Средства индивидуальной защиты от поражения электрическим током
Билет № 3
1. Классификация сварных швов.
Часть сварного соединения, образовавшуюся в результате плавления кромок свариваемых металлов и электрода и непосредственно осуществляющую связь свариваемых частей, называют сварным швом.
Сварные швы классифицируют по:
• типу соединения;
• числу слоев, протяженности;
• расположению в пространстве;
• отношению к действующим усилиям (рис. 8).
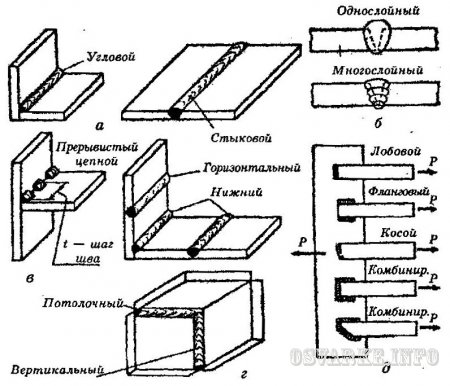
Рис. 8. Виды сварных швов
По типу соединения швы делятся на стыковые и угловые.
Стыковые швы применяются при соединении частей металла встык, угловые - при выполнении тавровых, угловых и нахлесточных соединений.
Швы делятся на однослойные и многослойные. Однослойный шов выполняется за один проход, многослойный - за два прохода и более.
По протяженности сварные швы бывают непрерывные и прерывистые. Прерывистые характеризуются шагом шва.
По расположению в пространстве швы разделяют на нижние, вертикальные, горизонтальные и потолочные.
По отношению к действующим усилиям швы делятся на лобовые, фланговые, косые и комбинированные. Смотри конспект!!!
2. Контроль качества сварных швов (назначение, виды).
Обычно по воздействию на материал или изделие все методы контроля разделяются на две большие группы – разрушающие и неразрушающие.
К разрушающим относят механические, металлографические и коррозионные испытания. Механические испытания сварных соединений и металла шва включают растяжение, изгиб, сплющивание и другие виды разрушения, которые количественно характеризуют прочность, качество и надежность соединений. По характеру нагрузки предусматривают статические, динамические и усталостные испытания. Разрушающие испытания проводят обычно на образцах-свидетелях и реже – на самих изделиях. Образцы-свидетели сваривают из того материала и по той же технологии, что и сварные соединения изделий.
|
|
|
Неразрушающие методы используют для проверки качества швов без их разрушения. При неразрушающих испытаниях, осуществляемых обычно на самих изделиях, оценивают те или иные физические свойства, косвенно характеризующие прочность или надежность соединений. Эти свойства, а точнее их изменение, обычно связаны с наличием дефектов. В связи с этим с помощью данных методов можно узнать местоположение дефектов, их размер и характер, что объясняет их обобщенное название – дефектоскопия. Все неразрушающие методы дефектоскопии различаются физическими явлениями, положенными в их основу.
Методы НРК подразделяются на следующие виды: акустические, вихретоковые, магнитные, оптические проникающими веществами (капиллярные и течеисканием), радиационные, радиоволновые, тепловые, электрические. При контроле сварных соединений чаще применяются четыре метода: радиационные, акустические, магнитные и испытания проникающими веществами.
|
|
|
К неразрушающим методам близки так называемые безобразцовые испытания, сопровождающиеся небольшими нарушениями целостности материала, но не изделия в целом (например, измерение твердости), внешний осмотр, а также контроль параметров процесса сварки.
Внешний осмотр и обмеры сварных швов – наиболее простые и широко распространенные способы контроля их качества. Они являются первыми контрольными операциями по приемке готового сварного узла или изделия. Этим видам контроля подвергают все сварные швы независимо от того, как они будут испытаны в дальнейшем.
С помощью внешнего осмотра сварных швов выявляют наружные дефекты: непровары, наплывы, прожоги, подрезы, наружные трещины и поры, смещение свариваемых кромок деталей и т. п. Визуальный осмотр производят как невооруженным глазом, так и с применением лупы с увеличением до 10 раз.
Приступая к осмотру, сварной шов и прилегающую к нему поверхность основного металла на ширину не менее 20 мм по обе стороны шва очищают от шлака, брызг расплавленного металла, окалины и других загрязнений, которые могут затруднить проведение осмотра. Осматривать швы необходимо по всей их протяженности, а в случае недоступности – обязательно с двух сторон.
