Выбор оснастки для сборки узлов металлоконструкции
Сборка–это совокупность операций по установке деталей в положение, предусмотренное чертежом для последующей сварки.
Сборка включает три группы операций:
Установка деталей в положение, предусмотренное чертежом;
Взаимное ориентирование деталей;
Временное закрепление деталей.
Установка и перемещение деталей осуществляется либо вручную, либо с помощью грузоподъемных средств.
Взаимное ориентирование деталей осуществляется в универсальных сборочных приспособлениях–кондукторах, конструкциях, которые позволяет изменить установочные размеры опорных, упорных и закрепляющих элементов.
Закрепление деталей осуществляется с помощью ручных и механизированных прижимов, причем чем больше объем выпуска изделий, тем выгоднее применять быстродействующие механизированные прижимы. В тех случаях, когда сборка и сварка изделия производится в различных приспособлениях, детали должны быть дополнительно закреплены с помощью прихваток. Следует обратить внимание, что закрепление с помощью прихваток увеличивает время сборки, поэтому необходимо стремится к сборке и сварке конструкции в одном кондукторе.
При изготовлении проектируемой металлоконструкции «Поворотный элемент крана»применяю струбцину BESSEY BE-GZ25-2K, технические характеристики которой представлены в таблице 15.
Таблица 15 – Технические характеристики струбцины BESSEY BE–GZ25–2K
| Глубина зажима | 120 мм |
| Ширина зажима | 250 мм |
| Тип | F-образная |
| Материал рамы | сталь |
| Вес | 1,5 кг |
|
|
|
Проектирование сборочно–сварочного приспособления «Сектор» будет представлено в разделе 2 пункте 2.1
Расчёт режимов сварки
Основные типы соединений, выполняемые в среде углекислого газа, регламентированы ГОСТ 14771–76.
Основными параметрами режима сварки в среде углекислого газа являются:
Диаметр электродной проволоки, dэ, мм;
Сила сварочного тока, Iсв, А;
Напряжение на дуге, Uд , В;
Скорость сварки, Vсв , м/ч;
Расход защитного газа, qr;
Дополнительными параметрами режима являются:
Род тока;
Полярность при постоянном токе.
Выбор диаметра электродной проволоки в зависимости от толщины металла определяется по таблице 16:
Таблица 16–Диаметр электродной проволоки в зависимости от толщины металла
| Толщина листа, мм | 1 -2 | 3- 6 | 6- 24 и более |
| Диаметр электродной проволоки | 0,8 - 1,0 | 1,2 -1,6 | 2,0 |
Диаметр электродной проволоки для соединений С8, Н1, У6 и Т3 составит 1, 6 мм, а для Т1 - 2 мм.
Расчет сварочного тока, А, при сварке производится по формуле:
 , (3)
, (3)
гдеIсв – сварочный ток, А
|
|
|
dэ – диаметр электродной проволоки, мм
α– плотность тока в электродной проволоке, (для сварки в СО2, а = 70–80А/мм2)
Напряжение на дуге и расход углекислого газа выбирается в зависимости от силы тока по таблице 17:
Таблица 17–Напряжение на дуге и расход углекислого газа в зависимости от силы тока
| Сила сварочного тока, А | 50-60 | 90-100 | 150-160 | 220-240 | 280-300 | 360-380 | 430-450 |
| Напряжение на дуге, В | 17-28 | 19-20 | 21-22 | 25-27 | 28-30 | 30-32 | 32-34 |
| Расход СО2, л/мин | 8-10 | 8-10 | 9-10 | 15-16 | 15-16 | 18-20 | 18-20 |
Скорость подачи проволоки, м/ч, рассчитывается по формуле:
 , (4)
, (4)
где Vпр – скорость подачи проволоки, м/ч
αр– коэффициент расплавления проволоки, г/(А×ч)
Iсв – сварочный ток, А
dэ – диаметр электродной проволоки, мм
ρ – плотность металла электродной проволоки, (для стали ρ=7,85 г/см3)
Значение αр рассчитывается по формуле:
 , (5)
, (5)
где αр - коэффициент расплавления проволоки, г/(А×ч)
Iсв – сварочный ток, А
dэ – диаметр электродной проволоки, мм
Скорость сварки, м/ч, рассчитывается по формуле:
|
|
|
 , (6)
, (6)
где Vсв– скорость сварки, м/ч
αн – коэффициент наплавки, г/(А×ч)
Iсв – сварочный ток, А
Fсв – площадь поперечного сечения шва,мм2
ρ – плотность металла электродной проволоки, г/см3 (для стали ρ=7,85 г/см3)
Коэффициент наплавки рассчитывается по формуле:
αн = αр× (1-ψ), (7)
где αн–коэффициент наплавки, г/(А×ч)
αр–коэффициент расплавления проволоки, г/(А×ч)
ψ–коэффициент потерь металла на угар и разбрызгивание. При сварке в СО2 ψ = от 0,1 до 0,15
Масса наплавленного металла, кг, рассчитывается по формуле:
Gн = Fсв×l×ρ, (8)
где Gн–масса наплавленного металла, кг
Fсв–площадь поперечного сечения шва, мм2
l–длина шва, м
ρ–плотность наплавленного металла, (для стали ρ=7,85 г/см3)
Расход электродной проволоки, кг, рассчитывается по формуле:
Gпр = Gн× (1+ψ), (9)
где Gпр – расход электродной проволоки, кг
Gн – масса наплавленного металла, кг
|
|
|
ψ–коэффициент потерь при сварке в СО2 ψ = от 0,1 до 0,15
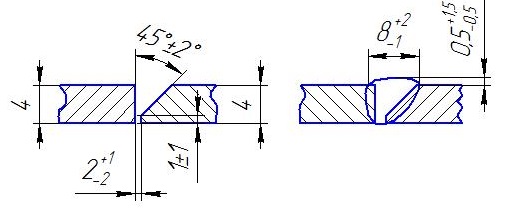
Рисунок 7. Эскиз подготовки и собственно сварного соединения С8
Подробный расчет сварного соединения С8:
Согласно таблице 16 диаметр электродной проволоки будет равен 1,6.
Сила сварочного тока составит:

