Исчисление размеров основными измерительными инструментами.
Метрология – это наука об измерениях, методах и средствах обеспечения их единства и способах достижения требуемой точности результатов измерений.Измерение - это нахождение значения физической величины опытным путем с помощью специальных технических средств. Измерения могут быть прямыми и косвенными. При прямом измерении искомое значение величины находят непосредственно из опытных данных, например, измерение температуры термометром; размера штангенциркулем и др. При косвенном измерении искомое значение величины находят на основании известной зависимости между этой величиной и величинами, подвергаемыми прямым намерениям.При выборе измерительных средств пользуются метрологическими; показателями. К основным показателям относятся: цена деления шкалы, интервал деления шкалы, допускаемая погрешность измерительного средства, пределы измерения и измерительные усилия.Ценой деления шкалы называется разность значений величин, соответствующих двум соседним отметкам шкалы. Например, у индикатора часового типа цена деления равна 0,01 мм; если стрелка прибора переместится от одного деления шкалы до другого, это значит, что измерительный наконечник переместится на 0,01 мм.Интервал деления шкалы - это расстояние между двумя соседними её отметками. У большинства измерительных средств интервал деления составляет от 1 до 2,5 мм, Чем больше интервал деления шкалы, тем удобнее отсчёт.Допускаемой погрешностью измерительного средства называется наибольшая погрешность, при которой оно может быть допущено к применению.Пределы измерений измерительного средства - это наибольшее и наименьшее значения величины, которые можно измерить данным средством.Измерительное усилие - это усилие, возникающее в процессе измерений при контакте измерительных поверхностей с контролируемым изделием.
Основные мерительные инструменты
Штангенциркуль ШЦ-1 служит для определения размеров деталей при черновой и получистовой обработке.
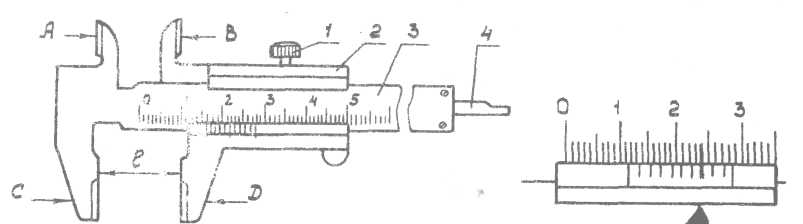
Рис.2. Штангенциркуль ШЦ-1.Штангенциркуль ШЦ-1 состоит из; зажимного винта - 1; рамки - 2; штанги – 3, глубиномера - 4;
Губки «C» и «D» предназначены для измерения наружных, а губки «А» и «В» - внутренних поверхностей. Глубиномер 4 предназначен для измерения уступов и углублении. Этим инструментом можно определить размер с погрешностью до 0,1 мм.Отсчет размера по штангенциркулю производят следующим образом. Вначале определяют, против какого деления основной шкалы (на штанге 3), слева, располагается нулевой штрих шкалы нониуса, нанесенной на рамку '4. - это будет целое число миллиметров. Затем замечают, какое деление нониуса совпадает с одним из делений основной шкалы. Количество делений нониуса до совпадающего умножают на 0,1 и подученные таким образом десятые дола миллиметра прибавляют к целому числу миллиметров. Для фиксирования положения губок после измерения служит винт 1.Для более точных измерений используется штангенциркуль ШЦ-2. На штанге 7 через 1 мм нанесены деления. С левой стороны штанги расположены губки I и II. По штанге может передвигаться рамка 3 с губками 2 и 10, на которой находится вспомогательная шкала - нониус 4. Нониус даёт возможность производить отсчёт размерив с погрешностью до 0,05 мм.
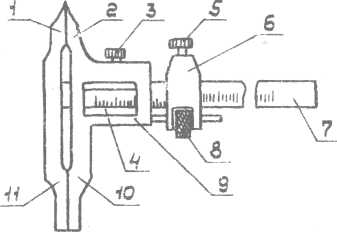
Рис.3. Штангенциркуль ШЦ-2.
