Раздел 3. Технология ручной дуговой сварки штучными электродами.
РДС штучными электродами.
Расчет режимов сварки:
Диаметр электрода выбирается по формуле dэ=S, при S< 6мм
где dэ — диаметр электрода (мм),
S- толщина металла;
Т.к. заданный металл имеет толщину 10мм, то сварка производится в несколько слоев.
Расчет площади поперечного сечения шва.
При каждых 40 мм2 поперечного сечения шва необходимо вносить новый слой.
S=a*b*k, где S- площадь поперечного сечения шва рис
a – ширина шва
b – высота шва
k – коэффициент линейного расширения металла.
Для Н2, У9 и Т3 S=10*10*1,2 = 120/40 мм2= 2 слоя + корень шва
Таким образом диаметры электродов для сварки следующие:
ГОСТ 5264-80 Н2У9 Т3 корень шва — 3мм
1-й слой — 3 мм
2-й слой — 4 мм
Выбор электрода.
Э50-МР-3-dэ-УД
Е430-Р26
Э50 — тип электрода σ=500 МПа;
Вст3пс σв=480 МПа. Что обеспечивает сохранение механических и физических свойств основного металла и металла шва.
МР-3 — марка электрода.
У — для сварки углеродистых сталей
Д — толстое покрытие
Е430 — индекс электрода
Р — рутиловое покрытие
|
|
|
6 — сварка на переменном токе с напряжением холостого хода 70В, или на постоянном токе обратной полярности.
2 — сварка во всех пространственных положениях ,кроме вертикального «сверху- вниз».
Расчет силы сварочного тока.
Расчет силы сварочного тока производится по формуле: I=dэ*k, где I – сила сварочного тока; dэ – диаметр электрода; k – расчетный коэффициент, который выбирается из таблицы:
| dэ,мм | 2 | 3 | 4 | 5 |
| k, A/мм | 20-30 | 30-40 | 40-50 | 50-60 |
Предпочитается брать максимальное значение k, что обеспечивает высокую производительность сварки.
Для ГОСТ 5264-80 У9, Т3, Н2
dэ корень шва - 3 мм
1-й слой – 3 мм
2-й слой – 4 мм
Iкорня= 3мм х 25А/мм= 75А
I1слоя =3мм*35А/мм=105А
I2слоя=4мм*45А/мм=180А
Сварку производим на постоянном токе обратной полярности , обеспечивающую требуемую глубину проплавления при меньших значениях тока. поэтому снижаем силу тока на 20%, но так как углеродистая сталь то сила тока увеличивается на 20%. Следовательно значение силы сварочного тока остается равно номинальному.
Выбор светофильтра, электрододержателя, кабеля и источника питания.
Исходя из максимальной силы сварочного тока 180 А подбираем с помощью таблицы светофильтр.
|
|
|
| Сила тока, А | 50-100 | 150-250 | 250-350 | 350-500 |
| Светофильтр | С-5 | С-6 | С-7 | С-8 |
Электрододержатель выбираем по силе тока 180А. Для этой силы тока подходит ЭД-20, электрододержатель пружинного типа с максимальной силой сварочного тока 200А, ………………
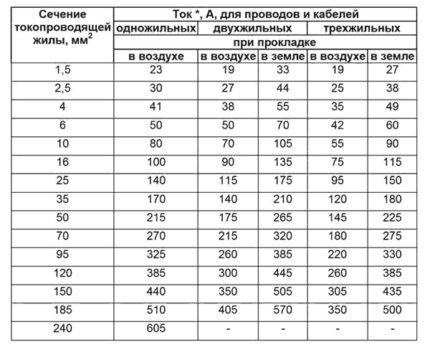
Сварочные кабели выбираются по сечению, которое в свое время подбирается в зависимости от силы сварочного тока по таблице: Кабель состоит из двух проводников, на одних концах которых смонтированы держатель электрода или зажим массы, на других клеммы или штекеры, как на бытовых сварочных инверторах. Для сварки стали Ст2сп буду использовать кабель марки КГ 1х16, это означает гибкий силовой одножильный кабель сечением 16 мм2. Допустимый рабочий ток 189 А.
Для сварки данной конструкции использую инверторный источник питания сварочной дуги «Ресанта САИ 250».


10.Техника сварки.
Так как деталь у нас имеет небольшие размеры и массу, мы можем ее поворачивать в любое удобное нам положение
В первую очередь производим сварку таврового соединения по ГОСТ 5264-80 Т3 в нижнем положении «в лодочку» при помощи поворота детали. Корень шва провариваем ниточным швом, а последующие слои с помощью колебательных движений.
|
|
|
Следом свариваем угловое соединение по ГОСТ 5264-80 У9 в нижнем положении. Корень шва провариваем ниточным швом, а все последующие слои с помощью колебательных движений.
Последним производим сварку соединения по ГОСТ 5264-80 Н2 в нижнем положении . Корни швов провариваем ниточным швом,а все последующие слои с помощью колебательных движений. После сварки снять усиление шва.
