Алгоритм управления системами стабилизации режимов металлообработки.
Для построения структурных схем необходимо знать алгоритм функционирования системы базирующийся на принятом показателе эффективности обработки. Известно интегральная форма показателя эффективности обработки характеризующая себестоимость обработки, а также показателя производительности. Соответствующий алгоритм функционирования реализует система стабилизации металлообработки. в структурных схемах действие комплекса возмущающих факторов обозначена F. Производительность является показателем эффективности обработки. Это оправдано тогда когда производительность станки диктуется плановыми показателями, а так же когда стойкость инструмента должна обеспечить обеспечить обработку детали бес смены инструмента. Наиболее полно эффективность обработки определяется показателем присоединенных затрат.
Учитывают показатели производительности: v- скорость резанья, T-стойкость инструмента, S- подача, tp- глубина резанья.
Продолжение на следующем листике. (:
1 Показатель эффективности обработки J1=k1×V1
Наличие ограничения T1m = Cv1/V01
Измеряемый параметр V1
Контролируемый Т1
Неконтролируемый S1,tР1
Алгоритм фун-я V01= Cv1/T1m
2 Показатель эффективности обработки J2=k2×V2×tР2
Наличие ограничения T2m= Cv2/V2×tp2x
Измеряемый параметр V2
Контролируемый Т2, tР2
Неконтролируемый S2,
Алгоритм фун-я tp2= tpmax, V02= Cv2/(T2m×tpmax)
3 Показатель эффективности обработки J3=k3×V3×S3
|
|
|
Наличие ограничения T3m= Cv3/V2×S3Y
Измеряемый параметр V3
Контролируемый Т3, S3
Неконтролируемый tР3,
Алгоритм фун-я S03= Smax, V03= Cv3/(T3m×SmaxY)
4 Показатель эффективности обработки J4=k4×V4×S4×tР4
Наличие ограничения T4m= Cv4/(V4×S4Y×tp4X)
Измеряемый параметр V4
Контролируемый Т4, S4, tР4
Алгоритм фун-я tp4= tpmax, S04= SmaxV04=Cv4/(T4m×tXpmax×SYmax)
5 Показатель эффективности обработки J5=k4×S5
Наличие ограничения T5m= Cv5/S5Y
Измеряемый параметр S5
Контролируемый Т5
Неконтролируемый V5, tР5
Алгоритм фун-я S05 = Cv51/y/ T5m/Y
6Показатель эффективности обработки J6=kР×Sβ×tРα
Наличие ограничения T6m= Cv6/(S6Y×tXР6)
Измеряемый параметр S6
Контролируемый tР6
Неконтролируемый V6, Т6
Алгоритм фун-я tp6= tpmax, S06 = Cv61/y/(T5m/y×tx/yРMAX)
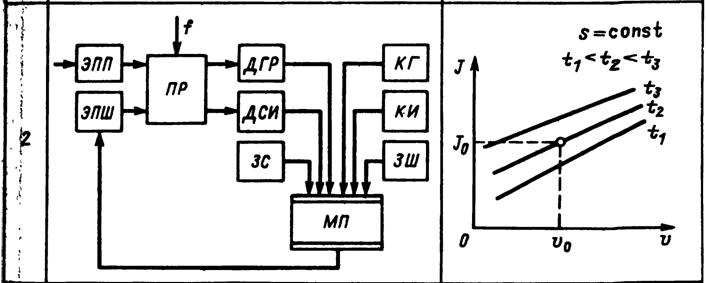
Показатель эффективности обработки, алгоритм функционирования, структурная схема, рабочие характеристики процесса металлообработки при изменяемой скорости резания V, контролируемых стойкости инструмента Т и величине подаче tр и неконтролируемой глубины резания S.