По результатам внешнего осмотра можно судить о местах расположения и характере внутренних дефектов. Например, подрез на одной из сторон шва и наплыв на другой указывают на возможный непровар по кромке. Непостоянная ширина шва часто является следствием неравномерной ширины зазора. В местах с малым зазором могут образоваться непровары, а с большим - прожоги. Перекосы и смещения кромок, а также большая высота шва могут быть причиной непроваров.
Обмеры сварных швов позволяют судить о качестве сварного соединения: недостаточное сечение шва уменьшает его прочность, слишком большое – увеличивает внутренние напряжения и деформации. Размеры сечения готового шва проверяют по его элементам в зависимости от типа соединения. У стыкового шва проверяют его ширину, высоту выпуклости и размер обратной подварки корня, в угловом шве (нахлесточное и тавровое соединения) измеряют катет. Замеренные величины должны соответствовать ТУ или ГОСТам. Размеры сварного шва контролируют обычными измерительными инструментами или специальными шаблонами. Набор шаблонов и его применение для контроля стыковых и угловых швов показаны на рис. 9. Каждый щуп набора представляет собой пластину с вырезами под определенный шов.
Внешний осмотр и обмеры сварного шва не дают возможности окончательно судить о качестве сварки. Они устанавливают только внешние дефекты шва и позволяют определить его сомнительные участки, которые могут быть проверены более точными способами.
|
|
|
|
|
|

Рис. 9. Набор шаблонов для контроля размеров сварного шва (а) и пример его применения (б):
1 - угловой шов; 2 - стыковые швы; 3 - блок
Контроль непроницаемости сварных швов и соединений.
Сварные швы и соединения ряда изделий и сооружений должны отвечать требованиям непроницаемости для различных жидкостей и газов. Это объясняется тем, что неплотности в швах снижают их прочность, уменьшают коррозионную стойкость, вызывают потерю хранимых и транспортируемых продуктов и создают ненормальные условия эксплуатации сварных конструкций. Учитывая это, во многих сварных конструкциях (резервуары, газгольдеры, трубопроводы, холодильная и вакуумная аппаратура и т. д.) сварные швы подвергают контролю на непроницаемость. Этот вид контроля производится после окончательного монтажа сварной конструкции. Дефекты, выявленные внешним осмотром (трещины, крупные видимые поры и др.), устраняются до начала испытаний. Непроницаемость сварных швов контролируют керосином, аммиаком, воздушным или гидравлическим давлением, вакуумированием или газоэлектрическими течеискателями.
Контроль керосином основан на физическом явлении капиллярности, которое заключается в способности многих жидкостей, а в первую очередь керосина, подниматься по капиллярным трубкам. Такими капиллярными трубками в сварных швах являются сквозные поры и трещины. В процессе испытания сварные швы покрывают водным раствором мела (350-450 г молотого мела на 1 л воды) или каолина с той стороны, которая более доступна для осмотра и выявления дефектов. После высыхания покрытой поверхности обратная сторона шва обильно смачивается керосином. Неплотности швов выявляют появлением жирных желтых точек или полосок керосина на меловом или каолиновом покрытии. Появление отдельных точек указывает на наличие пор и свищей, а полосок - сквозных трещин или непроваров.
Контролю воздушным давлением (сжатым воздухом или другими газами) подвергают сосуды и трубопроводы, работающие под давлением.
Это испытание проводят с целью контроля общей непроницаемости сварного изделия.
Малогабаритные сварные изделия полностью герметизируют газонепроницаемыми заглушками и погружают в ванну с водой с таким расчетом, чтобы над изделием был слой воды в 20-40 мм. После этого в изделие через редуктор от воздушной сети или из баллона подают сжатый газ (воздух, азот, инертные газы) под давлением, на 10-20% превышающим рабочее.
Крупногабаритные сварные конструкции, которые не могут быть помещены в воду, испытывают следующим образом. Их герметизируют и создают в них испытательное давление. После этого сварные швы промазывают пенным индикатором (обычным водным раствором мыла), который пузырится в местах неплотностей.
При испытании сжатыми газами следует соблюдать правила безопасности труда: сварные сосуды необходимо испытывать в изолированном помещении с ограждениями на случай взрыва; трубопроводы испытывают отдельными изолированными участками с предупредительными знаками об опасности.
