Сварочные генераторы и преобразователи.
Сварочные генераторы и преобразователи представляют собой электрические машины, приводимые во вращение бензиновым (дизельным) или электрическим двигателем и собранных, как правило, на одном валу: рисунок 2.5
| Двигатель | Источник (генератор) сварочного тока | |
| вал |
Рисунок 2.5 – Структурная схема сварочного преобразователя
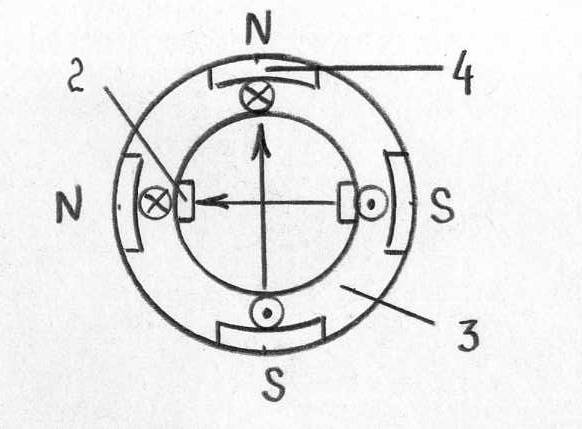
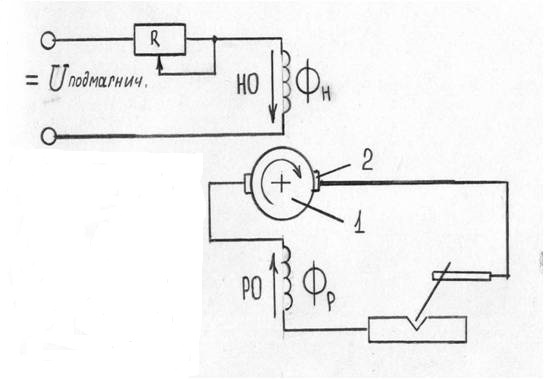
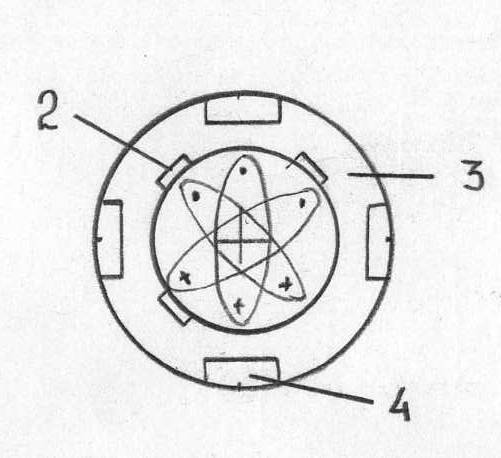
Принцип работы генераторов (преобразователей) следующий(Рисунок 2.6а,б): при запитке независимой обмотки возбуждения (НО) от аккумулятора между башмаками 4 создается магнитный поток, имеющий направление от N к S. При вращении рамок, образующих якорь 1, в них наводится электродвижущая сила, снимаемая щетками 2 и используемая для питания дуги. С увеличением тока сварки, на размагничивающей обмотке (РО) увеличивается размагничивающий поток Фр, направленный навстречу потоку Фн, благодаря чему генератор имеет крутопадающую характеристику.
Генераторы содержат: 1 – якорь, 2 – щетки, 3 – статор, 4 – полюсные башмаки.