При установке штангенциркуля ШЦ-2 на заданный размер стопорные винты 3 и 5 должны быть ослаблены. Перемещая рамку 9 ж вместе с ней движок 6, штангенциркуль устанавливает но возможности точно на заданный размер, после чего движок закрепляют винтом 3. Вращая гайку 3 (которая вместе с движком 6 и винтом 3 образует микрометрическое устройство), рамку и нониус перемещают в том или другом направлении, добиваясь точного совпадения соответствующего деления нониуса с делением штанги. После совмещения завертывают стопорный винт 3 рамки 9. При измерении отверстий и внутренних размеров губками 10 и II к величине, отсчитанной по штангенциркулю, надо прибавить 10 мм, учитывающих толщину тупых губок. Микрометриспользуется для измерений наружных размеров гладких деталей с точностью до 0,01 мм.Работа микрометра основана на использовании принципа винтовой пары ("винт - гайка"). Основной несущей деталью микрометра является скоба 1, с одной стороны которой имеется неподвижная измерительная пятка 2, а с другой подвижный винт (или шпиндель) 3. При вращении барабана 4 вращается и винт 3. При измерении микрометром деталь помещают между измерительными поверхностями "А" и "Б" и, вращая трещотку 5, обеспечивающую одинаковую силу зажима обрабатываемой детали, прижимают деталь винтом к пятке миллиметровые деления. После того, как трещотка начинает провёртываться, издавая треск, закрепляют стопор микрометра 6 и отсчитывают показания. Для отсчета показаний по наружной поверхности стебля 7 проведена продольная линия, ниже которой нанесены миллиметровые деления, а выше - полумиллиметровое деления. На конической части барабана нанесена шкала (нониус) с 50 делениями; цена каждого деления - 0,01 мм. Так, например, если при измерении изделия из-под поверхности "В" барабана 4 открылось 30 делений шкалы на стебле 7 и с продольной чертой стебля совпало 15-е деление на конусе барабана, то измеренный размер равен 30,15 (если не открылось полумиллиметровое деление выше продольной линии б) или 30,65 (если открылось полумиллиметровое деление выше продольной линии, в).
-
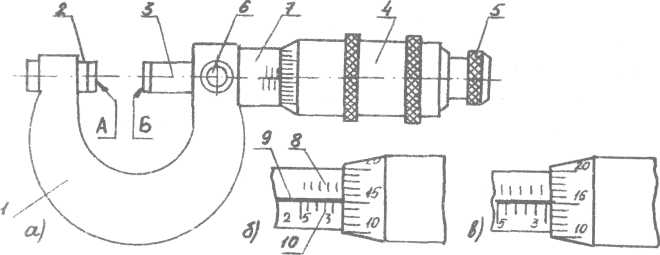
Рис.4. Микрометр.Основными частями микрометра являются:1 - скоба; 2 - неподвижная пятка; 3 - подвижный винт (шпиндель); 4 - барабан; 5 - трещотка; 6 - стопор; 7 - стебель.Величина перемещения подвижного микрометрического винта (шпинделя) обычно не превышает 25 мм, что объясняется трудностью изготовления винтов большей длины с необходимой точностью. Микрометры выпускаются с пределами измерения 0…25 мм, 25…50 мм, 50…75 мм и до 275…300 мм (через 25 мм) и др.
Универсальные угломеры используются для измерения углов. Подвижная (1) и неподвижная (2) измерительные линейки подводятся к измеряемым поверхностям, после чего их положение фиксируется стопором 3. Отсчёт угла ведется аналогично штангенциркулю, только с тем отличием, что вместо линейных величин используются угловые. Цена 1 деления основной шкалы - 1 градус, шкала нониуса, как правило 2 или 5 минут.В массовом или серийном производстве для проверки размеров сопрягаемых поверхностей применяют предельные калибры, имеющие наибольший и наименьший предельные размеры. Калибры имеют две измерительные поверхности - проходную и непроходную стороны. Для проверки отверстий используются калибры-пробки, а для валов - калибры-скобы.
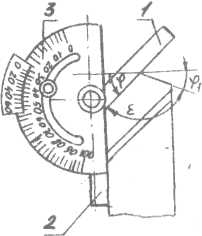
Рис.5. Универсальный угломер.Шаблоны используют для проверки сложных профилей деталей. Их изготавливают из высокоуглеродистой листовой или полосовой стали.
