Резка металла различным инструментом разного сечения.
Разрезание металлов.
Разрезание - это операция разделения металла или заготовки на части е помощью ножовочного полотна, ножниц и другого режущего инструмента. Разрезание металла отличается от рубки тем, что при этой операции ударные усилия заменяются нажимными. Разрезание может выполняться машинным или ручным способом. Разрезание машинным способом производится на механических ножовках ножовочными полотнами, дисковыми пилами, на гильотинных ножницах и др. При ручном разрезании применяются ручные ножовки, рычажные и ручные ножницы, острогубцы ж др.
Разрезание ножовкой.
Ручная ножовка состоит из: 1-станка;2-ножовочного полотна.
Станок ножовки может быть раздвижным и цельным.
Раздвижной станок более универсален; он дает возможность устанавливать в него полотна различной длины. Ножовочное полотно может резать только в одном направлении и его устанавливают в станке так, чтобы режущие зубцы были направлены в сторону от ручки.
Для уменьшения трения ножовочного полотна о стенки разрезаемого металле зубья разводят в разные стороны.
В зависимости от величины шага S разводку зубьев делают по-разному. Зубья с большим шагом отгибают по одному поочерёдно вправо и влево; зубья со средним шагом отгибают по одному вправо и влево, а третий не отгибают. Зубья с малым шагом отгибают по два-три влево и два-три вправо; при этом образуется волнистая линия, или так называемая гофрированная разводка.
|
|
|
Ножовочные полотна с гофрированной разводкой менее производительны и быстрее изнашиваются.
Величина развода на сторону не должна превышать толщину полотна на 0,2…0,5 мм.Полотна со средним шагом применяются для обработки твердых материалов (сталь, чугун), с крупным шагом - для мягких материалов.
Для разрезания заготовок малого сечения применяются полотна с мелким шагом. Длина ножовочных полотен - 250, 300, 350 мм.
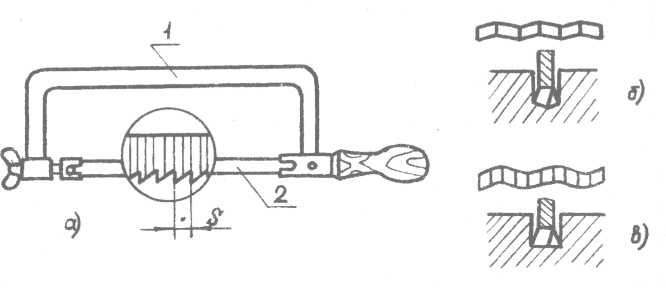 Рис. 45. Ножовочный станок и виды разводки зубьев ножовочного полотна.
Рис. 45. Ножовочный станок и виды разводки зубьев ножовочного полотна.
Во время работы ножовку удерживают правой рукой, а левой рукой поддерживают противоположный конец станка.
Ножовку при разрезании перемещают в горизонтальном положении с нажимом вперёд и без нажима назад. Нажим производят двумя руками, при этом приблизительно 2/3 усилия нажима должно приходиться на левую руку. Чем тверже материал, тем нажим должен быть больше.
Работать ножовкой необходимо плавно, без рывков.
Величина размаха должна быть не менее 2/3 общей длины полотна. Средний темп работы – 40…50 двойных, движений в минуту.
Перед работой необходимо осмотреть ножовочное полотно, проверить его установку относительно направления зубцов, а также степень натяжения полотна. Если хотя бы один из зубцов полотна сломан, его следует удалить на шлифовальном круге. Также необходимо сточить или обнизить по высоте 2-3 зуба, следующих за сломанным.
|
|
|
В начале разрезания необходимо обеспечить ножовке нужное направление. Для этого большой палец левой руки прикладывается к заготовке возле линии разметки и, опираясь на него боковой поверхностью полотна, делается неглубокий надрез.
Надрез делают короткими движениями частью полотна длиной 60…70 мм, расположенной вблизи ручки. Если это осуществить трудно, вместо надреза делается неглубокий пропил острым ребром трехгранного напильника.
