Виды и основные элементы насечек
Насечки на поверхности напильника образуют зубья, которые снимают стружку с обрабатываемого материала. Зубья напильников получают на пилонасекательных станках с помощью специального зубила, на фрезерных станках — фрезами, на шлифовальных станках — специальными шлифовальными кругами, а также путем накатывания, протягивания на протяжных станках — протяжками и на зубонарезных станках. Каждым из указанных способов насекается свой профиль зуба.(рис. 2).
Чем меньше насечек на 1 см длины напильника, тем крупнее зуб. Различают напильники с одинарной, т. е. простой насечкой (рис. 136, а), с двойной, или перекрестной (рис. 136, б), точечной, т. е. с рашпильной (рис. 136, в), и дуговой (рис. 136, г).
Напильники с одинарной насечкой могут снимать широкую стружку, равную длине всей насечки. Их применяют при опиливании мягких металлов (латуни, цинка, баббита, свинца, алюминия, бронзы, меди и т. п.) с незначительным сопротивлением резанию, а также неметаллических материалов. Кроме того, эти напильники используются для заточки пил, ножей, а также для обработки дерева и пробки. Одинарная насечка наносится под углом 25° к оси напильника.
Напильники с двойной (т. е. перекрестной) насечкой применяют для опиливания стали, чугуна и других твердых материалов с большим сопротивлением резанию. В напильниках с двойной насечкой сначала насекается нижняя - глубокая насечка, называемая основной а поверх нее — верхняя, неглубокая насечка называется вспомогательной; она разрубает основную насечку на большое количество отдельных зубьев.
|
|
|
Перекрестная насечка больше размельчает стружку, что облегчает работу. Основная насечка выполняется под углом к вертикали 25°, а вспомогательная — под углом к горизонтали 45°.
Расстояние между соседними зубьями насечки называется шагом. Шаг основной насечки больше шага вспомогательной.
Рашпильная (точечная) насечка получается вдавливанием металла специальными трехгранными зубилами, оставляющими расположенные в шахматном порядке вместительные выемки, способствующие лучшему размещению стружки. Рашпилями обрабатывают очень мягкие металлы и неметаллические материалы (кожу, резину и др.).
Дуговую насечку получают фрезерованием. Насечка имеет большие впадины между зубьями и дугообразную форму, обеспечивающую высокую производительность и повышенное качество обрабатываемых поверхностей. Эти напильники применяют при обработке мягких металлов (медь, дюралюминий и др.).
Напильники по назначению подразделяют на следующие группы:
o общего назначения,
o специального назначения,
o надфили,
o рашпили,
o машинные.
Напильники общего назначения предназначаются для общеслесарных работ. По числу насечек (нарезок) на 1 см длины делятся на следующие шесть номеров: 0, 1, 2, 3, 4 и 5.
|
|
|
№ 0 и 1 имеют наиболее крупные зубья и служат для грубого опиливания, когда требуется удалить большой слой металла — 0,05 —0,10 мм. Точность обработки не превышает 0,1 - 0,2 мм.
№ 2 и 3 применяют для чистового опиливания изделий с точностью 0,02 — 0,05 мм. Снимаемый слой металла не превышает 0,02 — 0,06 мм.
№ 4 и 5 (бархатные) служат для окончательной отделки изделий. Они снимают слой не более 0,01 —0,03 мм при точности обработки от 0,01 до 0,005 мм.
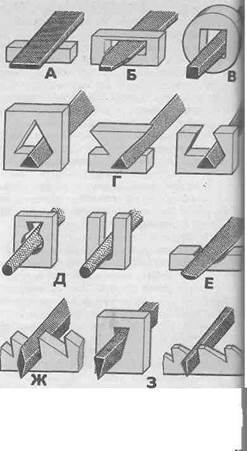
Напильники делятся наследующие типы:
А — плоские, Б — плоские остроносые (рис. 4, А, Б) применяются для опиливания наружных или внутренних плоских поверхностей, а также пропиливания шлицев и канавок;
В — квадратные напильники (рис. 4, В) используются для распиливания квадратных, прямоугольных и многоугольных отверстий, а также для опиливания узких плоских поверхностей;
Г — трехгранные напильники (рис. 4, Л) служат для опиливания острых углов 60° и более как с внешней стороны детали, так и в пазах, отверстиях и канавках, для заточки пил по дереву;
Д — круглые напильники (рис. 4, Л) используют для распиливания круглых или овальных отверстий и вогнутых поверхностей небольшого радиуса;
|
|
|
Е — полукруглые напильники (рис. 4, Е) (сечение сегмент) применяют для обработки вогнутых криволинейных поверхностей значительного радиуса и больших отверстий (выпуклой стороной); плоскостей, выпуклых криволинейных поверхностей (плоской стороной);
Плоские, квадратные, трехгранные, полукруглые, ромбические и ножовочные напильники. Изготовляют с насеченным и нарезанным зубом.
Ножовочные напильники изготовляют только по специальному заказу. Ромбические и ножовочные напильники изготовляют только с насечками № 2, 3, 4, 5 длиной: ромбический 100 —250 мм и ножовочные — 100 —315 мм.