| 
|
а)
|
 б)
б)
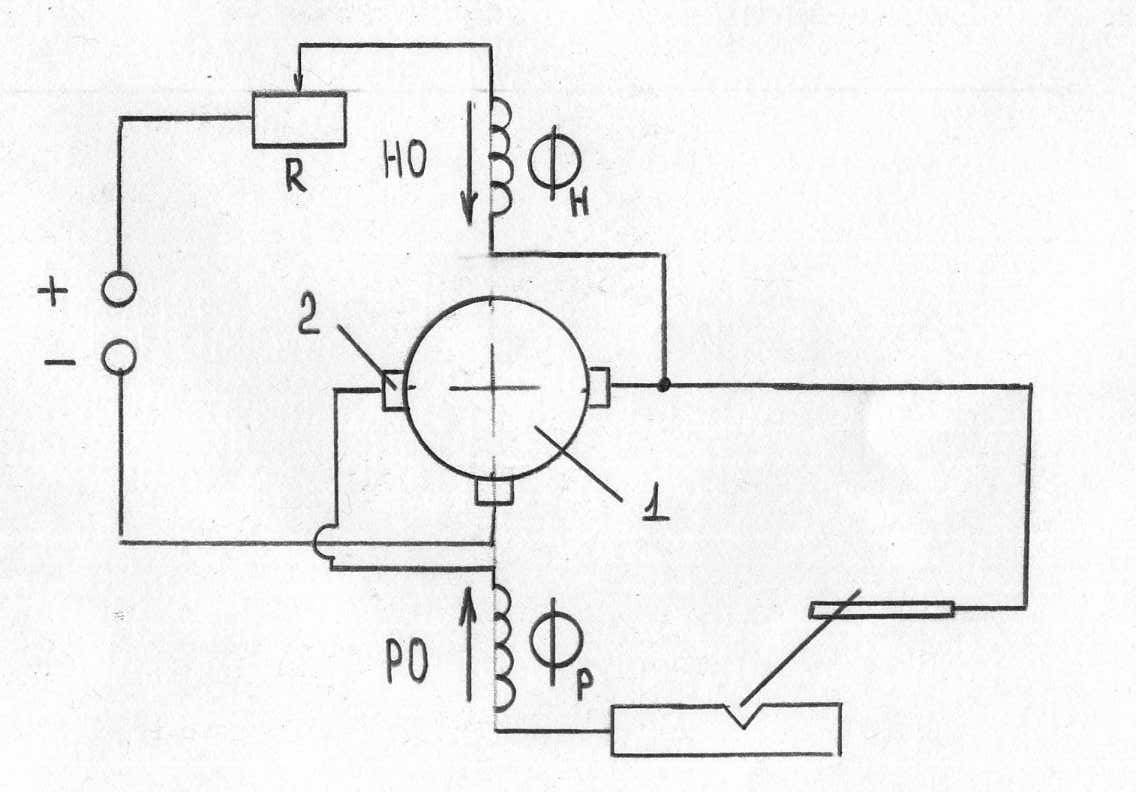
Рисунок 2.6 – Схемы сварочных генераторов
а – с независимой намагничивающей и последовательной размагничивающей обмотками возбуждения;б – с параллельной намагничивающей и последовательной размагничивающей обмотками возбуждения;(НО) – намагничивающая обмотка,
РО– размагничивающая обмотка; N и S– северный и южный полюса
Сварочные выпрямители.Рисунок 2.7.
| ≈III Ф 220–380 В |
| = 60–80 В | |||
| 1 | 2 | ||||

Рисунок 2.7 – Схема сварочного выпрямителя ВСС – 300 – 3:
1 – понижающий трехфазный трансформатор, 2 – селеновые выпрямители
Сварочные выпрямители собирают из полупроводниковых элементов, которые проводят ток только в одном направлении. Выпрямительные сварочные установки имеют высокие динамические свойства вследствие незначительной электромагнитной инерции. Ток и напряжение при переходных процессах изменяются практически мгновенно:Отсутствие вращающихся частей делают установки более прочными и надежными в эксплуатации, чем генераторы постоянного тока.
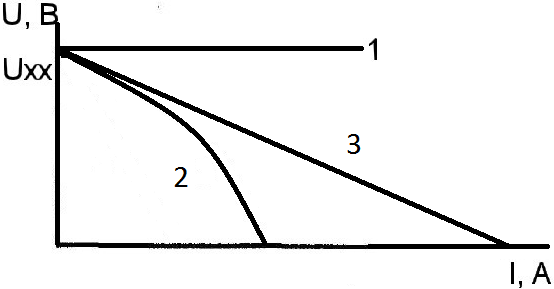
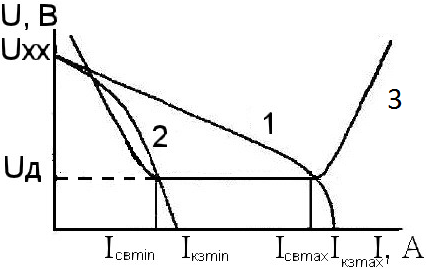
Внешние (вольтамперные) характеристики источников питания дуги(Рисунок 2.8)
а) б)
Рисунок 2.8 – Внешние (вольтамперные) характеристики источников питания дуги:
а – различных источников тока: 1 – жесткая, 2 – крутопадающая, 3 – полого–падающая;
б – для регулирования сварочного тока; 1,2 – предельные крутопадающие характеристики источника, 3 – вольтамперная характеристика дуги
Сварочные инверторы.
