Изготовление трехслойных панелей
| Рис. 6.27. Переходный отсек ячеистой структуры |
В настоящее время в различных отраслях промышленности, особенно в авиастроении, судо-
6. ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ ИЗ КОМПОЗИТОВ
строении, ракетостроении и гражданском строительстве, широко применяют конструкции с заполнителями. Это объясняется тем, что они обладают, как правило, высокими параметрами жесткости и удельной прочности, вибростойкостью, хорошими тепло- и звукоизоляционными свойствами. Несущие слои, подкрепленные заполнителем, воспринимают высокие напряжения сжатия, иногда превышающие предел упругости материала. Благодаря таким свойствам изучение их прочности, создание и совершенствование процесса их конструирования и изготовления представляется актуальной задачей.
Сотовые конструкции являются типичными представителями слоистых панелей. Они представляют собой в общем случае конструкцию, состоящую из несущих слоев, сотового заполнителя, расположенного между ними, и различных элементов каркаса, например таких, как окантовки, законцовки, накладки и т.д. Типовая структура слоев трехслойной сотовой панели представлена на рис. 6.28.
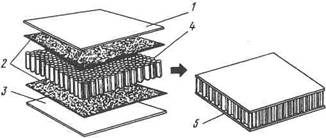
Ряс.6.28. Структура слоев трехслойной панели: / - верхняя обшивка; 2 — клеевые пленки; 3 — сотовый заполнитель; 4 — нижняя обшивка; 5 — трехслойная панель в сборе
Применение сотовых конструкций обусловлено их существенными преимуществами, среди них принято выделять следующие: большая удельная прочность; высокая жесткость и устойчивость при продольном сжатии; хорошие характеристики по усталостной прочности, особенно в зонах с повышенными акустическими нагрузками; невысокая трудоемкость при проектировании сборочных узлов за счет уменьшения числа стыков и опорных элементов в конструкции; повышенные тепло- и звукоизоляционные свойства; меньшее количество деталей, со-
|
|
|
468
469
6.3. Изготовление шпангоутов, балок, отсеков, панелей
ставляющих узел или агрегат по сравнению с подобными конструкциями из обшивок, подкрепленных силовым набором; высокое качество внешней поверхности.
Особенно широко трехслойные панели применяют в конструкциях панелей солнечных батарей, солнечных газотурбинных установках, при изготовлении различных параболических антенн, рефлекторов и размерно-стабильных элементов конструкции космического телескопа.
Изготовление параболического рефлектора
Технологический процесс базируется на автоклавном формовании параболического рефлектора трехслойной конструкции с несущими слоями из углепластика. Учитывая, что КЛТР углепластика невысокий, проводят рациональный выбор схем армирования несущих слоев материала, это позволяет обеспечить высокую размерную стабильность отражающей поверхности в процессе эксплуатации при произвольном распределении температур с градиентами до 100 К/см. Для обеспечения расчетной теоретической формы отражающей поверхности в зависимости от экономической целесообразности используют оправки, изготовленные из материалов с низким КЛТР. К таким материалам относятся ситалл, бетонокерамзит, фарфор и гранит. В зависимости от габаритов рефлектора выкладка препрега на оправку может производиться как вручную, так и на выкладочной машине. Механическая выкладка является предпочтительной, так как она исключает нарушения симметрии упругих характеристик армированного материала.
|
|
|
Схема автоклавного формования параболического рефлектора трехслойной конструкции с несущими слоями из углепластика представлена на рис. 6.29.
Температуру отверждаемого изделия измеряют в необходимых точках с помощью хромель-копелевых термопар. Для равномерной передачи необходимого давления на формируемый пакет используют многослойные вакуумные мешки, герметично закрывающие формуемое изделие на оправке и соединенные с вакуумной системой автоклава. Предусмотрены также дополнительные дренажные слои из нетканых материалов. В качестве пленок, создающих вакуум, применяют резиновые пленки, прорезиненые ткани, а также термостойкие пленки. Количест-
|
|
|
6. ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ ИЗ КОМПОЗИТОВ
во заборных клапанов на вакуумном мешке определяют для каждого конкретного случая согласно условию равномерного обжатия формуемого рефлектора. Для снижения градиента температуры охлаждаемого пакета оправка снабжена встроенными нагревательными элементами, которые регулируют отставание в разогреве оправки, закрытой отверждаемым изделием и вакуумным мешком от воздействия конвективного теплового потока.
Тепловой поток

Рис. 6.29.Схема автоклавного формования параболического рефлектора: / - оправка; 2 - цилиндрический элемент; 3 — слой препрега (обшивка); 4 — пленочный клей; 5 — перфорированный сотовый заполнитель; 6 — дренажный материал; 7 - вакуумный мешок; 8 — жгут-паста; 9 - разделительная пленка; 10 — нагревательные элементы
Рассматриваемая технология позволяет выполнить основное требование, предъявляемое к конструкции параболического рефлектора, используемого в качестве остронаправленной антенны, - минимальное отклонение рабочей поверхности при заданных градиентах температур.
Дата добавления: 2018-05-02; просмотров: 846; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!