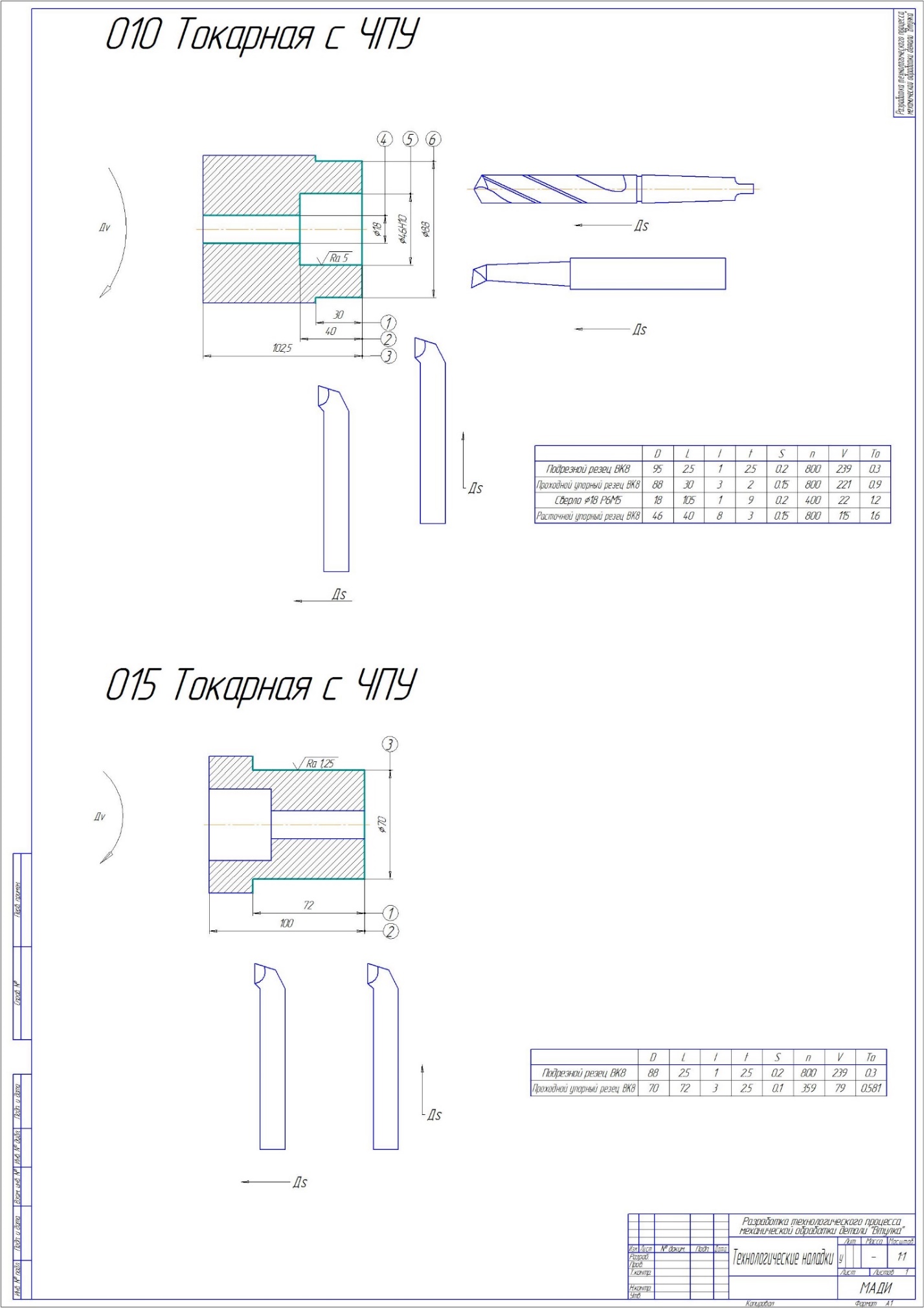
Разработка технологического процесса механической обработки деталь втулка
3.1 Назначение детали. Свойства используемого материала.
Деталь используются в гидросистемах для организации плавного и равномерного скольжения штока при его работе (см. рисунок 3.1).
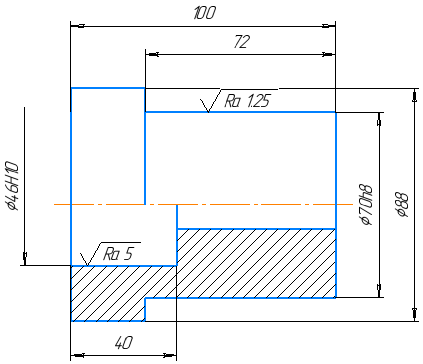
Рисунок 3.1 - Изготавливаемая деталь "Втулка"
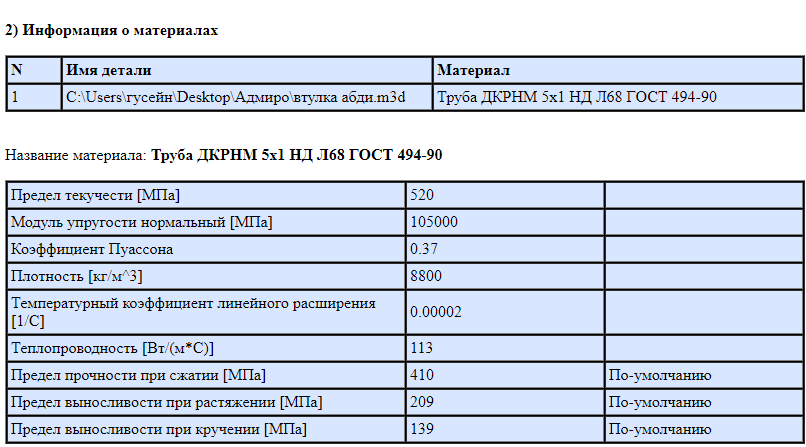
Марка: Л68
Классификация: Латунь, обрабатываемая давлением
Применение: очень хорошо деформируется в холодном состоянии (холодной высадкой)
Таблица 3.1
- Механические свойства при Т=20 °С материала Л68
| Сортамент
| sв
| sT
| d5
| y
| KCU
| Термообр.