Разметка деталей: Заточка кернеров, чертилок и ножек циркуля.Разметка - это нанесение на обрабатываемую поверхность детали или заготовки разметочных рисок, определяющих контур профиля детали и места, подлежащие обработке. Разметку применяют преимущественно в единичном и мелкосерийном производствах. Разметка при слесарно-сборочных работах является одной из основных и ответственных операций.
| Технологический процесс | Указания и пояснения |
| 1. Окрашивание поверхности под разметку. | |
| 1. Для окрашивания необработанных поверхностей применяют меловой раствор (600 гр. мела + 50 гр. столярного клея + 4 л воды). 2. Чисто обработанные поверхности изделий из черных металлов окрашивают раствором медного купороса (2-3 чайные ложки медного купороса на стакан воды) или специальным лаком для разметки. |
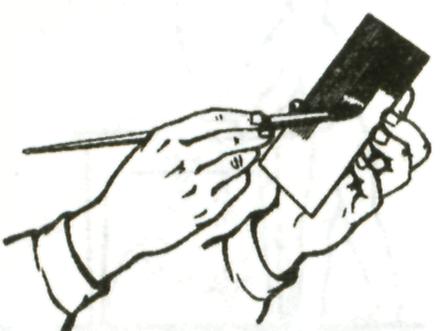
| 1. Взять заготовку в левую руку и держать наклонно. 2. Кисть взять в правую руку и перекрестными вертикальными и горизонтальными движениями нанести ею на поверхность детали тонкий равномерный красящий слой (см. рис.); краситель надо набирать только концом кисти в небольшом количестве во избежание образования потеков. 3. Просушить окрашенную поверхность. |
2. Нанесение рисок.
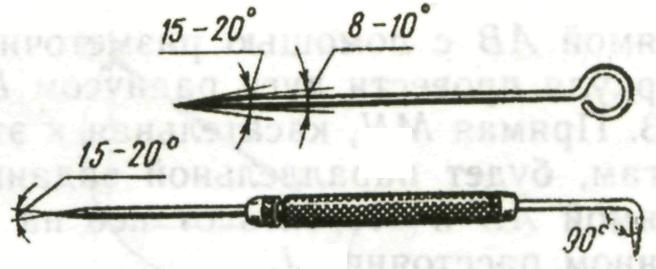 Рис. № 1.
Рис. № 1.
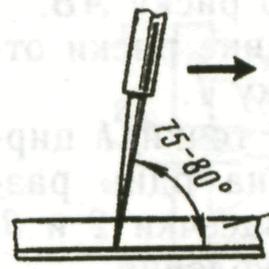 Рис. № 2.
Рис. № 2.
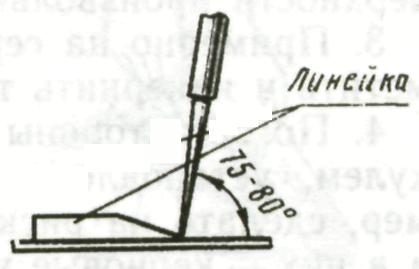 Рис. № 3.
Рис. № 3.
| 1. Выбрать чертилку в зависимости от металла размечаемой детали (см. рис. № 1):
|
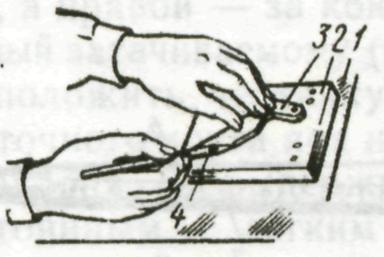
| 1. Подготовить поверхность заготовки к разметке. 2. Установить заготовку 2 на разметочную плиту 1 так, чтобы она плотно прилегала к ней (см. рисунок). 3. Наложить шаблон 3 на размечаемую заготовку так, чтобы он плотно прилегал к ней. 4. Пальцами левой руки прижимать шаблон к заготовке, а пальцами правой руки прочерчивать чертилкой 4 вдоль контура шаблона риски, строго сохраняя неизменный угол наклона и нажим на чертилку. |
5. Кернение разметочных рисок.