Посла того, когда надрез (пропил) сделан, работу ножовкой ведут двумя руками. Для. плавного резания необходимо, чтобы в работе одновременно участвовало не менее трех зубцов полотна.
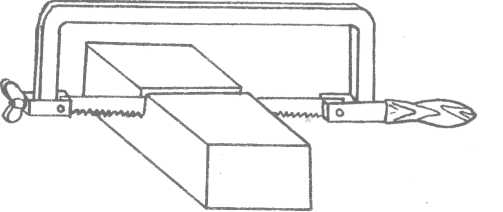 Рис.46. Положение ножовки при резании заготовки.
Рис.46. Положение ножовки при резании заготовки.
Это также предохраняет зубцы полотна от поломки.
В конце разрезания, при последних движениях ножовки, усилие нажима и скорость движения необходимо уменьшить.
Несоблюдение этого правила может привести к поломке зубцов.
Если во время работы полотно уходит от заданного направления, резание надо прекратить и начать снова с другой заготовки, не пытаясь исправить полученный перекос.
|
|
|
Разрез может уходить в сторону вследствие плохого натяжения полотна, из-за одностороннего развода зубцов, а также из-за неуверенных и "нетвёрдых" движений рабочего во время работы.
В ряде случаев при разрезании длинных (высоких) заготовок не удается довести рез до конца из-за того, что ножовочный станок упирается в их торец.
Для устранения этого препятствия можно пережать заготовку и, врезавшись в неё ножовкой с другого конца, закончить работу.
Более целесообразным, однако, является другой способ: производить разрезание ножовкой с полотном, повернутым на 90°. Таким способом можно разрезать полосы любой длины.
При разрезании тонкого листового материала заготовку рекомендуется зажимать между двумя деревянными планками и вместе с ними резать металл.
Разрезание ножницами.
Разрезание металла ножницами отличается высокой производительностью, даёт возможность вырезать детали любой формы без снятая стружки и получить сразу готовую деталь.
Ручные ножницы применяются для разрезания тонкого (до 0,7 мм) металла.
При разрезании листовой материал закладывают между разведенными лезвиями ножниц, а пальцами и ладонью правой руки нажимают на их ручки. Не следует сильно разводить лезвия, т.к. металл в этом случае будет не резаться, а выталкиваться из ножниц.
|
|
|
При разрезании надо следить, чтобы лезвия ножниц всё время перемещались по разметочной линии на заготовке.
 Рис. 47. Ножницы по металлу (общий вид).
Рис. 47. Ножницы по металлу (общий вид).
Ручное разрезание металла выполняется также на рычажных и других типах ножниц.
Для реза листовой стали толщиной до 6 мм применяют обычно гильотинные или эксцентриковые ножницы с механическим приводом.
Трубы могут резаться так называемым рычажным труборезом.
Разрезание обсверливанием.
Данный метод применяется в случаях, когда резание ножовкой длительно иди применение её по тем или иным причинам неудобно. Особенно этот метод эффективен при разделении заготовки на части по фасковой кривой, а также при обработке заготовки по замкнутому профилю.
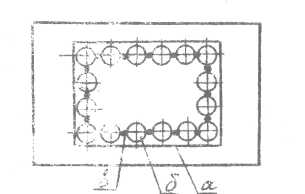 Рис. 48. Пример расположения отверстий при резании обсверливанием.
Рис. 48. Пример расположения отверстий при резании обсверливанием.
Параллельно основной разметочной линии проводят линию "реза" на расстоянии немногим более половины диаметра сверла (0,2-0,3 мм от края просверленного отверстия до линии разметки), взятого для обсверливания.
По линии "реза" размечают центры отверстия и накернивают их. Между отверстиями должна оставаться перемычка шириной 0,2-0,5 мм.
Согласно размеченным центрам сверлится ряд отверстий.
Затем на плате зубилом или просечкой, срубают перемычки между отверстиями.
Полученную после этого заготовка отпиливают по основной разметочной линии.
Для сокращения времени отпиливания сверло для обсверливания выбирают по возможности меньшего диаметра, т.к. оставшиеся после высверливания более мелкие перемычки легче удалить напильником.
Дата добавления: 2018-08-06; просмотров: 1117; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!