Согласно таблице 17 напряжение на дуге будет равно 22 В, а расход СО2–10 л.
Скорость подачи проволоки будет равна:
 г/(А×ч)
г/(А×ч)

Скорость сварки составит:

Коэффициент наплавки составит:
αн = 11×(1-0,1) = 9,9 г/(А×ч)
ψ – коэффициент потерь металла на угар и разбрызгивание. При сварке в СО2 ψ = от 0,1 до 0,15; принимаю 0,1.
Масса наплавленного металла будет равна:
Gн = 0,182×22×7, 85=0,031 кг
Расход электродной проволоки будет равна:
Gпр = 0,031× (1+0, 1) =0,034 кг
Дальнейшие расчеты будут проведены аналогичным способом и представлены в таблице 18:
Таблица – 18 Расчет режимов сварки
| Тип соединения | Эскиз сварного соединения | dэ, мм | Iсв, А | Uд, В | Расход СО2, л/мин | Vпр, м/ч | Vсв, м/ч | Gн, кг | Gпр, кг |
| Н1 | 
| 1,6 | 160 | 22 | 10 | 111 | 8 | 0,015 | 0,018 |
| У6 | 
| 1,6 | 160 | 22 | 10 | 111 | 10 | 0,046 | 0,050 |
| Т3 | 
| 1,6 | 160 | 22 | 10 | 11 | 13 | 0,048 | 0,055 |
| Т1 | 
| 2,0 | 200 | 22 | 10 | 90 | 10 | 0,018 | 0,020 |
| Т1 | 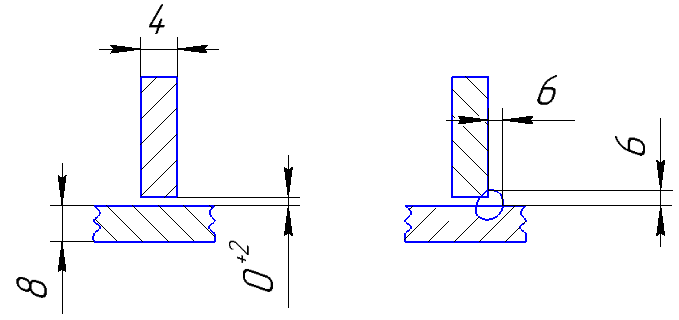
| 2,0 | 200 | 22 | 10 | 90 | 10 | 0,024 | 0,028 |
Общая масса наплавленного металла составит 0,156 кг
Общий расход электродной проволоки составит 0,182 кг
Дата добавления: 2018-06-27; просмотров: 865; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!