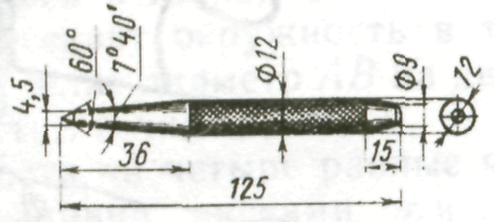 Рис. № 1.
Рис. № 1.
 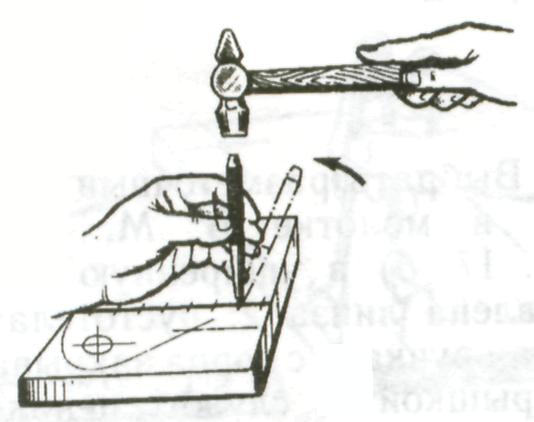 Рис. № 2. Рис. № 3.
Рис. № 2. Рис. № 3.
| 1. Выбрать кернер (см. рис. № 1) и проверить соответствие его размеров и угла заточки размечаемой заготовке. 2. Взять кернер тремя пальцами левой руки и поставить острым концом точно на разметочную риску так, чтобы острие кернера находилось строго на середине риски (см. рис. № 2); наклонив кернер в сторону от себя, прижать его к намеченной точке. 3. Поставить кернер вертикально (см. рис. № 3). 4. Нанести легкий удар молотком. |
Плоскостная разметка применяется для геометрических построений на плоских поверхностях листов, заготовок и деталей. Разметочные риски при этом наносятся только на одной плоскости. Кроме того, к плоскостной разметке можно отнести разметку отдельных плоскостей деталей более сложной формы, но только в том случае, если взаимное расположение размечаемых элементов детали не оговорено особо на чертеже.Пространственная разметка применяется для графических построений, осуществляемых на поверхностях заготовок и деталей, расположению: в разных плоскостях под различными углами друг к другу. По своим приемам пространственная разметка существенно отличается от плоскостной. Трудность пространственной разметки заключается в том, что при этом приходится не просто размечать отдельные поверхности заготовки, расположенные в различных плоскостях и под различными углами друг к другу, но и увязывать разметку этих поверхностей между собой.
Оборудование, инструмент и приспособления, применяемые при разметкеРазметочная плита является основным приспособлением, на котором устанавливают подлежащие разметке детали или заготовки, а также располагают необходимые вспомогательные приспособления и инструмент, предназначенные для разметки.
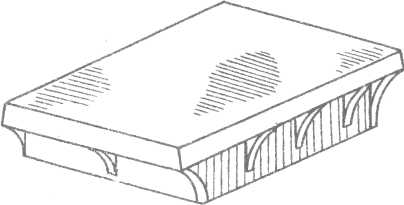 Рис.6. Плита разметочная.
Рис.6. Плита разметочная.
Разметочная плита отливается из серого мелкозернистого чугуна; её боковые поверхности тщательно обрабатывают под углом 90°, а верхняя плоскость тщательно шлифуется или пришабривается. Нижняя часть плиты имеет ребра жесткости, которые предохраняют её от возможного прогиба. На рабочей поверхности плит часто делают продольные и поперечные канавки, образующие равные квадраты. Канавки имеют глубину 2...3 и ширину 1...2 мм; они облегчают установку на плите различных приспособлений. Поверхность плиты всегда должна быть сухой и чистой. Посла работы плиту обметают щёткой, после чего тщательно протирают тряпкой и смазывают маслом для предохранения от коррозии. Во избежание появления забоин или царапин не рекомендуется передвигать размечаемые заготовки по разметочной плите. Применяемые при разметке инструменты и приспособления передвигают по плите плавно. В качестве дополнительных приспособлений при разметке часто используются опорные подкладки. Самыми простыми подкладками являются плоские прямоугольные плиты; подкладки больших размеров выполняются пустотелыми или двутаврового сечения. При разметке заготовок цилиндрической формы применяются призмы, имеющие точно обработанные наружные поверхности, а также пазы для установки хомутика, крепящего заготовку к призме.