Контроль гидравлическим давлением применяют при проверке прочности и плотности различных сосудов, котлов, паро-, водо-, газопроводов и других сварных конструкций, работающих под избыточным давлением. Перед испытанием сварное изделие полностью герметизируют водонепроницаемыми заглушками. Сварные швы с наружной стороны тщательно обтирают ветошью или обдувают сжатым воздухом до получения сухой поверхности.
После полного заполнения изделия водой с помощью насоса или гидравлического пресса создают испытательное давление (обычно в 1,5-2 раза больше рабочего). Дефектные места определяют по появлению течи, просачиванию воды в виде капель, запотеванию на поверхности шва или вблизи него.
Это наиболее распространенные виды контроля качества сварных швов.
Но существует еще ультразвуковой, радиационный контроль качества сварного шва.
Сущность радиационного контроля основана на свойстве рентгеновских лучей проникать через металлические тела. После обработки рентгеновской пленки дефекты шва приобретают вид темных полос, пятен или черточек.
3. Наплавочные работы (виды, назначение, технология, материалы)
Наплавка деталей и восстановление изношенных деталей наплавкой - эффективный и экономичный способ продления срока службы деталей и машин.
Наплавку выполняют с помощью сварки, преимущественно дуговой, для наложения необходимого слоя металла на поверхность детали с целью повышения ее стойкости против истирания, повышенных температур, абразивного изнашивания, коррозии и других видов разрушения.
Наплавку применяют для восстановления размеров изношенных деталей и создания слоя металла и поверхности детали, отличающегося по своим свойствам от основного металла детали повышенной износостойкостью, антикоррозионностью, жаростойкостью и другими свойствами.
Наиболее распространены ручная дуговая наплавка покрытыми электродами, наплавка неплавящимися угольным или вольфрамовым электродом в среде защитного газа, наплавка в углекислом газе, под слоем флюса, вибродуговая наплавка.
По степени механизации процесса различают наплавку:
• ручную дуговую покрытыми электродами;
• полуавтоматическую;
• автоматическую.
Материалы для наплавки. Сплавы, применяемые для дуговой наплавки, можно подразделить на:
• литые (сормайт);
• порошкообразные или зернистые (вокар, висхром-9);
• плавленые карбиды и спеченные (карбиды вольфрама и титана).
Для ручной и механизированной наплавки выпускают большое количество различных наплавочных материалов (проволок, лент, электродов, флюсов и др.) различных химических составов и свойств. При выборе наплавляемого металла учитывают химический состав металла наплавляемой детали, условия работы, характер и вид нагрузки, износ, требуемую износостойкость.
Особое внимание при наплавке под флюсом уделяют свойствам флюсов: способствуют ли они формированию наплавленного металла, стабильности горения дуги, какой склонностью обладают к образованию пор в наплавленном металле, какие содержат легирующие элементы.
Наплавку выполняют покрытыми, проволочными и ленточными электродами. При этом ленточный и проволочный электроды могут быть сплошными или в виде порошковой ленты или порошковой проволоки.
Порошковый электрод представляет собой стержень из порошковой проволоки, имеющий толстое основное покрытие. На свойства и состав наплавленного металла влияют изменения состава порошкового наполнителя.
Порошковые электроды более производительные, чем стержневые.
При наплавке порошковым электродом создается защита легирующих элементов за счет более быстрого плавления наполнителя по сравнению со скоростью плавления оболочки электрода.
Наплавку высоколегированных сталей рекомендуется вести под низколегированными флюсами ФЦЛ-2 и АН-20, под бескислородными флюсами БКФ-1, ВКФ-2, под флюсами 48-ОФ-7 и АН-70.
Технология и способы наплавки. Сущность процесса наплавки заключается в использовании теплоты для расплавления присадочного материала и его соединения с основным металлом детали.
Используя возможности дуговой наплавки, на поверхности детали можно получить наплавленный слой любой толщины, любого химического состава с разнообразными свойствами.
Наплавка может производиться на:
• плоские;
• цилиндрические;
• конические;
• сферические и другие формы поверхности в один или несколько слоев.
Толщина слоя наплавки может изменяться в широких пределах - от долей миллиметра до сантиметров. При наплавке поверхностных слоев с заданными свойствами, как правило, химический состав наплавленного металла существенно отличается от химического состава основного металла.
Поэтому при наплавке должен выполняться ряд технологических требований.
1. В первую очередь таким требованием является минимальное разбавление наплавленного слоя основным металлом, расплавляемым при наложении валиков. Поэтому в процессе наплавки необходимо получение наплавленного слоя с минимальным проплавлением основного металла, так как в противном случае возрастает доля основного металла в формировании наплавленного слоя. Это приводит к ненужному разбавлению наплавленного металла расплавляемым основным.
