Заготовительные работы при кислородной резке.
Даная конструкция состоит из деталей листового металла толщиной 10мм..Предлагаю заготовки деталей конструкций выполнять инжекторным резаком типа «Ракета 1»
Режим резки выбираю по таблице.
| Толщина металла | Наружный мундштук | Внутренний мундштук | Давление кислорода (атм.) | Давление ацетилена (атм.) | Расход м3/ч | ||
| 3-10мм | №1 | №0 | 3 | Не менее 0,01 | Режущий кислород | Подогре-вающий кислород | Ацетилен |
| 1,3 | 0,6 | 0,4 | |||||
Скорость резки ~ 400-550 мм/мин.
С помощью универсального инжекторного резака Ракета 1 можно разрезать стали толщиной до 300мм, предлагаю использовать пакетную резку.
Все параметры берем исходя из толщины металла для одиночной и пакетной резки.
| Параметр | Толщина, мм | ||
| Лист | Пакет | ||
| 10 | 90 | ||
| 1. Номер наружного мундштука | 1 | 2 | |
| 2. Номер внутреннего мундштука | 0 | 5 | |
| 3. Давление кислородного в рабочей камере редуктора, кгс/см2 | 3 | 10 | |
| 4. Давление ацетилена, кгс/см2 | 0,01 | 0,01 | |
| 5. Расход кислорода, м3/ч | 4,25 | 26 | |
| 6. Расход ацетилена, м3/ч | 0,6 | 1,0 | |
| 7. Масса горелки, кг | 1,07 | 1,07 | |
| 8. Удельный расход O2,м3/ч*мм | 0,5 | 0,2 | |
| 9. Удельный расход С2H2, м3/ч*мм | 0,075 | 0,07 | |
Вывод: Резка в пакете эффективнее т.к. удельный расход кислорода уменьшается в 2,5 раза, а удельный расход ацетилена в 7,5 раз.
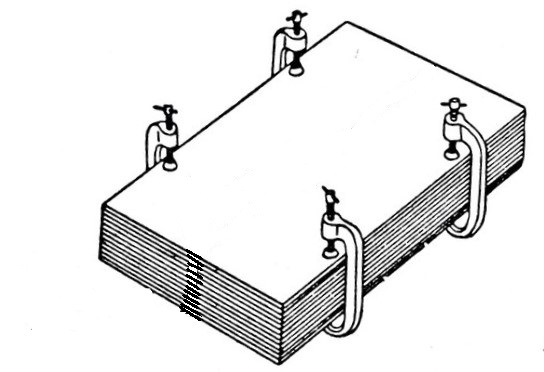
Компановка для проведения резки.
Ширина реза для деталей зависит от их толщины, эта зависимость приведена в таблице ниже:
|
|
|
| Толщина металла, мм | 5-15 | 15-30 | 30-60 | 60-100 |
| Ширина реза, мм | 2-2,5 | 2,5-3,0 | 3,0-3,5 | 3,5-4,5 |
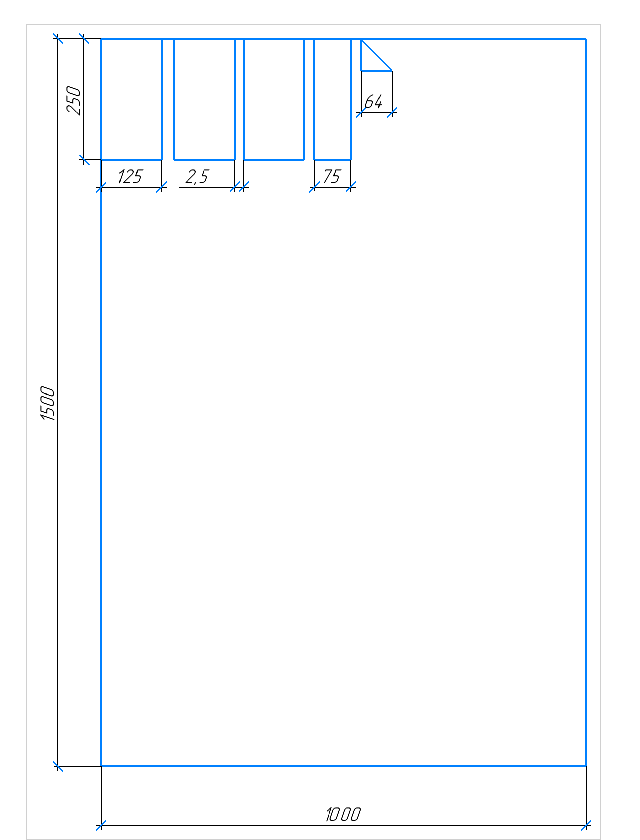
Для лучшего качества реза выбираем максимальную ширину реза. Таким образом, получаем расстояние между разрезаемыми деталями 2,5 мм.
Для резки заготовок нам выдан лист стали размерами 1500*1000*10 мм, мы используем пакетную резку в пакете 15 листов. Посчитаем сколько комплектов изделия мы получим с одного листа. Для этого посчитываем площадь одного комплекта и площадь расстояния между разрезаемыми деталями.
Используем формулу S=Sдет+Sреза, где S- общая площадь одного комплекта, Sдет – площадь всех деталей, Sреза – площадь между разрезаемыми деталями.