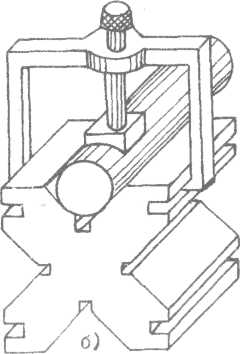 Рис.7. Разметочная призма.
Рис.7. Разметочная призма.
Для разметки применяют различные инструменты и приспособления: масштабные линейки, чертилки, кернеры, молотки, разметочные циркули, штангенциркули, рейсмусы (штангенрейсмусы), угольники и др.Чертилка - стальная игла диаметром от 3 до 5 миллиметров с остро заточенным закаленным концом. Она применяется для прочерчивания линий на поверхности размечаемой заготовки. Средняя часть чертилки обычно утолщена; для удобства пользования на ней сделана накатка.Масштабная линейка служит для измерения линейных размеров с точностью 0,5 мм и для направления чертилки при проведении прямых линий.Разметочный циркуль предназначен для разметки дуг окружностей малого диаметра. Разметочный циркуль состоит из двух шарнирно соединенных ножек 1 с острыми концами. Для закрепления ножек циркуля в требуемом положении на одной из них закреплена дуга 2 с прорезью, а на другой - стопорный винт 3.Штангенциркуль используется для измерения наружных и внутренних размеров, прочерчивания дуг окружностей и параллельных линий при разметке и т.п.Кернеры служат для нанесения углублений - кернов на разметочных линиях для сохранения их на длительное время. При стирании линий их легко можно восстановить по кернам или вести обработку детали до границы в половину отпечатка керна. Кернер представляет собой круглый стержень с накаткой посредине. Один, острый, конец его, заточенный под углом в 60°, является основной рабочей частью; другой, имеющий закругленную поверхность, - бойком (ударной частью). По бойку наносятся удары молотком. Оба конца кернера закалены.Рейсмусы (штангенрейсмусы) служат для разметки горизонтальных линий на вертикально расположенных поверхностях при пространственной разметке. Они также применяются при выверке различных деталей в горизонтальной плоскости.
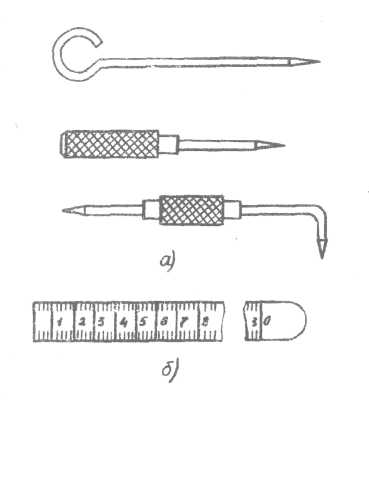
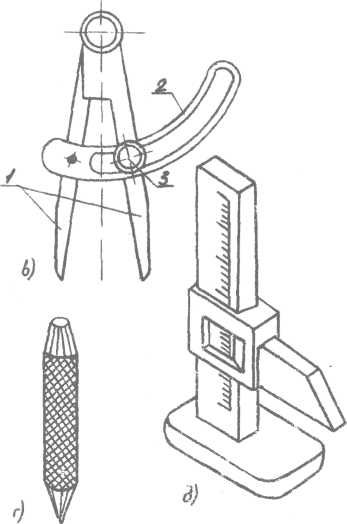 Рис.8. Инструмент для разметки: а)чертилка, б) линейка, в) циркуль,
Рис.8. Инструмент для разметки: а)чертилка, б) линейка, в) циркуль,
г) кернер, д) штангенрейсмус.
