Организация газосварочного передвижного поста.
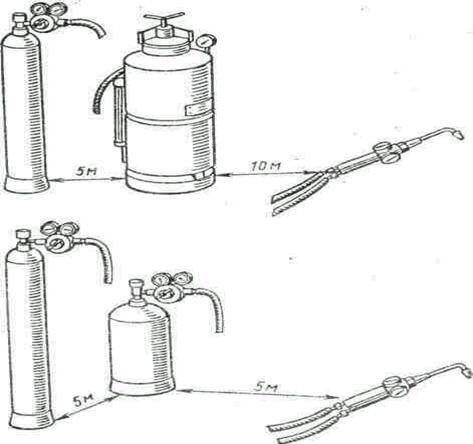
1. Организовать рабочее место:
при снабжении горелки горючим газом от переносного ацетиленового генератора;
при снабжении горелки горючим газом от ацетиленового баллона с сжиженным газом.
2. Проверить наличие и исправность специальных ключей для открывания вентилей кислородного, ацетиленового и пропан-бутанового баллонов, ключей для обслуживания горелки (резака).
 3. Иметь при себе минимальный набор запасных деталей для своевременной замены вышедших из строя и во избежание перерывов в работе: один мундштук, инжектор того же номера, что и мундштук; кольца сальниковые для горелок (10 шт.), кольца уплотнительные для штуцеров горелок (5 шт.) и кольца резиновые для смесительных камер (5 шт.)
3. Иметь при себе минимальный набор запасных деталей для своевременной замены вышедших из строя и во избежание перерывов в работе: один мундштук, инжектор того же номера, что и мундштук; кольца сальниковые для горелок (10 шт.), кольца уплотнительные для штуцеров горелок (5 шт.) и кольца резиновые для смесительных камер (5 шт.)
Режимы дуговой сварки (назначение, сущность, принцип выбора основных и дополнительных показателей).
Под режимом сварки понимается совокупность ряда факторов (параметров) сварочного процесса, обеспечивающих устойчивое горение дуги и получение сварных швов заданных размеров, формы и качества.
При ручной дуговой сварке покрытыми электродами различают основные и дополнительные параметры режима сварки.
К основным параметрам относят:
• диаметр электрода;
• силу сварочного тока;
• напряжение дуги;
• род и полярность сварочного тока.
Дополнительные параметры:
• тип и марка электрода;
• скорость сварки;
• положение шва в пространстве;
• вылет электрода;
• предварительный подогрев и последующую термическую обработку;
• колебательные движения концом электрода.
1. Диаметр электрода при сварке в нижнем положении шва устанавливается в зависимости от толщины свариваемого металла.

Выполнение вертикальных, горизонтальных и потолочных швов независимо от толщины свариваемого металла производится электродами небольшого диаметра (до 4 мм), так как при этом легче предупредить стекание жидкого металла и шлака сварочной ванны.
При многослойной сварке для лучшего провара корня шва первый шов заваривают электродом Ø 3-4 мм, а последующие - электродами большего диаметра.
При сварке металла разной толщины диаметр выбирается по наименьшей толщине металла.
2. Сила сварочного тока (А) устанавливается в зависимости от выбранного диаметра электрода. Для сварки в нижнем положении шва она может быть приближенно определена по формуле
I=kDэл или I=(20+6Dэл)Dэл,
где k - коэффициент пропорциональности, зависящий от диаметра и типа электрода, А/мм;
Dэл - диаметр электрода, мм.

При сварке на вертикальной плоскости ток уменьшается на 10-15%, а в потолочном положении - на 15-20% против выбранного для нижнего положения шва.
3. Род тока и полярность устанавливаются в зависимости от вида свариваемого металла и его толщины. При сварке постоянным током обратной полярности на электроде выделяется больше теплоты. Исходя из этого обратная полярность применяется при сварке тонкого металла, чтобы не прожечь его, и при сварке высоколегированных сталей во избежание их перегрева. При сварке обычных углеродистых сталей применяют переменный ток, являющийся более дешевым по сравнению с постоянным.
4. Для зажигания дугового разряда нужно иметь от источника питания напряжение 30-60 В, а для горения - 20-40 В.
3. Газовая сварка трубных конструкций.
Широкое применение получила газовая сварка труб небольшого диаметра (до 100 мм с толщиной стенок до 2-3 мм), особенно при монтаже систем отопления и горячего водоснабжения, водопроводов, газопроводов и других трубчатых конструкций.
Трубы сваривают чаще всего встык, так как стыковые соединения требуют наиболее простой подготовки кромок, наименьших затрат времени и расхода горючего газа.
При толщине стенок труб до 5 мм сварку проводят без разделки кромок, а стык собирают с зазором 1,5-2 мм.
При сварке труб с толщиной стенок более 5 мм применяют одностороннюю разделку кромок под углом 70-90º, оставляя притупление от 1,5 до 2,5 мм. Притупление необходимо для того, чтобы при сварке кромки не проплавлялись, и расплавленный металл не протекал внутрь трубы.
В зависимости от назначения конструкции используют и другие способы стыковки труб - без скоса кромок с подкладным кольцом, с раструбом и вставным кольцом.
Перед сваркой трубы выравнивают так, чтобы оси их совпадали, и прихватывают. Для центровки труб применяют центраторы и другие приспособления.
Сварку труб можно выполнять как левым, так и правым способами.
Газовой сваркой стыки сваривают в один слой.
Если трубу можно поворачивать, то сварку ведут в нижнем положении; неповоротный стык сваривают во всех пространственных положениях, что является наиболее трудным для сварщика.
Сварку труб большого диаметра (300 мм и более) выполняют четырьмя отдельными участками, как показано на рис. 56, а.
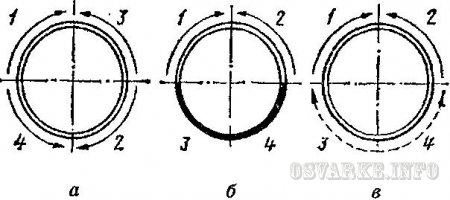
Рис. 56. Последовательность сварки труб большого диаметра:
а - 200-300 мм; б - 500-600 мм; в - сварка без поворота
При сварке труб диаметром 500-600 мм сварку могут вести одновременно два сварщика. Вначале заваривают верхнюю часть трубы на участках 1 и 2 (рис. 56, б), затем трубу поворачивают и также одновременно заваривают участки 3 и 4.
Если поворачивать трубу нельзя, то участки 3 и 4 сваривают в порядке, указанном на рис. 56, в, пунктирными стрелками.
Дата добавления: 2018-08-06; просмотров: 815; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!