Выполнение гибки металла различного характера с подбором инструмента и оснастки.
Гибка в тисках
При изгибе полосового или листового металла под прямым углом внешняя часть заготовки несколько вытягивается, а внутренняя сжимается. Поэтому при разметке внутренней стороны надо учитывать припуск на каждый изгиб в пределах 0,5-0,8мм толщины металла.
Гибка полосового металла в тисках, выполняется в следующей последовательности:
1. Принимают припуск на изгиб детали в двух местах (рис. 40) равным ее толщине (2 мм). Тогда длина заготовки L - 20 + (80 - - 2) + 65 + 2 = 165 мм (без учета припуска на обработку). Если заготовку необходимо отрубить от полосы, берут дополнительный припуск на дальнейшую обработку торцов по 1 мм на сторону. Таким образом, общая длина составит 167 мм.
2. Откладывают установленный размер от края полосы и проводят риску. Полосу укладывают на плиту и навесным ударом отрубают заготовку и, если необходимо, правят. На заготовке отмеряют длину полки первого изгиба (20 + 1) мм и проводят риску.
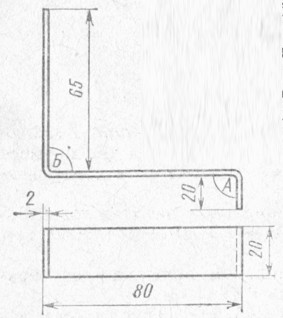 Рис. 40 Пример гибки полосового металла под углом
Рис. 40 Пример гибки полосового металла под углом
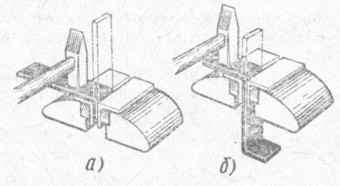 Рис. 41. Гибка полосового металла под углом 90: а - угла А, б - угла Б
Рис. 41. Гибка полосового металла под углом 90: а - угла А, б - угла Б
3. Заготовку зажимают в тисках между нагубниками так, чтобы риска изгиба совпала с верхней плоскостью нагубника.
4. Ударами молотка загибают одну полку угольника (рис. 41, а), благодаря чему загнутый конец заготовки, плотно прилегая к плоскости нагубника, создает угол А.
5. Заготовку снимают с тисков, отмеряют от загнутого конца размер 80 - 2 = 78 мм и наносят риски изгиба для угла Б (см. рис. 40). После этого в тисках зажимают второй конец заготовки и ударами молотка загибают вторую полку угольника (рис. 41, б).
|
|
|
Гибка с применением приспособлений.
Гибка полосовой стали на плоских оправках (на примере изготовления прямоугольной скобы) и выполняется в следующем порядке:
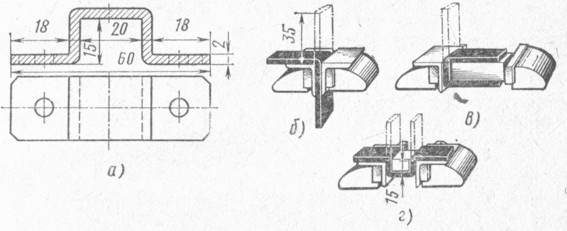
Рис. 42. Гибка полосового металла на плоских оправках: а - эскиз скобы: 6-г - этапы гибки
1 Определяют длину заготовки (припуском на один изгиб 0,5 толщины полосы) (рис. 42, a) L = 18 + 1 + 15 + 1 + 20 + 1 4-+ 15 + 1 + 18 = 90 мм.
2 Откладывают длину с дополнительным припуском на обработку торцов по 1 мм на сторону (90 4- 2).
3. Откладывают размер 35 мм (18 + 1 + 15 + 1), нанося линию риски первого изгиба.
4. Размеченную заготовку зажимают в тисках между нагубниками на уровне риски и ударами молотка загибают один конец скобы (рис. 42, б).
5. Заготовку устанавливают в тисках с оправкой и ударами молотка загибают второй конец (рис. 42, в), размеры оправки должны соответствовать размерам скобы (20x15) мм.
6. Заготовку освобождают из тисков и вынимают оправку. На наружных плоскостях загнутых концов размечают высоту скобы на размер 15 мм.