2. При наплавке необходимо обеспечение минимальной зоны термического влияния и минимальных напряжений и деформаций.
Это требование обеспечивается за счет уменьшения глубины проплавления, регулированием параметров режима, погонной энергии, увеличением вылета электрода, применением широкой электродной ленты и другими технологическими приемами.
Технология наплавки различных поверхностей предусматривает ряд приемов нанесения наплавленного слоя:
• ниточными валиками с перекрытием один другого на 0,3-0,4 их ширины;
• широкими валиками, полученными за счет поперечных к направлению оси валика колебаний электрода, электродными лентами и др.
Расположение валиков с учетом их взаимного перекрытия характеризуется шагом наплавки (рис. 44).
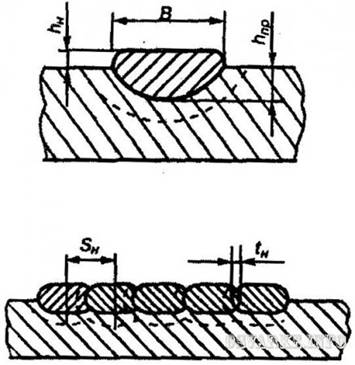
Рис. 44. Схема наплавки слоев:
В, hн, hпр - соответственно ширина валика, высота наплавки, глубина проплавления; Sн - шаг наплавки
Наплавку криволинейных поверхностей тел вращения выполняют тремя способами (рис. 45):
• наплавкой валиков вдоль образующей тела вращения;
• по окружностям;
• по винтовой линии.
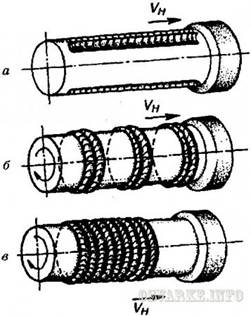
Рис. 45. Наплавка тел вращения:
а - по образующей; б - по окружности; в - по винтовой линии
Наплавку по образующей выполняют отдельными валиками так же, как при наплавке плоских поверхностей.
Наплавка по окружности также выполняется отдельными валиками до полного замыкания начального и конечного участков со смещением их на определенный шаг вдоль образующей.
При винтовой наплавке деталь вращают непрерывно, при этом источник нагрева перемещается вдоль тела со скоростью, при которой одному обороту детали соответствует смещение источника нагрева, равное шагу наплавки.
При наплавке тел вращения необходимо учитывать возможность стекания расплавленного металла в направлении вращения детали. В этом случае источник нагрева смещают в сторону, противоположную направлению вращении (рис. 46).
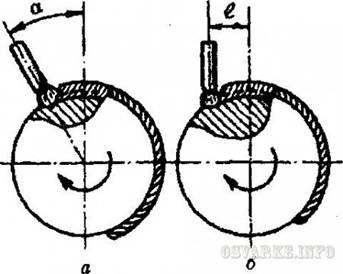
Рис. 46. Смещение электрода при наплавке тел вращения:
а - наклонно расположенным электродом; б - с вертикальным расположением электрода
Предварительный подогрев наплавляемой детали до температуры 200-250°С уменьшает склонность наплавленного металла к образованию трещин.
Все дефекты в наплавленном металле можно подразделить на наружные и внутренние.
К последним относятся непровар (несплавление наплавленного металла с основным), пористость, трещины и шлаковые включения. Наружные дефекты, к которым относятся раковины и трещины, выявляют визуально.
Режимы наплавки характеризуются следующими параметрами:
• при ручной наплавке покрытым электродом в технологии указывают марку электрода, его диаметр, род тока, сварочный ток;
• при автоматической наплавке - тип электродного материала (проволока, лента: сплошного сечения, порошковая), ток, напряжение дуги, длину дуги, скорость наплавки;
• при наплавке в защитном газе дополнительно указывают защитный газ;
• при наплавке под флюсом - марку флюса.
Выбирая способ наплавки, вначале оценивают возможность его применения в данном конкретном случае, затем определяют возможность обеспечения технических требований, предъявляемых к наплавленному материалу, и, наконец, оценивают экономическую эффективность наплавки. При оценке экономической эффективности способа наплавки общую стоимость ручной дуговой наплавки принимают за 100% наплавку под слоем флюса - 74%, а вибродуговую наплавку - 82%.
Дата добавления: 2018-08-06; просмотров: 574; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!