Раздел 4. Технология полуавтоматической сварки.
Механизированная сварка неплавящимся электродом в среде Аr, стали
08Х18Н9М2
Механизированная аргонодуговаявая сварка предполагает перемещение горелки ручным способом, но при этом подача присадочного материала (проволоки) происходит механически.
Сварка неплавящимся электродом производится на всех свариваемых материалах - активных, цветных сталях, от низкоуглеродистых до высоколегированных. При сварке неплавящимся электродом применяю чистый, т.е. высших сортов и категорий инертный газ Ar.
Сварку неплавящимся вольфрамовым электродом произвожу на постояном токе прямой полярности. 
Сварка изделия «Кронштейн». Сталь 08Х18Н9М2.
Для сварки данной стали подбираем проволку схожую с ней по химическому составу и физическим свойствам Св 06Х10Н4М1.Вкачестве неплавящегося электрода применяю
ЭВЧ ГОСТ 23949-80.
ЭВЧ- электрод вольфрамовый чистый 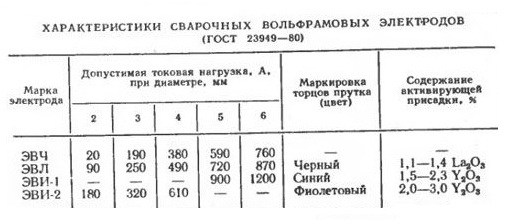
Поверхность кромок свариваемых изделий перед сваркой должна быть очищена от грязи, ржавчины, окалины, органических материалов. Сварка изделий после газовой резки допускается только при условии очистки поверхности реза от шлака.
Полуавтоматы или автоматы должны иметь горелки, обеспечивающие ламинарное истечение газа из сопла. При использовании нестандартных держателей необходимо учитывать, что они должны обеспечивать радиальное по отношению к оси проволоки истечение газа из мундштука. Сварку выполняем при ИП ВС-500
|
|
|
Селеновый выпрямитель ВС-500 представляет собой преобразователь трехфазного переменного тока напряжением 380 В.
Технические характеристики:
| Тип выпрямителя | ВС-500 |
| Номинальный ток, А | 500 |
| Число ступеней регулирования | 27 |
| Пределы регулирования напряжением холостого хода, В | 21-53 |
| КПД, % | 70 |
| Вес, кг | 350 |
Перед пропусканием проволоки в шланг конец ее должен быть завальцован, наконечник с мундштука снят, а шланг не должен иметь перегибов. Несоблюдение этих правил может привести к деформации проволоки в роликах, выходу из строя деталей шланга и держателя. После прижима верхними роликами порошковая проволока должна быть на 2/3 диаметра утоплена в паз нижних роликов. Пропускание проволоки в шланг осуществляется нажатием кнопки «пуск» на держателе или подающем механизме.
Перед сваркой необходимо установить рекомендуемый для данных диаметра проволоки, толщины металла и типа сварного соединения режим сварки. По выбранному режиму отрегулировать расход газа; выждать несколько секунд для полного удаления воздуха из шлангов. Установить вылет проволоки 35-40 мм с таким расчетом, чтобы расстояние от конца проволоки до среза сопла было в пределах 15—25 мм.
|
|
|
Возбуждение дуги осуществляется касанием конца проволоки изделия, а подача проволоки — нажатием кнопки «пуск» на держателе.
От положения и перемещения горелки относительно свариваемого изделия зависят в значительной степени устойчивость горения дуги, надежность газовой защиты зоны дуги от воздуха, скорость охлаждения металла, форма шва, интенсивность забрызгивания горелки, возможность наблюдения за зоной сварки.
Контоль сварных швов.
Перед осмотром сварной шов и прилегающую к нему поверхность металла шириной 20 + 20 мм очищают от окалины, брызг и загрязнений. Размеры сварного шва и дефектных участков определяют измерительным инструментом и специальными шаблонами. Границы трещин выявляют путем засверливания, подрубки металла зубилом, шлифовки дефектного участка и последующего травления. При нагреве металла до вишнево-красного цвета трещины обнаруживаются в виде темных зигзагообразных линий. В случаях, когда необходима термическая обработка сварных стыков, внешний осмотр и измерения следует производить до и после термообработки.
На рисунке изображен сварочный пост для сварки вольфрамовым электродом.
Дата добавления: 2018-08-06; просмотров: 238; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!