Компонентывкорпусетипа MELF (Metal Electrode Face-bonding)
В корпусах MELF изготавливаются кремниевые диоды, катушки индуктивности, танталовые конденсаторы, металлопленочные резисторы и устройства защиты от перенапряжений. Однако в наибольших объемах выпускаются постоянные керамические конденсаторы и графитовые пленочные резисторы.
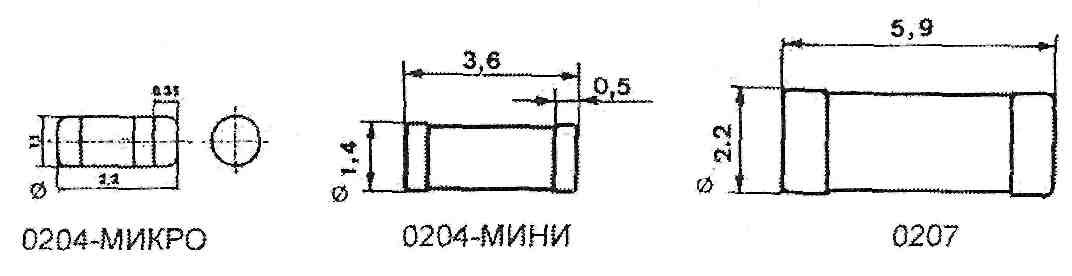

Рисунок 4.7.12 - Разновидности MELF-корпусов резисторов
Рисунок 4.7.13 - Международная цветная кодировка MELF-резисторов
Диодыитранзисторы
Корпус SOT-23 ( Small Outline Transistor). В 70-е годы появился корпус SOT-89 (рисунок 4.7.15), а в начале 80-х годов — корпус SOT-143 (рисунок 4.7.16). По своим электрическим характеристикам поверхностно-монтируемые компоненты в основном соответствовали традиционным при значительно меньших размерах.
Выбор типа корпуса зависит от мощности, рассеиваемой прибором, и реального размера полупроводникового кристалла. SOT-143 применяются для корпусирования кристаллов, имеющих площадь до 19,35 мм , с рассеиваемой мощностью от 200 до 400 мВт, корпус SOT-89 рассчитан на кристаллы площадью 38,70 мм2, рассеивающие мощности от 500 мВт до 1 Вт.

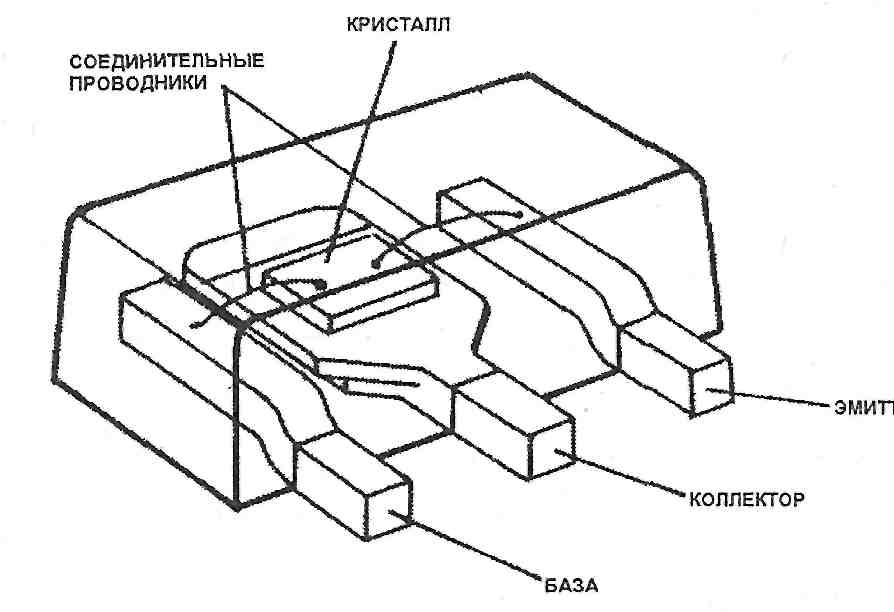
Рисунок 4.7.14 - Размеры (а) и конструкция транзисторного корпуса SOT-23 (б)
Рисунок 4.7.15 - Конструкция транзисторного корпуса SOT-89
Как видно из рисунков 4.7.14—16, транзисторные корпуса имеют очень простую конструкцию с тремя выводами: у SOT-23, SOT-143 выводы поочередно отходят от каждой из сторон корпуса, в то время как у SOT-89 они расположены по одну и ту же сторону корпуса, а центральный вывод имеет увеличенный размер для лучшего отвода тепла.
|
|
|
№21 Припойные пасты
Технология поверхностного монтажа обусловила широкое применение припойных (паяльных) паст, представляющих собой механическую смесь порошка припоя, связующего вещества, флюса и некоторых других компонентов. В настоящее время это один из наиболее перспективных, удобных и гибких способов дозирования паяльных материалов в условиях автоматизированного производства.