Глубина резания измеряется датчиком ДГР. В ОЗУ микропроцессора МП вводятся поправочные коэффициенты, соответствующие глубине резания КГ и стойкости (износа) инструмента КИ. Максимально допустимое значение температуры резания ®тах, вводимое в микропроцессор МП и определяющее заданную стойкость инструмента ЗС, сравнивается с текущей температурой 0 и ограничивает рост скорости резания при 0 > @тах. Для всех режимов, в которых измеряется термо-ЭДС естественной термопары инструмент — деталь, стойкость инструмента повышается в 1,5—2,0 раза и более за счет разрыва цепи термотока или его уменьшения. Трудность реализации датчика глубины резания ограничивает применение этой структуры.
|
|
|
Показатель эффективности обработки J1=k2×V2tp2
Наличие ограничения T2m = Cv2/V2tp2x
Алгоритм фун-я V02= Cv2/T2mtpmax
Показатель эффективности обработки, алгоритм функционирования, структурная схема, рабочие характеристики процесса металлообработки при изменяемой скорости резания V, контролируемых стойкости инструмента Т и величине подаче S и неконтролируемой глубины резания tр.
 Действие возмущающих факторов (f) (износ инструмента, колебания припуска, твёрдости материала заготовки, влияние охл.жид-ти) в этом режиме компенсируется изменением скорости резанья таким образом, чтобы процесс обработки соответствовал заданной стойкости инструмента Т3 и величине подаче S3. На процесс резанья воздействует ЭП главного движения (шпинделя и ЭП подачи (ЭПП)), датчик стойкости инструмента ДСИ подключен к входу микропроцессора МП. Также на МП, вырабатывающий управляющее напряжение соответствующее J3, поступают сигналы от датчика подачи ДВП и информация о коррекции подачи КП и стойкости инструмента КИ. Данная схема информационно избыточной поскольку подача в ней неизменна и информация о подаче может быть включена в МП без применения датчика подачи ДВП.
Действие возмущающих факторов (f) (износ инструмента, колебания припуска, твёрдости материала заготовки, влияние охл.жид-ти) в этом режиме компенсируется изменением скорости резанья таким образом, чтобы процесс обработки соответствовал заданной стойкости инструмента Т3 и величине подаче S3. На процесс резанья воздействует ЭП главного движения (шпинделя и ЭП подачи (ЭПП)), датчик стойкости инструмента ДСИ подключен к входу микропроцессора МП. Также на МП, вырабатывающий управляющее напряжение соответствующее J3, поступают сигналы от датчика подачи ДВП и информация о коррекции подачи КП и стойкости инструмента КИ. Данная схема информационно избыточной поскольку подача в ней неизменна и информация о подаче может быть включена в МП без применения датчика подачи ДВП.
|
|
|
Показатель эффективности обработки J3=k3×V3×S3
Наличие ограничения T3m= Cv3/V2×S3Y
Измеряемый параметр V3 Контролируемый Т3, S3
Неконтролируемый tР3,
Алгоритм фун-я S03= Smax, V03= Cv3/(T3m×SmaxY) /(T3m×SmaxY)
49. Показатель эффективности обработки, алгоритм функционирования, структурная схема, рабочие характеристики процесса металлообработки при изменяемой скорости резания V, контролируемой стойкости инструмента Т и неконтролируемых глубине резания tР и величине подаче S.
 Действие возмущающих факторов (f) (износ инструмента, колебания припуска, твёрдости материала заготовки, влияние охл.жид-ти) в этом режиме компенсируется изменением скорости резанья таким образом, чтобы процесс обработки соответствовал заданной стойкости инструмента Т1. На процесс резанья воздействует ЭП главного движения (шпинделя и ЭП подачи (ЭПП)), датчик стойкости инструмента ДСИ подключен к входу микропроцессора МП, в ОЗУ МП поступает априорная информация о заданной стойкости инструмента ЗИ и max. допустимого w ЗШ привода ЭПШ. МП управляет приводом главного движения ЭПШ по алгоритму: V01= Cv1/T1m при V≤VMAX
Действие возмущающих факторов (f) (износ инструмента, колебания припуска, твёрдости материала заготовки, влияние охл.жид-ти) в этом режиме компенсируется изменением скорости резанья таким образом, чтобы процесс обработки соответствовал заданной стойкости инструмента Т1. На процесс резанья воздействует ЭП главного движения (шпинделя и ЭП подачи (ЭПП)), датчик стойкости инструмента ДСИ подключен к входу микропроцессора МП, в ОЗУ МП поступает априорная информация о заданной стойкости инструмента ЗИ и max. допустимого w ЗШ привода ЭПШ. МП управляет приводом главного движения ЭПШ по алгоритму: V01= Cv1/T1m при V≤VMAX
|
|
|
По аналогичной струк-ой схеме построены регуляторы в том числе и аналоговые использующие в качестве датчика стойкости температуры естественной термопары инструмент-деталь и предназначенный для фрезерования, а также для торцовой обработки детали. Это обеспечивает повышение производительности на 30-45%.