Напильники специального назначения изготовляют по ведомственным нормалям: дли обработки цветных сплавов, изделий из легких сплавов и неметаллических материалов, а также тарированные.
Напильники для обработки цветных сплавов в отличие от слесарных напильников общего назначения имеют другие, более рациональные для данного конкретного сплава углы наклона насечек и более глубокую и острую насечку, что обеспечивает высокую производительность и стойкость напильников.
Напильники для обработки изделий из сплавов и неметаллических материалов.
|
|
|
Алмазные напильники применяют для обработки и доводки твердосплавных частей инструмента и штампов. Алмазный напильник представляет собой металлический стержень с рабочей поверхностью и сечением нужного профиля, на которую нанесен очень тонкий алмазный слой.
Надфили. Небольшие напильники называют надфилями, их применяют для лекальных, граверных, ювелирных работ, для зачистки в труднодоступных местах (отверстий, углов, коротких участков профиля и др.).
Алмазные надфили применяют для обработки твердосплавных материалов, различных видов керамики, стекла, а также для доводки режущего твердосплавного инструмента (рис. 140).
Рашпили предназначены для обработки мягких металлов (свинец, олово, медь и др.) и неметаллических материалов (кожа, резина).
Машинные напильники
Вращающиеся напильники (борнапильники, дисковые и пластинчатые) применяются для опиливания и зачистки поверхностей на специальных опиловочных станках.
Борнапильники (рис. 143, э) — это фасонные головки с насеченными или фрезерованными зубьями. Изготовляют целыми (с хвостовиками) и насадными (навертывают на оправку).
Борнапильники имеют угловую, видную, цилиндрическую, фасонную и др. форму. Ими обрабатывают фасонные поверхности.
Дисковые напильники (рис. 143, 6) применяют для зачистки отливок, поковок, снятия заусенцев на станках типа наждачных. Диск изготовляют диаметром 150 — 200 толщиной 10 — 20 мм. Зубья фрезерованные или насеченные.
Диски закрепляют с помощью приспособления (рис. 143, г).
Пластинчатые напильники (рис. 143) представляют собой бруски прямоугольного или круглого сечения с соответствующей насечкой.
Эти напильники не имеют хвостовиков, их крепят к гибкой, непрерывно движущейся ленте заклепками.
Приемы опиливания
Положение рук (хватка напильника) имеет чрезвычайно важное значение. Слесарь берет в правую руку напильник за ручку так, чтобы ручка упиралась в ладонь руки, четыре пальца захватывали ручку снизу, а большой палец помещался сверху (рис. 5, а). Ладонь левой руки накладывают несколько поперек напильника на расстоянии 20 — 30 мм от его носка. При этом пальцы должны быть слегка согнуты, но не свисать (рис. 151, б); они не поддерживают, а только прижимают напильник. Локоть левой руки должен быть немного приподнят. Правая рука от локтя до кисти должна составлять с напильником прямую линию.
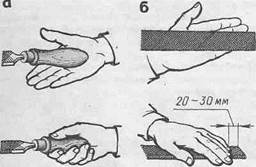
Рисунок 5. Положение рук при опиливании:
а— правой, б — левой
Координация усилий. При опиливании должна соблюдаться координация усилий нажима (балансировка), заключающаяся в правильном увеличении нажима правой руки на напильник во время рабочего хода при одновременном уменьшении нажима левой руки. Движение напильника должно быть горизонтальным, поэтому нажимы на ручку и носок напильника должны изменяться в зависимости от положения точки опоры напильника на обрабатываемой поверхности. При рабочем движении напильника нажим левой рукой постепенно уменьшают. Регулируя нажимы на напильник, добиваются получения ровной опиливаемой поверхности без завалов по краям.
В случае ослабления нажима правой руки и усиления левой может произойти завал поверхности вперед. При усилении нажима правой руки и ослаблении левой руки получится завал назад.
Прижимать напильник к обрабатываемой поверхности необходимо при рабочем ходе (от себя). При обратном ходе не следует отрывать напильник от поверхности детали. Во время обратного хода напильник должен лишь скользить.
Направление движения напильника, а следовательно, положение штрихов (следов напильника) на обрабатываемой поверхности должны меняться, попеременно с угла на угол.
Сначала опиливание выполняют направо (рис. 7, а) под углом 30—40° тисков, затем, не прерывая работы, прямым штрихом (рис. 7, б, г) и заканчивают опиливание косым штрихом под тем же углом, справа налево (рис. 7, в). Такое изменение направления движения напильника обеспечивает получение необходимой плоскостности шероховатости поверхности.
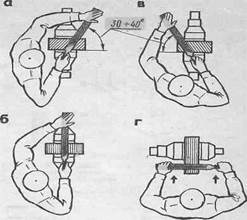
Рисунок 7. Опиливание:
а — слева направо, б — прямым штрихом поперек заготовки, в — справа налево (косым штрихом), г — прямым штрихом вдоль заготовки
Дата добавления: 2018-09-23; просмотров: 476; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!