|
| -
| МПа
| МП а
| %
| %
| кДж / м2
| -
|
| сплав мягкий
| 300-350
|
| 50-60
|
|
|
|
| сплав твердый
| 660-740
|
| 3-5
|
|
|
|
Твердость материала Л68, сплав мягкий: HB 10 -1 = 55 - 65 МПа
Твердость материала Л68, сплав твердый : HB 10 -1 = 145-155 МПа
Таблица 3.2 –
Физические свойства материала Л68
| T
| E 10- 5
| a 106
| l
| r
| C
| R 109
|
| Град
| МПа
| 1/Град
| Вт/(м·град)
| кг/м3
| Дж/(кг·град)
| Ом·м
|
| 20
| 1.12
|
| 113
| 6800
|
| 72
|
| 100
|
| 19
|
|
| 376.8
|
|
Литейно-технологические свойства материала Л68:
Температура плавления, °C: 938;
Температура горячей обработки, °C: 700 - 850;
Температура отжига, °C: 550 - 650.
Таблица 3.3 –
Химический состав в % материала Л68
| Fe
| P
| Cu
| Pb
| Zn
| Sb
| Bi
| Примеси
|
| до 0.1
| до 0.01
| 67 - 70
| до 0.03
| 29.7 - 33
| до 0.005
| до 0.002
| всего 0.3
|
Механические свойства:
sв- Предел кратковременной прочности, [МПа]
sT- Предел пропорциональности (предел текучести для остаточной деформации), [МПа]
d5 - Относительное удлинение при разрыве, [% ]
y- Относительное сужение, [% ]
KCU -Ударная вязкость, [кДж / м2]
HB -Твердость по Бринеллю, [МПа]
Физические свойства:
T - Температура, при которой получены данные свойства, [Град]
E- Модуль упругости первого рода, [МПа]
a - Коэффициент температурного (линейного) расширения (диапазон 20° - T ), [1/Град]
l- Коэффициент теплопроводности (теплоемкость материала) , [Вт/(м·град)]
r - Плотность материала, [кг/м3]
C - Удельная теплоемкость материала (диапазон 20° - T), [Дж/(кг·град)]
R - Удельное электросопротивление, [Ом·м]
Магнитные свойства:
Hc - Коэрцитивная сила (не более), [А/м]
Umax - Магнитная проницаемость (не более), [Мгн/м]
P1.0/50 - Удельные потери (не более) при магнитной индукции 1.0 Тл и частоте 50 Гц, [Вт/кг ]
B100 - Магнитная индукция Tл (не менее) в магнитных полях при напряженности магнитного поля 100, [А/м].
3.2 Оценка технологичности детали
Технологичность – свойство изделия, согласно которому конструкция детали должна соответствовать применению наиболее прогрессивных методов обработки или сборки при изготовлении.
национальные конструкции машин, обеспечивающие необходимые эксплуатационные требования не могут быть созданы без учета трудоемкости и материалоемкости их изготовления. Соответствие конструкции машин требованиям трудоемкости и материалоемкости определяют технологичность конструкции. При объективной оценке технологичности конструкции машин, их деталей и узлов, учитывают ряд положительных факторов, определяющих технологичность конструкции.
При объективной оценке технологичности конструкции машин, их деталей и узлов, учитывают ряд положительных факторов, определяющих технологичность конструкции. К ним относится:
- оптимальная форма детали, обеспечивающая изготовление заготовки с наименьшим припуском и наименьшим количеством обрабатываемых поверхностей;
- наименьший вес машины;
- наименьшее количество материала, применяемого в конструкции машин;
- взаимозаменяемость деталей и узлов с оптимальным значением полей допуска;
- нормализация (стандартизация) и унификация деталей, узлов и их отдельных конструкторских элементов.
Основные требования по технологичности конструкции деталей машиностроения излагается в литературе.
Конструкции детали должны состоять из стандартных и унифицированных конструктивных элементов (КЭД) или быть стандартной в целом. Детали должны изготавливаться из стандартных или унифицированных заготовок. Размеры детали должны иметь оптимальную точность. Шероховатость поверхностей должна быть оптимальной. Физико-химические и механические
свойства материала детали, её жесткость, форма, размеры должны соответствовать требованиям технологии изготовления (включая процессы отделочно-упрочняющей обработки, нанесения антикоррозийных покрытий и т.п.), а также хранения и транспортировки.
Базовая поверхность детали должна иметь оптимальные показатели точность и шероховатости поверхности, которые обеспечивают требуемую точность установки, обработки и контроля.
Заготовки для изготовления деталей должны быть получены рациональным способом с учетом материала, заданного объема выпуска и типа производства. Метод изготовления деталей должен обеспечивать возможность одновременного изготовления нескольких деталей. Конструкция детали должны обеспечивать возможность применения типовых и стандартных технологических процессов ее изготовления.
Дата добавления: 2019-07-15; просмотров: 370; | Поделиться с друзьями:
|

Мы поможем в написании ваших работ!