Показатель эффективности обработки J1=k1×V1
Наличие ограничения T1m = Cv1/V01
Измеряемый параметр V1
Контролируемый Т1
Неконтролируемый S1,tР1
Алгоритм фун-я V01= Cv1/T1m
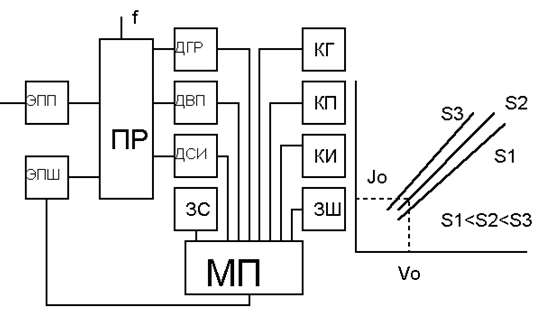
Показатель эффективности обработки, алгоритм функционирования, структурная схема, рабочие характеристики процесса металлообработки при изменяемой скорости резания V, контролируемых стойкости инструмента Т, глубине резания tр и величине подаче S.
Действие возмущающих факторов (f) (износ инструмента, колебания припуска, твёрдости материала заготовки, влияние охл.жид-ти) в этом режиме компенсируется изменением скорости резанья таким образом, чтобы процесс обработки соответствовал заданной стойкости инструмента Т4. Глубина резанья измеряется датчиком ДГР. На процесс резанья воздействует ЭП главного движения (шпинделя ЭПШ и ЭП подачи (ЭПП)), датчик стойкости инструмента ДСИ подключен к входу микропроцессора МП. Также на МП, вырабатывающий управляющее напряжение соответствующее J4, поступают сигналы от датчика подачи ДВП и информация о коррекции подачи КП, стойкости инструмента КИ коррекция глубины резанья КГ. Данная схема информационно избыточной поскольку подача в ней неизменна и информация о подаче может быть включена в МП без применения датчика подачи ДВП. Трудность реализации датчика глубины резанья ограничивает применение этой структуры.
Показатель эффективности обработки J4=k4×V4×S4×tР4
Наличие ограничения T4m= Cv4/(V4×S4Y×tp4X)
Измеряемый параметр V4
Контролируемый Т4, S4, tР4
Алгоритм фун-я tp4= tpmax, S04= SmaxV04=Cv4/(T4m×tXpmax×SYmax)
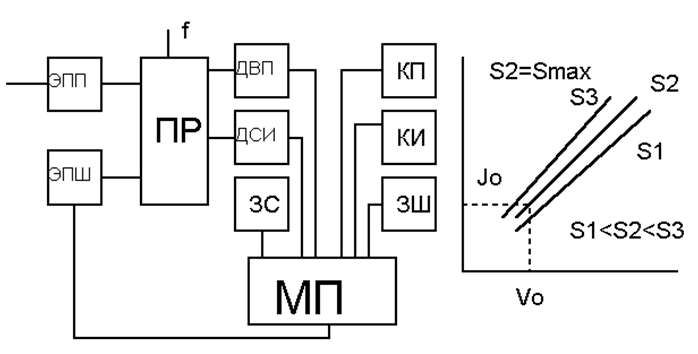
Показатель эффективности обработки, алгоритм функционирования, структурная схема, рабочие характеристики процесса металлообработки при изменяемой величине подаче S, контролируемых стойкости инструмента Т и неконтролируемых скорости резания V и глубины резания tр.
Действие возмущающих факторов (f) (износ инструмента, колебания припуска, твёрдости материала заготовки, влияние охл.жид-ти) в этом режиме компенсируется изменением величины подачи таким образом, чтобы процесс обработки соответствовал заданной величине подаче S5. На процесс резанья воздействует ЭП главного движения (шпинделя ЭПШ и ЭП подачи (ЭПП)), датчик стойкости инструмента ДСИ подключен к входу микропроцессора МП. Также на МП поступают сигналы от датчика подачи ДВП и информация о коррекции подачи КП, стойкости инструмента КИ. МП вырабатывает управляющее напряжение соответствующее J5 которое подаётся на привод подачи ЭПП. Поступающая в МП информация об ограничении подачи ОП задаёт max. допустимое её значение. Т.к. стойкость инструмента в значительно меньшей степени зависят от подачи чем от скорости резанья, то такая СУ менее эффективна чем остальные.