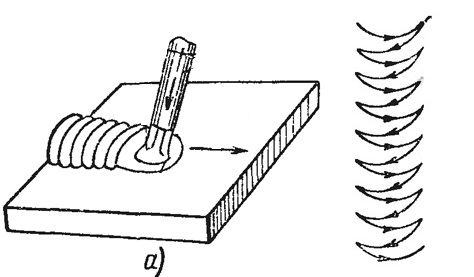
Колебательные движения проводим способом, указанным на рисунке.
Контроль качества сварных швов.
Перед осмотром сварной шов и прилегающую к нему поверхность металла шириной 20 + 20 мм очищают от шлака, брызг и загрязнений. Размеры сварного шва и дефектных участков определяют измерительным инструментом и специальными шаблонами. Границы трещин выявляют путем засверливания, подрубки металла зубилом, шлифовки дефектного участка и последующего травления. При нагреве металла до вишнево-красного цвета трещины обнаруживаются в виде темных зигзагообразных линий. В случаях, когда необходима термическая обработка сварных стыков, внешний осмотр и измерения следует производить до и после термообработки.
Пост ручной дуговой сварки.
Есть два вида постов сварщика. Это стационарный и передвижной посты. Вид зависит от назначения и места дислокации.
|
|
|
Стационарный сварочный пост при ручной дуговой сварке, как и следует из названия, сделан на постоянной основе.
Размеры его зависимы от размеров изделия, что там сваривают. Обычно такой пост оснащён столом и стулом, которые сделаны из металла. При этом высоту стула можно регулировать. Питание подведено к столу, поэтому сварщику не нужно вставать во время работы. Обычно требующее сварки изделие подаётся сварщику прямо на рабочее место. Стоит отметить, что в некоторых стационарных постах не используется металлический стол. Вместо него есть специальный кантователь, благодаря которому значительно проще перемещать или поворачивать детали.
Если изделие довольно большое, то из-за стола можно и встать, ведь длина шнура сварочного аппарата это позволит. Однако передвижением не надо злоупотреблять, поскольку если слишком сильно увеличить длину кабеля, у того упадёт напряжение на электроде.
Кроме упомянутых выше двух металлических изделий в стационарном сварочном посте есть металлический бокс. Обычно его высота не меньше двух метров. Лучше всего, чтобы такой бокс был вентилируемым. Этого можно достичь, если приподнять его от стены на 50 см над полом.
Также есть боксовые стены из других материалов, которые обязательно невоспламеняемые. К таковым можно отнести листы асбестоцемента. Ещё в такие боксы вход завешивают парусиновыми шторами. Они пропитаны огнеупорной смесью. Помимо этого огнеупорные свойства должны быть и у пола в сварочном посту при ручной дуговой сварке.
Теперь о передвижных постах. Как правило, они могут перемещаться по определённому объекту. Поэтому они так и называются. Обычно передвижные посты бывают на стройках, когда сварщику нужно самому идти в определённое место для обработки настолько больших изделий, что перенести их куда-либо не представляется возможным. Обычно передвижной пост делают из тонких листов, материал которых – сталь. Все листы закреплены между собой на металлическом каркасе. В этом посте и всё нужное сварщику оборудование. Обычно передвижные кабинки транспортируют к нужному месту, используя кран или рельсы.
Бывают и сварочные посты вообще без стенок. Однако они в любом случае должны быть под какими-либо навесами. Когда пост сварщика расположен на высоте больше 2 метров, вокруг него непременно должны быть возведены лестницы и различные заграждения.
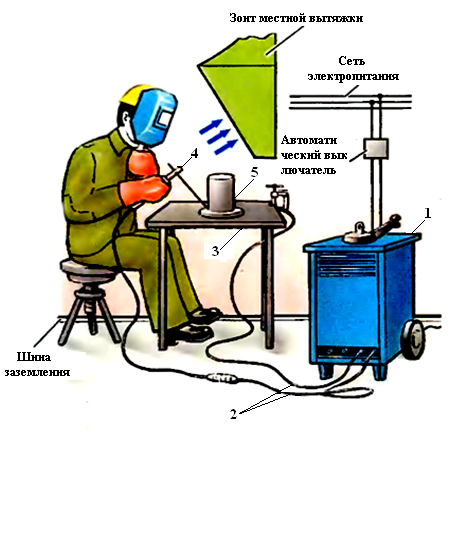
Минимальные значения размеров кабины на сварочном посту – два на два метра или полтора на два метра, а также высота должна быть как минимум два метра. Внутри кабины ставится стол из металла для работы. Верхняя часть оснащена зондом вытяжки воздуха от системы вентиляции. В столе есть ящики, в которых можно хранить нужные для работы инструменты.
Сварщику обязательно выдаётся защитная спецодежда. Электродержатель, который также входит в одно из приспособлений сварщика, закрепляет электрод и подводит к нему ток. Их есть несколько видов, но самым безопасным является пружинный.
Дата добавления: 2018-08-06; просмотров: 291; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!