Подготовка к разметке
Перед разметкой следует хорошо ознакомиться с чертежом размечаемой заготовки, выверить габаритные размеры заготовки и сопоставить с аналогичными размерами детали по чертежу. Заготовку необходимо очистить от окалины, грязи, металлической пыли и жиров. Заготовки из листового, полосового и круглого материала должны быть отрихтованы, на них должны быть зачищены заусенцы, оставшиеся после предыдущей обработки. Жир обычно удаляют опусканием заготовки в щелочь, составленную из 100 г каустической соды и 1 л вода. После удаления жиров таким способом заготовку промывают в воде. Жир можно также удалять кисточкой или тряпочкой, смоченной в бензине, но тогда необходимо принимать противопожарные меры.До начала разметки необходимо определить базу детали, от которой будут наноситься риски. Базой называется поверхность или специально подготовленные риски, от которых производят измерения и отсчёты размеров в процессе разметки. Базой может служить также часть поверхности размечаемой заготовки или детали, которой она устанавливается (опирается) на разметочной плите. При плоскостной разметке базой могут являться наружные кромки плоских заготовок, а также различные риски (обычно центровые), которые наносятся в первую очередь. Если базой служит наружная кромка заготовки, то её нужно предварительно выровнять. Если базой являются две взаимно перпендикулярные кромки заготовки, то до разметки их нужно обработать под прямым углом. При точной разметке базовые поверхности должны быть особенно тщательно обработаны и пригнаны по линейке и угольнику.Для того, чтобы разметочные линии были отчётливо видны, обрабатываемую поверхность окрашивают. Чёрные (необработанные) поверхности окрашивают водным раствором мела. Для получения такого раствора мел растворяют в. воде до густоты молока с добавлением небольшого количества столярного клея или сиккатива. Меловой раствор кисточкой наносят тонким слоем на заготовку. После просушки поверхности на ней производят разметку. Чистые (обработанные) поверхности покрывают раствором медного купороса. Раствор составляют из двух-трех чайных ложек медного купороса на стакан воды. После покраски и просушки на поверхности заготовки выступает тонкий сдой меди, по которому и наносятся разметочные линии.
Приемы и практика разметки
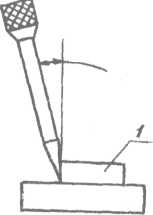
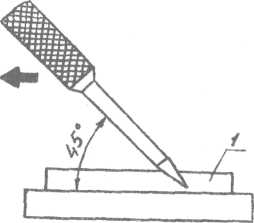
Разметочные линии прочерчивают острым концом чертилки. При нанесении линий чертилку удерживают правой рукой, а направляющий инструмент (линейку, угольник и др.) - левой. Чертилку с нажимом перемещают по заготовке с двойным наклоном: от направляющего инструмента I и в сторону движения (рис. 2.4). Точность проведения линий зависит от достаточной остроты чертилки, равномерности движения и постоянства давления на неё. По одному месту разметочную линию следует проводить только один раз.После нанесения разметочных линий их накернивают кернером. Во время установки на разметочную линию кернер наклоняют от себя гак, чтобы удобно было наблюдать за точностью его установки. Затем кернер переводят в вертикальное положение, фиксируют это положение и наносят легкий удар молотком по бойку кернера.
|
|
Рис.9. Приемы разметки.
Керны наносят равномерно по всей разметочной линии. На длинных линиях простого очертания керны ставят на расстоянии 20…50 мм; на коротких линиях а линиях сложного очертания - на расстоянии 5…10 мм друг от друга. Обязательно надо кернить линии на концах, в точках их пересечения, а также в центрах окружностей. Осевые и вспомогательные линии не кернятся.
Разметка прямых линий. Положение прямой на плоскости определяют двумя точками, поэтому при прочерчивании прямых линий необходимо прежде всего найти расположение этих точек относительно базовых поверхностей или линий. Для этого с. помощью масштабной линейки или штангенциркуля предварительно наносят "засечки", определяющие положение прямой, и по ним размечают её. Отсчитывают размер и наносят засечки с помощью масштабной линейки. Эти же засечки могут быть проведены острыми губками штангенциркуля. Одна из острых губок при этом должна опираться на базовую плоскость, другой же проводят дуговую засечку по размеру, установленному на штангенциркуле.