Сварочные инверторыпозволили совершить качественный скачок в электросварке. При прочих равных характеристиках, вес сварочного инвертора на порядок меньше, чем у любого другого сварочного аппарата, а это заметно повышает производительность сварки. Сварочные инверторы – это самые современные сварочные аппараты, которые в настоящее время почти полностью вытесняют на второй план классические сварочные трансформаторы и выпрямители.
|
|
|
Структурная схема принцип действия сварочного инвертора приведены на рисунке 2.9:

Рисунок 2.9 – Структурная схема сварочного инвертора
Переменный ток от потребительской сети, частотой 50 Гц, поступает на выпрямитель. Выпрямленный,пульсирующий ток сглаживается фильтром, затем полученный постоянный ток преобразуется инвертором с помощью специальных транзисторов с очень большой частотой коммутаций в переменный, но уже высокой частоты 20–50 кГц. Затем переменное напряжение высокой частоты через высокочастотный трансформатор понижается до 70–90 В, а сила тока соответственно повышается до необходимых для сварки 100–200 А. Высокая частота является основным техническим решением, которое позволяет добиться колоссальных преимуществ сварочного инвертора, если сравнивать с другими источниками питания сварочной дуги.
В инверторном сварочном аппарате сила сварочного тока нужной величины достигается путем преобразования высокочастотных токов, а не путем преобразования ЭДС в катушке индукции как это происходит в трансформаторных аппаратах. Предварительные преобразования электрических токов позволяют использовать трансформатор с очень малыми габаритами. К примеру, чтобы получить в инверторе сварочный ток 160А достаточно трансформатора вес, которого 250 г, а на обычных сварочных аппаратах необходим медный трансформатор с весом 18 кг.
|
|
|
Преимущества и недостатки сварочных инверторов
Главным достоинством инвертора является минимальный вес. Кроме того возможность применять для сварки электроды как переменного, так и постоянного тока. Что важно при сварке цветных металлов и чугуна. Инверторный сварочный аппарат имеет широкий диапазон регулировки сварочного тока. Это дает возможность для применения аргонодуговой сварки неплавящимся электродом.
Помимо этого в каждом инверторе есть функции: «Hotstart» (горячий старт)– когда для поджига электрода подаются максимальная величина тока, «AntiSticking» – когда при коротком замыкании сварочный ток снижается до минимума, что не позволяет электроду залипать при соприкосновении с деталью, «ArcForce» – когда для предотвращения залипания в момент отрыва капли металла ток возрастает до оптимального значения.
|
|
|
Из недостатков сварочных инверторов можно назвать высокую стоимость (в 2 – 3 раза больше, чем у трансформаторов). Как и любая электроника, инверторы боятся пыли, поэтому производители рекомендуют хотя бы раза два в год вскрывать аппарат и удалять пыль. Если он работает на стройке или производстве, то чаще, по мере загрязнения. И как любая электроника сварочные инверторы не любят мороза. Так при температуре ниже –15оС эксплуатация инвертора возможна не во всех случаях, в зависимости от того, какие детали использовал производитель. Поэтому в таких условиях, нужно смотреть на технические характеристики, заявленные заводомизготовителем. И еще одно, длина каждого из сварочных кабелей при подключении сварочного аппарата не должна превышать 2,5 метра.
Содержание отчета
В отчете должны быть цель работы, определение сварки, виды сварочной дуги, физическая сущность и свойства дуги, основные требования, предъявляемые к источникам, электрические схемы трансформаторов СТШ – 250, СТН – 300, ТС – 300, генераторов ГСО –300 и выпрямителя ВСС – 300–3, результаты измерения, по которым построили вольтамперные характеристики источников и дуги, расчеты и выводы.
Контрольные вопросы
2.7.1. Роль русских ученых в открытии и применении сварки металлов электрической дугой.
2.7.2. Сущность процесса сварки электрической дугой.
2.7.3. Требования к источникам питания сварочной дуги.
2.7.4. Объяснить по схемам сущность работы различных источников питания дуги.
2.7.5. Что называют номинальным режимом работы источника тока?
2.7.6. Достоинства, недостатки и назначение конкретного источника сварочного тока.
2.7.7. Какие правила техники безопасности должны соблюдаться при включении в сеть сварочного оборудования и выполнении дуговой сварки?
Экспериментальная часть:заполнить таблицу 2.1.
Таблица. 2.1 – Результаты измерений
| Источники питания дуги | Марка источника | Диаметр электрода, мм | Uxx, В | Uд, В | Iсв, А | Iкз, А |
| Сварочный трансформатор | ТС –500 | 3 | ||||
| 4 | ||||||
| 5 |
Приложение 2.1
Дата добавления: 2018-05-12; просмотров: 1435; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!