Штучне освітлення, повітряобмін та електропостачання.
Розрахунок штучного освітлення
 Визначають річну втрату електроенергії на освітлення по формулі
Визначають річну втрату електроенергії на освітлення по формулі
, Вт*год (2.25)
де: R - норма витрати електроенергії R = 15 Вт/м2
Q - тривалість роботи електричного освітлення на протязі року, Q =1008 год;
Fу - площа підлоги.
Розрахунок повітряобміну
Об’єм повітря, що необхідно подавати на дільницю за годину
W = V k (26)
де V - об'єм приміщень у м2 при висоті h м.
k - кратність повітряобміну, рекомендуеться k = 6.
2.7.3 Розрахунок витрат електроенергії за рік для потреб дільниці визначаємо по формулі:
З урахуванням витрат на освітлення
Q = Qэ+Wов (27)
Розробка плану дільниці
В залежності від загальної площі дільниці та кількості обладнаня іі можливо зображати в форматі 3D, або на компоновочному плані на листі формату А1. Рішення у якому вигляді зображати дільницю студент повинен прийняти самостійно. Приклади зображення дільниць у форматі 3D наведено у ДОДАТКУ 2.
У разі виконання компоновочного плану дільниці від зображується в масштабі 1:25 або 1:50 попередньо необхідно нанести оброзмірену сітку колон, зовнішні стіни будинку, розташовані по опорах ферм, віконні і дверні прорізи. Після цього виділяють границю дільниці. Відповідно до правил пожежної безпеки вогненебезпечні дільниці: ковальські, зварювальні, термічні, деревообробні, побутові необхідно розміщати у зовнішніх стін і ізолювати вігнестойкими стінами. Відповідно до санітарно–гігієничних вимог також ізолюються дільниці зі шкідливими виділеннями (гальванічні, мідницько–радіаторні, акумуляторні) або з високими рівнями шуму. Зовнішню мийку машин можна передбачати, як безпосередньо в виробничому корпусі, так і в окремо розташованому будинку. Висота будинку визначається відповідно до характеру виконуваних робіт на дільниці і габаритами об'єктів ремонту. Стандартні висоти прольотів виробничого корпуса: 4,8; 6; 7,2; 8,4 м.
|
|
|
Розробка ТехнологічнОГО процесУ
Відновлення деталі
Цей розділ курсової роботи являє собою самостійну технологічну розробку направлену на відновлення характеристик деталі, що втрачені у процесі її експлуатації. Варіанти завдань наведено у додатку Таблиця Д10.
Характеристика деталі приводиться на її ремонтному кресленні.
Ремонтні креслення виконують відповідно до правил, передбачених ДСТ 2.604–96 «Креслення ремонтні» і ДСТ 70.0009.006–96 «Креслення ремонтні. Порядок розробки, узгодження і ствердження».
|
|
|
Стандартом передбачені такі основні правила виконання ремонтних креслень:
1) місця деталі, що підлягають ремонту (відновленню) чи обробці, виділяються суцільною товстою основною лінією, інші – суцільною тонкою лінією;
2) розміри і їхні граничні відхилення, значення шорсткістей варто вказувати тільки для відновлюваних елементів деталі;
3) на ремонтних кресленнях зображуються тільки ті види, розрізи, перетини, що необхідні для проведення відновлення деталі;
4) для поверхні, що піддається механічній обробці перед нарощуванням (гальваничним покриттям, наплавленням, кільцюванням і т.п.) необхідно вказувати розмір, до якого виконується обробка. На кресленні в цьому випадку рекомендується викреслювати ескіз підготовки відповідної ділянки деталі;
5) при розробці ремонтного креслення на складальну одиницю в специфікацію повинні бути записані деталі, що відновлюють, додаткові деталі, а також деталі, що підлягають заміні;
6) при відновленні поверхні деталі з застосуванням додаткової деталі, ремонтне креслення оформлюється як складальне. Додаткова деталь викреслюється на цьому ж кресленні; або на неї розробляють своє креслення;
|
|
|
7) категорийнні і приганяльні розміри поверхонь представляються літерними позначеннями, а їхні чисельні значення приводяться в таблиці.
