Характеристики шлифовальных кругов
| Характеристика круга | Затачиваниебыстрорежущих сталей | Затачивание твердыхсплавов |
| Материал абразивных зерен | Э,ЭБ | КЗ |
| Зернистость | 25–50 | 20–30 |
| Связка | К | К или Б |
| Твердость круга | СМ, С, СТ | М,СМ |
| Структура | 4–7 | 3–5 |
| Скорость резания, м/сек | 20–40 | 15–20 |
КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ И ШВОВ
Цель работы
Освоить методику проверки качества сварных соединений и швов.Изучить основные виды дефектов сварных швов, возникающих при сварке изделий, научиться определять их и делать заключение о причинах ихпоявления и способах предупреждения и устранения.
Задание
1. Изучить основные положения ГОСТ 5264–80 «Ручная дуговаясварка. Соединения сварные».
2. Уяснить основные этапы комплекса мероприятий по контролюкачества сварочных работ.
3. Изучить классификацию дефектов сварных швов.
4. Ознакомиться в лаборатории с различными методами контроля качества сварных соединений и швов.
5. Выполнить экспериментальную часть, определить вид дефекта сварного шва, указать причины его вызвавшие, дать заключение о способах его устранения и предупреждения.
6. Составить отчёт.
Оборудование рабочего места
Набор эталонных дефектов сварных соединений и швов; образцы сварных соединений и швов, имеющих дефекты; ультразвуковой дефектоскоп.
План выполнения работы
14.4.1. Изучить теоретический материал, относящийся к темелабораторной работы. Уяснить причины появления внутреннихнапряжений и деформаций, приводящие к появлению дефектов. Меры их уменьшения и предупреждения.
|
|
|
14.4.2. Изучить этапы системы контроля качества сварных соединений и швов.
14.4.3. Изучить классификацию дефектов, их название, характерные особенности, причины появления и способы устранения.
14.4.4. Провести исследование качества сварного шва с помощью ультразвукового дефектоскопа.
14.4.5. Дать заключение о качестве сварного соединения (по заданию преподавателя) методом визуального контроля. Указать способы устранения выявленных дефектов.
Справочные данные
Причины, приводящие к нарушению качества
сварочных соединений и швов
Качество сварных соединений определяет надёжность и долговечность работы машин, оборудования, различных конструкций, рабочих органов, изготовленных или восстановленных с использованием сварки.
При сварке металлов, особенно сварке плавлением, в процессе их нагрева и последующего охлаждения возникают значительные внутренние напряжения, приводящие к остаточным напряжениям и деформациям.
К числу причин, вызывающих напряжения и деформации при сваркеотносятся следующие: неравномерный нагрев; усадка наплавленного металлапри переходе его в твёрдое состояние; структурные изменения наплавленного или основного металла зоне термического влияния, сопровождающиесяизменением его объёма и др.
|
|
|
Напряжения, возникающие вследствие изменений структуры металла,характерны только для сталей, склонных к закалке, особенно легированных, т.к. образование мартенсита сопровождается увеличением объёма металла. Эти напряжения могут суммироваться в отдельных участках сварного соединения и приводить там к образованию трещин.
На рисунке 14.1 представлены структурные превращения в зоне термического влияния.
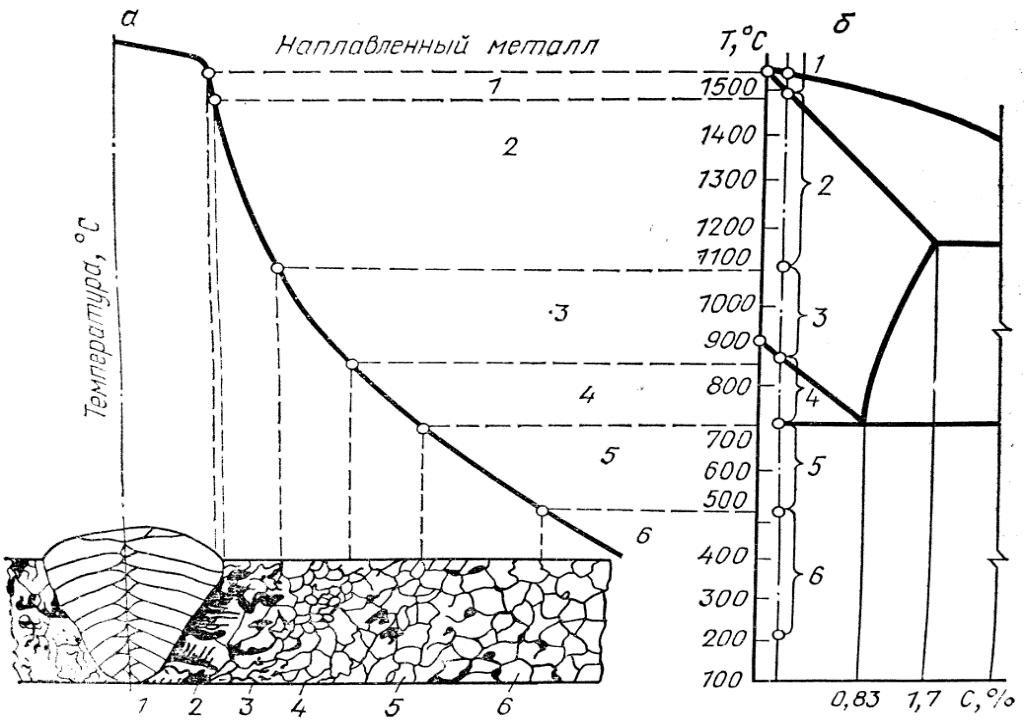
Рисунок 14.1– Структурные превращения в зоне термического влияния
Участок 1 называется «переходной зоной» или «зоной сплавления» и имеет небольшую ширину (0,1–0,4мм), состоит из частично оплавленных зерен основного металла.
Участок 2 – «участок перегрева», состоит из металла, нагретого на 50–100 °С ниже температуры плавления, его ширина 1–3мм. Из-за роста аустенитного зерна металл обладает пониженными пластичностью и прочностью.
Участок 3 – «участок перекристаллизации (нормализации)». На этом участке создаются условия для образования мелкозернистой вторичной структуры за счет нагрева до температуры 1100–1150 °С, выше линии Ас3. Ширина участка 1–4мм.
|
|
|
Участок 4 – «участок неполной перекристаллизации», металл нагрет до Ас1. Здесь наряду с зернами метала, не изменившимися при нагреве присутствуют зерна, образовавшиеся при перекристаллизации.
Участок 5 – «участок рекристаллизации или старения» включает металл, нагретый от 500 °С до температуры Ас1.
Участок 6 с нагревом до 100–500 °С не претерпевает структурных изменений.
Величина деформаций и напряжений зависит также от вида сварки, формы деталей, их размеров и зоны нагрева металла. Так при электродуговой сварке деталей простой формы напряжения и деформации менее выражены. Газовая сварка вызывает повышенные деформации вследствие наличия большей зоны термического влияния.
Кроме указанных технологических факторов, приводящих к возможному появлению дефектов при сварке, существуют и другие, связанные с неправильным подбором оборудования, электродов или присадочного материала, выбором режимов сварки.
Важное значение для получения требуемого качества имеет предварительная подготовка изделий к сварке – подготовка кромок, выполнение разделки и очистки зоны сварного шва, величина нахлёста деталей и др.
И наконец, определяющим фактором качества сварных соединений и швов является квалификация сварщика и техника выполнения работы.
Дата добавления: 2018-05-12; просмотров: 358; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!