Заточка зубила, крейцмейселя и канавочника.
Качество рубки металла зависит от исправности и правильной заточки режущего инструмента. Угол заострения выбирают в зависимости от вида обрабатываемого металла:
70° - для чугуна и бронзы; 609 - для стали; 45° - для меди и латуни.
Зубило или крейцмейсель затачивают на заточном станке в следующей последовательности:
1. Сначала изучают требования безопасности труда при работе на заточных станках, затем осматривают заточный станок и подготавливают его к пуску.
2. Надевают предохранительные очки и включают двигатель заточного станка.
 Рис. 31. Заточка зубила и крейцмейселя на заточном станке
Рис. 31. Заточка зубила и крейцмейселя на заточном станке
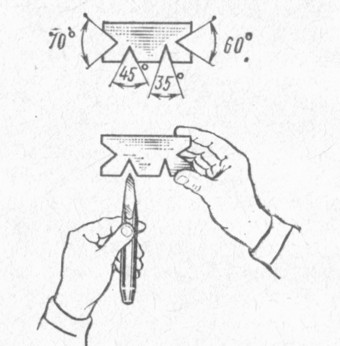 Рис. 32. Проверка угла заточки зубила по шаблону
Рис. 32. Проверка угла заточки зубила по шаблону
3. Зубило или крейцмейсель берут е руки (рис. 31), плавно подводят режущую кромку к цилиндрической поверхности шлифовального круга (навстречу движению).
4. Зубило или крейцмейсель с легким нажимом медленно передвигают влево и вправо по всей ширине круга, попеременно затачивая го одну, то другую поверхность. При заточке необходимо следить за тем, чтобы режущая кромка была прямолинейна, а скосы режущих поверхностей были симметрично расположены относительно оси зубила или крейцмейселя. Для уменьшения нагрева во время заточки конец зубила или крейцмейселя периодически охлаждают в воде.
Проверяют качество заточки: а) величину угла заострения контролируют с помощью плоского шаблона с угловыми вырезами 70, 60, 45° - на просвет (рис. 32); б) прямолинейность режущей кромки проверяют линейкой; в) правильность заточки угла заострения по отношению к оси зубила устанавливают на глаз.
|
|
|
Канавочник затачивается также как крейцмейсель.
Выполнение правки металла различного характера с подбором инструмента и оснастки.
Правка полосового металла, изогнутого по плоскости.
Упражнение по правке полосового металла обычно выполняют на чугунной или стальной плите, применяя различные молотки. Для правки чисто обработанных стальных полос и полос из цветных металлов применяют деревянные молотки, молотки с мягкими вставками (медными, свинцовыми, алюминиевыми) и стальные молотки, нанося ими удары по деревянным или мягким металлическим прокладкам. При правке и гибке металла лучше пользоваться молотком с круглым, хорошо отшлифованным бойком, нанося удары центральной выпуклой сферой бойка (рис. 33). Молотки с квадратным бойком применять[.не рекомендуется, так как во время ударов по металлу от его углов могут оставаться следы в виде забоин.
Правку по плоскости выполняют в следующей последовательности:
1. Определяют на глаз выпуклые части полосы (рис. 34), отмечая их границы мелом.
2. На левую руку надевают рукавицу. В правую берут молоток, в левую - полосовую сталь и принимают рабочее положение. Стоять при правке надо прямо, свободно и устойчиво.
|
|
|
3. Полосу располагают на правильной плите выпуклостью вверх, с контактом в двух местах (рис. 35), так как при неплотном прилегании в момент удара молотком возможна отдача в левую руку.
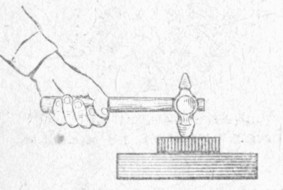 Рис. 33. Правка молотком сферическим бойком
Рис. 33. Правка молотком сферическим бойком
4. Удары молотком наносят по краям выпуклых частей, постепенно приближаясь к середине изгиба. Необходимо регулировать силу удара в зависимости от толщины полосы и величины кривизны; чем больше искривление и чем толще полоса, тем сильнее должны быть удары. По мере выправления полосы следует ослаблять силу ударов и чаще поворачивать полосу с одной стороны на другую до полного ее выправления; во время нанесения ударов молотком следует смотреть только на место удара.
 Рис. 34. Проверка результатов правки на глаз.
Рис. 34. Проверка результатов правки на глаз.
 Рис. 35. Прием правки стальной полосы на плоскость.
Рис. 35. Прием правки стальной полосы на плоскость.
Если имеется несколько выпуклостей, то сначала выправляют крайние, а затем выпуклости, расположенные в середине полосы.
Дата добавления: 2018-08-06; просмотров: 2417; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!