Показатель эффективности обработки J5=k4×S5
Наличие ограничения T5m= Cv5/S5Y
Измеряемый параметр S5
Контролируемый Т5
Неконтролируемый V5, tР5
 Алгоритм фун-я S05 = Cv51/y/ T5m/Y
Алгоритм фун-я S05 = Cv51/y/ T5m/Y
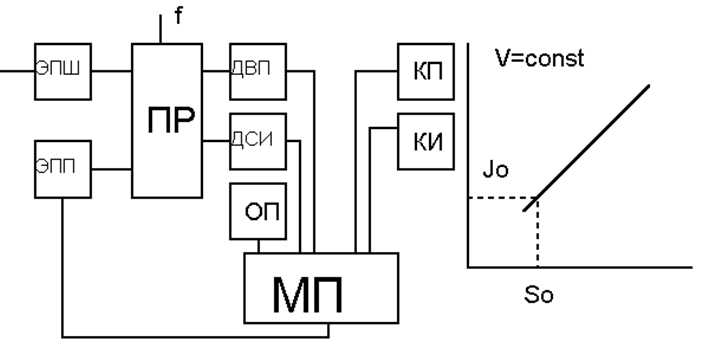
Показатель эффективности обработки, алгоритм функционирования, структурная схема, рабочие характеристики процесса металлообработки при изменяемой величине подаче S, контролируемой глубине резания tр и неконтролируемых стойкости инструмента Т, скорости резания V.
Действие возмущающих факторов (f) (износ инструмента, колебания припуска, твёрдости материала заготовки, влияние охл.жид-ти) в этом режиме компенсируется изменением величины подачи таким образом, чтобы процесс обработки соответствовал заданной глубине резанья tр. На процесс резанья воздействует ЭП главного движения (шпинделя ЭПШ и ЭП подачи (ЭПП)).
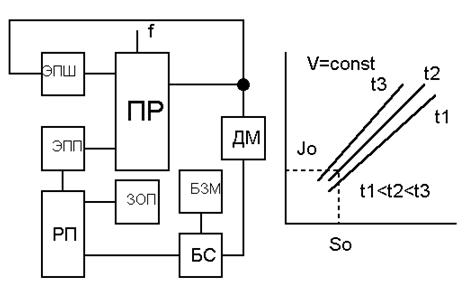 Показатель эффективности обработки J6 близок к величине определяющей предельно допустимое значение J6=kР×Sβ×tРα
Показатель эффективности обработки J6 близок к величине определяющей предельно допустимое значение J6=kР×Sβ×tРα
kР- коэф. пропорциональности
α,β- показатели степени. В этом случае реализация показателя эффективности решается путём применения систем стабилизации мощности резанья, особенно эффективно при фрезеровании и силовом шлифовании. Мощность потребляемая из сети двигателем ЭПШ (АД) измеряется датчиком мощности ДМ. На блок сравнения БС поступает сигнал пропорциональный мощности резанья и предельно допустимой мощности (с учетом мощности Х.Х. задатчика БЗМ). Выходной сигнал с БС и задатчика ограничения подачи ЗОП подаётся на регулятор РП. Подача регулируется так, чтобы мощность резанья поддерживалась в заданных пределах несмотря на изменения tр, твёрдости заготовки, затупление инструмента. Стабилизация мощности резанья повышает производительность на 25-40%. Рост производ-ти обработки может ограничиваться потерей устойчивости и возникновением недопустимых вибраций в процессе резанья. Для устранения их схема должна содержать корректирующее устройство.
Показатель эффективности обработки J6=kР×Sβ×tРα
Наличие ограничения T6m= Cv6/(S6Y×tXР6); Измеряемый параметр S6
Контролируемый tР6 ;Неконтролируемый V6, Т6
Алгоритм фун-я tp6= tpmax,S06 = Cv61/y/(T5m/y×tx/yРMAX)
Дата добавления: 2018-08-06; просмотров: 409; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!