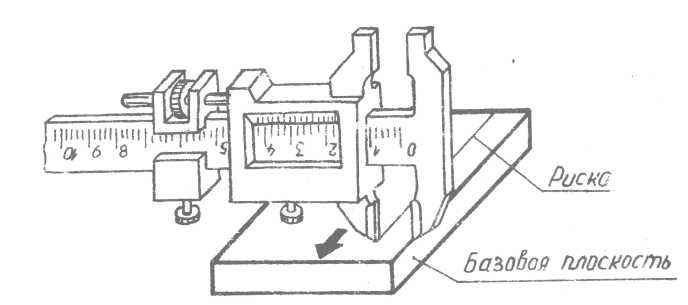 Рис.10. Приемы разметки параллельных линий штангенциркулем.При проведении параллельных прямых линий штангенциркуль перемещают по заготовке так, чтобы одна из губок скользила по базовой плоскости, а другая прочерчивала разметочную линию. Штангенциркуль при этом слегка наклоняют в сторону движения. Прямые линии, расположенные под углом, размечают с помощью угольника, транспортира ж угловых шаблонов.Разметка окружностей. Окружности малых радиусов размечают разметочным циркулем, больших - штангенциркулем. Окружности, центр которых находится в уже имеющемся в заготовке отверстии, размечают с помощью "фиктивного" центра. Для этого в отверстие забивают деревянную планку (пробку) толщиной 10…12 мм. На поверхность планки прибивают кусок тонкой жести, находят центр и размечают окружность.
Рис.10. Приемы разметки параллельных линий штангенциркулем.При проведении параллельных прямых линий штангенциркуль перемещают по заготовке так, чтобы одна из губок скользила по базовой плоскости, а другая прочерчивала разметочную линию. Штангенциркуль при этом слегка наклоняют в сторону движения. Прямые линии, расположенные под углом, размечают с помощью угольника, транспортира ж угловых шаблонов.Разметка окружностей. Окружности малых радиусов размечают разметочным циркулем, больших - штангенциркулем. Окружности, центр которых находится в уже имеющемся в заготовке отверстии, размечают с помощью "фиктивного" центра. Для этого в отверстие забивают деревянную планку (пробку) толщиной 10…12 мм. На поверхность планки прибивают кусок тонкой жести, находят центр и размечают окружность.
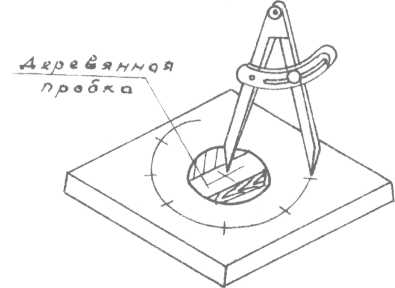 Рис.11. Приемы разметки циркулем.
Рис.11. Приемы разметки циркулем.
Разметка по шаблону и готовой детали. Разметку часто повторяющихся деталей, а также деталей, имеющих контурные линии сложного очертания, удобно вести по разметочным шаблонам. В этом случае из жести или тонкой (1-2 мм) листовой стали изготавливают шаблон, соответствующий размерам и конфигурации детали. Шаблон накладывают на поверхность заготовки и с помощью чертилки обводят его по контуру, после чего разметочные линии накернивают. Применение шаблонов значительно упрощает и ускоряет процесс разметки.
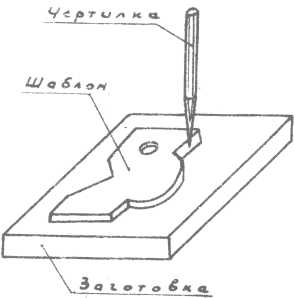 Рис.12. Приемы разметки по шаблон.Вместо шаблона разметку можно вести по готовой детали, поступая таким же образом, т.е. накладывая готовую деталь на заготовку и прочерчивая соответствующие контурные линии. Этот способ разметки используют в тех случаях, когда шаблон изготавливать нецелесообразно или в случае разметки "по месту".
Рис.12. Приемы разметки по шаблон.Вместо шаблона разметку можно вести по готовой детали, поступая таким же образом, т.е. накладывая готовую деталь на заготовку и прочерчивая соответствующие контурные линии. Этот способ разметки используют в тех случаях, когда шаблон изготавливать нецелесообразно или в случае разметки "по месту".
Дата добавления: 2018-08-06; просмотров: 2427; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!