Таким образом получим S= 140х80+80х50х2+2,5х3х140+2,5х50= 154450 мм2
Теперь рассчитаем площадь одного листа, по формуле Sлиста= aхb, где S – площадь листа
a – длина листа
b – ширина листа
Получим Sлиста=1500х1000=1500000 мм2
Имея площадь одного комплекта и площадь листа, рассчитаем сколько комплектов можно получить с одного листа. N=Sлиста/S
|
|
|
N=1500000мм2/154450мм2= 9 комплектов мы получим с одного листа
Нам нужно получить 90 комплектов, поэтому мы берем 10 листов.
Карта раскроя листа
 заменить
заменить
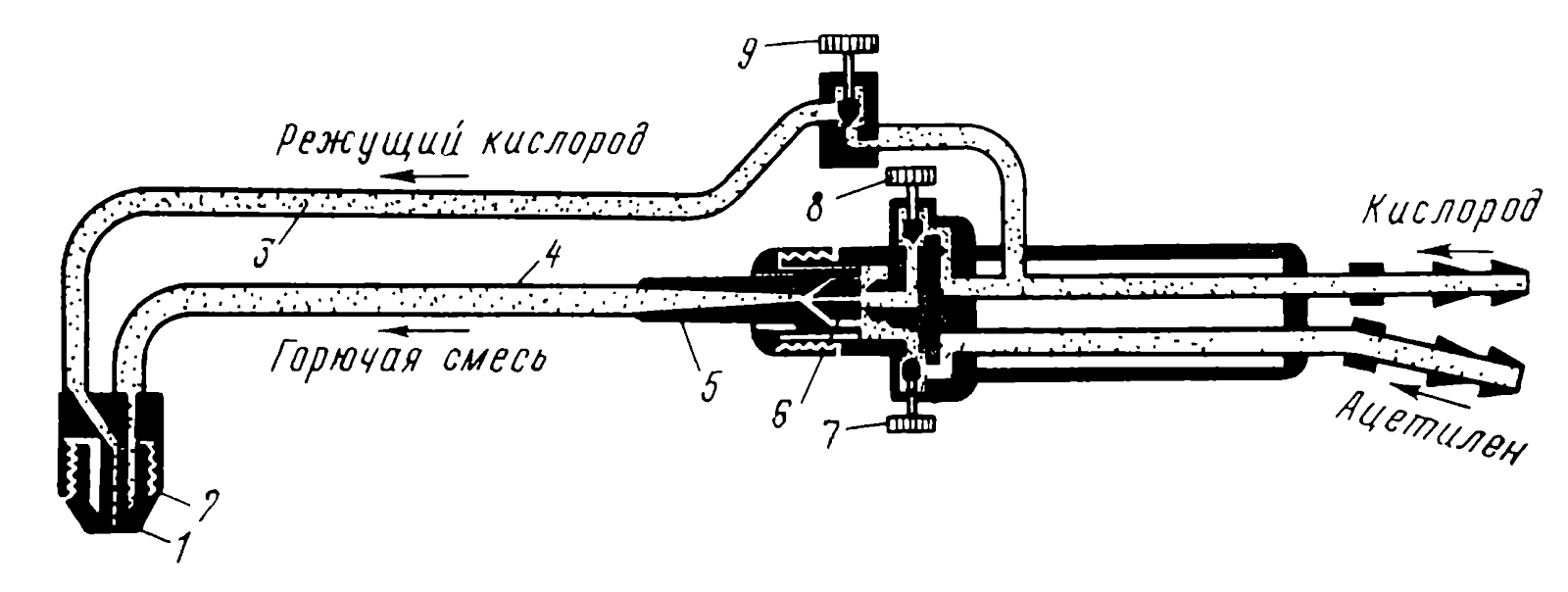
Технология и техника резки.
Кислородная резка основана на сгорании металла в струе технически чистого кислорода. Металл при резке нагревают пламенем, которое образуется при сгорании какого-либо горючего газа в кислороде. Кислород, сжигающий нагретый металл, называют режущим. В процессе резки струю режущего кислорода подают к месту реза отдельно от кислорода, идущего на образование горючей смеси для подогрева металла. Процесс сгорания разрезаемого металла распространяется на всю толщину, образующиеся окислы выдуваются из места реза струёй режущего кислорода.
Перед началом резки подогревающее пламя устанавливается на край разрезаемого металла для нагрева кромки до температуры воспламенения стали (ярко малиновый цвет - т.е. около 1350°С), после чего открывается вентиль режущего кислорода. Положение резака в начале резки зависит от толщины разрезаемой стали. При резке листовой стали толщиной до 50 мм, резак в начале процесса устанавливается вертикально, а при большей толщине к поверхности торца листа. Затем его наклоняют на 20-30° в сторону, обратную движению резака.
|
|
|
Такое расположение способствует лучшему прогреву металла по толщине и повышению производительности резки.
Для облегчения начала резки и ускорения прогрева металла, до воспламенения целесообразно делать зарубку зубилом в начальной точке реза.
Расстояние от торца мундштука до разрезаемого металла, следует поддерживать постоянным в процессе резки и оно должно быть не менее 2 мм.
При ручной резке для этой цели можно применять специальное приспособление в виде тележки прикрепленной к головке резака.
При резке стали толщиной свыше 100 мм и при использовании газов-заменителей ацетилена, высоту резака над металлом несколько увеличивают во избежание перегрева мундштука.
Резку начинаем от края листа, для обеспечения более быстрого нагрева металла до температуры горения. После того как металл начал гореть, ведем по разметке со скоростью, которая обеспечит полное разрезание. Заканчиваем резку так же на краю листа.
После резки деталей необходимо подготовить кромки под сварку на кромко-фрезерном станке МФ-760М.
Дата добавления: 2018-08-06; просмотров: 800; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!