Таблиця міститься в правій верхній частині креслення.
Категорийними розмірами називаються ремонтні остаточні розміри деталі, установлені технічними вимогами для визначеної категорії ремонту (у технічній літературі вони часто називаються ремонтними). Приганяльними називаються ремонтні розміри деталі, установлені на пригін деталі «по місту»;
8) на поле ремонтного креслення, крім таблиці ремонтних розмірів, поміщають таблицю, у якій приводять номера, найменування й способи усунення дефектів. Номера дефектів на кресленні розміщують в колах, які розташовують на кінцях розмірних ліній поверхонь, які підлягають відновленню.
9) на поле креслення над основним написом викладають технічні вимоги, що відносяться до відновлюваних поверхонь: термічна обробка і твердість; граничні відхилення розмірів, форм і взаємного розташування поверхонь і ін.; вимоги до якості поверхонь (наявність пір, раковин, відшарувань і т.д.) і інші;
10) при необхідності на вільному полі креслення приводять указівки по базуванню;
|
|
|
11) ремонтні креслення рекомендується виконувати на форматах А1– АЗ. При цьому зображення деталі, специфікацію, технічні вимоги і таблицю категорийних розмірів (виконують на першому аркуші, а види, розрізи, перетини, таблицю дефектів можна виконувати на наступних аркушах);
12) при позначенні ремонтного креслення до позначення робочого креслення деталі додають букву «Р» (ремонтний). У випадку застосування додаткових деталей додають також букви «СБ».
Приклад оформлення ремонтного креслення приведено на рис. 3.1.
Ремонтне креслення є основним документом, по якому розробляється технологічний процес відновлення деталі.
3.1 Карти технологічного процесу відновлення деталі.
Плани операцій технологічних процесів відновлення деталі по маршрутах.
План операцій технологічного процесу розробляється для кожного окремого маршруту на підставі вивчення ремонтного креслення деталі.
Намічаючи план операцій для кожного маршруту, необхідно виходити з умов правильного базування деталі, щоб забезпечити необхідну точність обробки, зручність, простоту і надійність закріплення деталі.
При складанні плану операцій для кожного маршруту спочатку необхідно виділити найбільш відповідальні (точні) поверхні, а також дефекти, що вимагають багаторазової обробки для їхнього усунення. Потім для усунення кожного дефекту, що входить у маршрут, намічають склад і послідовність виконання технологічних операцій.
При складанні плану технологічних операцій маршруту слід виходити з таких основних положень:
1) термічні операції (ковальські, зварювальні, наплавочні і т.д.) виконуються в першу чергу, тому що при цьому в наслідку залишкових внутрішніх напружень виникає деформація деталі;
2) операції, при виконанні яких виробляється знімання метала великої товщини, також планується в числі перших, тому що при цьому виявляються можливі внутрішні дефекти і відбувається перерозподіл внутрішніх напружень, що супроводжується деформаціями деталей;
3) механічну обробку необхідно починати з виправлення базових поверхонь, а при використанні як установочних баз поверхонь що працювалинеобхідно орієнтуватися на незношені ділянки;
4) у першу чергу необхідно обробити ту поверхню, щодо якої на кресленні координована більша кількість інших поверхонь;
5) у числі наступних операцій призначаюсь механічні (слюсарні) і остаточну обробку спочатку менш точних поверхонь, а потім більш точних;
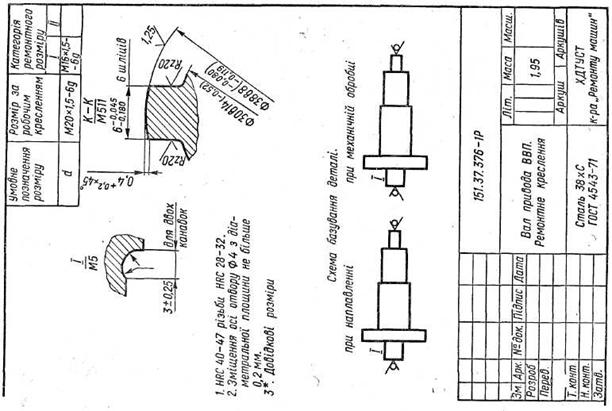

| Рис. 3.1 Приклад оформлення ремонтного креслення деталі |
6) якщо при відновленні деталі застосовується термічна обробка, то операції виконуються в такій послідовності: чорнова механічна, термічна, чистова механічна;
7) не рекомендується сполучати чорнові і чистові операції, тому що вони виконуються з різною точністю;
8) в останню чергу виконуються чистові операції;
9) закінчують обробку деталі обробкою найбільш точної поверхні;
10) останніми в маршруті часто призначають обробку поверхонь, що легко ушкоджуються, (різьблення і т.п.).
