Техника и технология выполнения швов в горизонтальном, вертикальном и потолочном положении.
Сварка в вертикальном положении.
Расплавленный металл под действием силы тяжести стремится стекать вниз, что затрудняет формирование шва. Поэтому вертикальные швы выполняют очень короткой дугой, при которой расстояние между каплями на электроде и жидким металлом в сварочной ванне настолько мало, что между ними возникает взаимное притяжение. Благодаря этому капли электродного металла сливаются со сварочной ванной при малейшем касании их между собой.
Объем расплавленного металла уменьшают снижением сварочного ток на 10-15% по сравнению с нижним положением, а диаметр электрода ограничивают до 5 мм.
Вертикальные швы выполняют как снизу вверх, так и сверху вниз.
В первом случае (рис. 30, а) дуга возбуждается в самой нижней точке вертикально расположенных пластин, для этого электрод устанавливают перпендикулярно поверхности свариваемого изделия (положение 1). Затем электрод немного наклоняют вниз для того, чтобы слой давления газов дуги предшествовал стеканию металла сварочной ванны (положение 2). При этом застывший металл шва образует подобие полочки, на которой удерживаются последующие капли металла.
Сварку сверху вниз применяют при малой толщине металла. В этом случае подтекающий под дугу жидкий металл уменьшает возможность образования сквозных прожогов.
В начале сварки (рис. 30, б) дуга возбуждается в самой верхней точке пластин при горизонтальном расположении электрода. После образования ванны жидкого металла электрод наклоняют на 15-20° с таким расчетом, чтобы дуга была направлена на основной и наплавленный металл. Для улучшения условий формирования шва амплитуда колебательных движений электрода должна быть небольшой, а дуга – очень короткой, чтобы капли расплавленного металла удерживались от падения концом электрода.
|
|
|
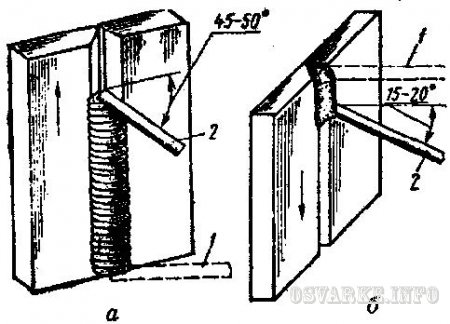
Рис. 30. Выполнение сварных вертикальных швов
Сварка горизонтальных швов.
Горизонтальные швы на вертикальной плоскости выполнять труднее, чем вертикальные. Для предупреждения отекания жидкого металла скос кромок обычно делается на одном верхнем листе (рис. 31, а). Дуга в этом случае возбуждается на нижней горизонтальной кромке (положение 1), а затем переносится на наклонный скос (положение 2), поднимая вверх стекающую каплю металла. Колебательные движения электродом совершают по спирали. Выполнять горизонтальными сварными швами нахлесточные соединения легче, чем стыковые, так как горизонтальная кромка нижнего листа (рис. 39, б) способствует удержанию расплавленного металла от стекания вниз. При выполнении горизонтальных швов с двумя скосами кромок устанавливают порядок их наложения (1-4 рис. 39, в), который в процессе проваривания верхней кромки позволяет избежать потолочного положения кратера с расплавленным металлом.
|
|
|

Рис. 31. Выполнение сварных горизонтальных швов:
а - стыковое соединение со скосом одной кромки; б - нахлесточное соединение; в – стыковое соединение со скосом двух кромок
Сварка в потолочном положении.
Сварка в потолочном положении (рис. 32) наиболее трудна, так как направление силы тяжести расплавляемого металла противоположно направлению его переноса. Это требует максимального уменьшения объема расплавляемого металла, что достигается ограничением диаметра электрода до 4 мм и снижением сварочного тока на 15-20% по сравнению с нижним положением.

Рис. 32. Сварка потолочных швов
Для сварки в потолочном положении подходят электроды, дающие небольшой шлак.
Хороший провар корня шва при потолочной сварке обеспечивается применением электродов диаметром не более 3 мм.
Дата добавления: 2018-08-06; просмотров: 3317; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!