7. Внутрь скобы вставляют другую оправку, зажимают скобу с оправкой в тисках и по рискам, расположенным на уровне плоскостей нагубников, загибают лапки скобы (рис. 42, г).
|
|
|
8. Скобу освобождают из тисков и вынимают оправку.
Правильность гибки проверяют измерительной линейкой (линейные размеры и совпадение плоскостей лапок) и угольником (угол изгиба).
Гибка полосовой стали (рамка для ножовки) на ребро с применением приспособления (рис. 43) и выполняется в следующей последовательности.
1. От стальной полосы отрезают заготовку по размеру чертежа с припуском 5 мм.
2. Ролики приспособления смазывают для облегчения изгиба полосы.
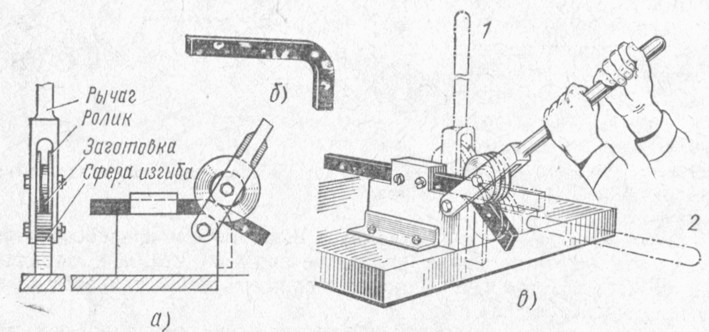
Рис. 43. Гибка рамки для слесарной ножовки: а в приспособлении; б - образец гибки: в прием гибки
3. Рычаг отводят в верхнее положение 1 (рис. 43, в), заготовку вставляют в прямоугольное отверстие так, чтобы ее выступающий конец соответствовал заданному размеру (обычно этот размер отмеряют от наружной грани приспособления). Затем заготовку зажимают в приспособлении винтами.
4. Рычаг приспособления обхватывают двумя руками и с большим усилием отводят рычаг вниз (положение 2 рис. 43, б). Обкатывая роликами заготовку по радиусной сфере приспособления, получим изгиб полосы на ребро (рис. 43, б).
5. Правильность изгиба проверяют угольником.
|
|
|
Гибка полосовой стали на круглых оправках (на примере изготовления цилиндрической втулки) и выполняется в следующей последовательности:
1. Сначала определяют длину заготовки, получая при сгибании полосы цилиндрическую втулку (длина заготовки соответствует длине средней окружности). Если внешний диаметр равен 20 мм, а внутренний 16 мм, то средний диаметр будет равен 18 мм. Тогда общая длина заготовки L - nD = 3,14-18 = 56,5 мм.
2. Заготовку с оправкой зажимают в тисках так, чтобы половина изгибаемой части находилась выше уровня губок тисков.
3. Ударами молотка конец полосы загибают по оправке, добиваясь плотного прилегания полосы к поверхности оправки (рис. 44, а).
4. Заготовку с оправкой переставляют обратной стороной (рис. 44, б), а затем ударами молотка загибают заготовку примерно на половину окружности.
5. Ударами молотка загибают второй конец полосы по оправке (рис. 44, в) до плотного соприкосновения двух плоскостей в стыке.
6. Заготовку освобождают из тисков, вынимают оправку и приступают к проверке качества гибки, с определением диаметра по измерительной линейке.
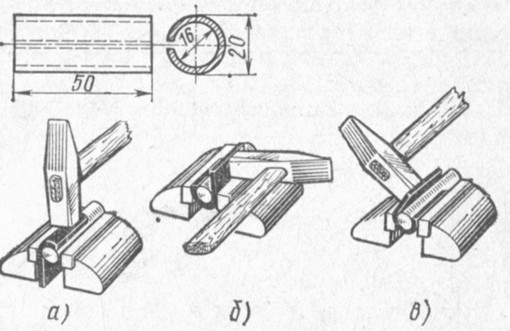
Рис. 44. Гибка полосового металла на круглых оправках
Дата добавления: 2018-08-06; просмотров: 2116; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!