3.2 Оформлення технологічних документів на відновлення деталі.
Технологічний процес на відновлення деталі розробляють на кожний маршрут окремо. По описанню технологічний процес відновлення деталі може бути маршрутного й маршрутно-операційного типів. Для обох типів розробляють карту технологічного процесу ремонту (відновлення) деталі (КТПР) *. У КТПР маршрутного типу в графі «Найменування й зміст операцій» записують зміст (переходи) всіх операцій, у тому числі контрольних, У КТПР маршрутно-операційного типу зміст операцій можна не записувати. У цьому випадку на кожну операцію розробляють операційну карту (ОК) і карту ескізів (КЕ). Позначення цих документів указують у графі «Позначення документа» КТПР.
Для двох сполучень дефектів (маршрутів) розробляють КТПР маршрутно-операційного типу. Для однієї КТПР розробляють операційні карти й карти ескізів.
Форми КТПР, ОК і КЕ наведені в додатках 1...6, а основні вимоги по їхньому заповненню в навчальному посібнику [6, с. 136... 154].
Нижче наведені деякі додаткові відомості по заповненню МК, КТПР, ОК, КЕ й ін. документів відповідно до РТМ 70.0001.026-81.
В учбовому проекті коди в графах документів допускається не вказувати. Графи: «Коефіцієнт штучного часу», «Кількість робітників», «Кількість одночасно оброблюваних деталей», «Одиниці нормування» заповнюють, якщо документація призначена для підприємств, що мають АСУ. У учбовому проекті ці графи можна не заповнювати.
Послідовність виконання технологічних операцій у КТПР повинна відповідати раніше розробленому плану операцій для кожного сполучення дефектів (маршруту).
Розробляючи кожну ОК, необхідно обґрунтувати й призначити встаткування, інструмент, вибрати й обґрунтувати режими виконання операції, розрахувати норми часу, установити професію робітника й розряд роботи.
Технічні вимоги по контролю якості виконання робіт приводяться в операційній карті техничного контролю (ОК). Якщо необхідно проілюструвати контрольну операцію, то ескіз її приводять на карті ескізів.
На картах ескізів до операційних карт показуються способи кріплення деталей і робочий інструмент у положенні закінчення обробки; поруч із інструментом стрілками вказується напрямок його руху. Вказівки по способах кріплення (базування) деталі в процесі обробки відбиваються у вигляді умовних позначок за ДСТ 3.1107-81. На карті ескізів повинні бути зазначені дані, необхідні для виконання технологічного процесу. Оброблювані поверхні виробу варто обводити суцільною лінією товщиною, що дорівнює 2...3 контурним. На ескізах всі оброблювані поверхні умовно нумерують арабськими цифрами. Номер оброблюваної поверхні проставляють в окружності діаметром 6-8 мм і з'єднують із розмірною лінією. При цьому розміри й граничні відхилення оброблюваної поверхні в змісті операції (переходу) не вказуються. Наприклад, розгорнути отвір 1; «фрезерувати поверхню, витримавши розмір 2».
Дата добавления: 2018-05-12; просмотров: 358; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!