Припойная паста обеспечивает значительную (до 30-50 %) экономию припоя благодаря точному дозированию, а клеящие свойства позволяют использовать ее для фиксации элементов перед пайкой.
Основным компонентом пасты является порошок припоя (75-95 % по массе) в виде сферических частиц диаметром 10- 150 мкм, получаемых УЗ-распылением жидкого припоя. В качестве связующих веществ используют органические смолы или их смеси. Кроме них в пасту вводят разбавители, пластификаторы, тиксотропные вещества. Последние препятствуют оседанию частиц припоя при хранении, повышают разрешающую способность пасты, обеспечивают заданный диапазон вязкости.
Для распыления припоя применяют УЗ-установки на магнитострикционных (рисунок 4.7.17) и на пьезоэлектрических преобразователях. Получают порошки припоев ПОС61, ПОИн52, ПОСК50-18 с размером сферических частиц 10- 160 мкм, в которых содержание кислорода по массе из-за распыления в среде инертного газа не превышает 5-10-2 %.
|
|
|
№22Пайка двойной волной припоя
Для пайки плат со смешанным монтажом (компоненты, монтируемые в отверстия с одной стороны платы, и «чиповые» элементы) был разработан метод пайки двойной волной припоя(рисунок 4.7.18).
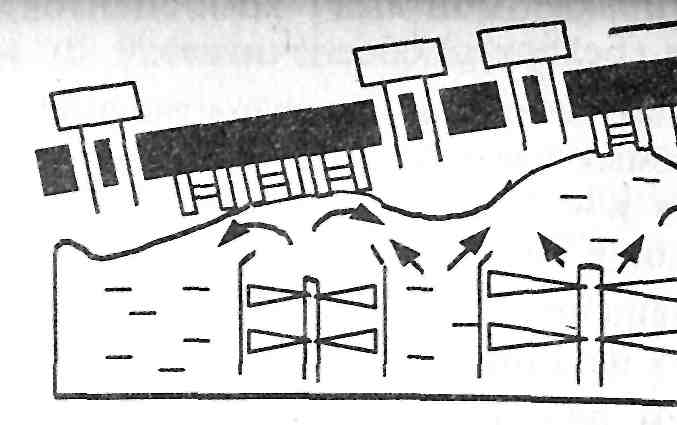
Первая волна — турбулентная и узкая, она выходит из сопла под большим давлением. Турбулентность и высокое давление припоя обеспечивают хорошее смачивание, исключают образование полостей с газообразными продуктами разложения флюса, но не исключают образования перемычек. Вторая, более пологая, волна с малой скоростью истечения устраняет перемычки припоя, а также завершает образование галтелей. Поэтому установки пайки двойной волной должны иметь отдельные нагнетатели припоя, сопла, блоки управления параметрами каждой волны. Кроме того, их дополнительно оснащают «воздушным» ножом для разрушения перемычек из припоя. Недостаток данной схемы пайки — значительные термические нагрузки на плату.
№23Пайка горячим газомнашла применение для присоединения «чиповых» элементов к многослойным керамическим платам. Инертный газ (аргон, азот или их смесь) нагревается, проходя под давлением через электронагревательные элементы мощностью 0,8—1,0 кВт. Температура газа регулируется путем изменения его скорости, напряжения на электронагревательных элементах таким образом, чтобы она превышала на 150°С точку плавления припоя. Струя газа вырывается из сопла диаметром 2,5 мм, что позволяет локализовать нагрев паяемых мест. Отсутствие контакта с источником теплоты обеспечивает высокое качество паяных соединений.
|
|
|
Фирмой Funk&MeierAGpaтана настольная установка 5Mount 201 для пайки «чиповых» элементов горячим газом. Установка снабжена стереомикроскопом для работы оператора при сборке плат размерами 250x450 мм и высотой элементов до 25 мм. Воздух под давлением 4—8 бар при регулируемой в пределах 150—450 °С температуре подается взону пайки. Установка снабжена блоком микропроцессорного управления или персональной ЭВМ (рисунок 4.7.19)
Недостаток пайки горячим газом — сравнительно медленная передача теплоты за счет конвекции, что значительно увеличивает время пайки.
№24 Герметизация - это совокупность работ по обеспечению работоспособности ЭА в процессе ее производства, хранения и последующей эксплуатации. Герметизация может быть поверхностной и объемной
|
|
|
Пропитка заключается в заполнении пор, трещин, пустот в изоляционных материалах, а также промежутков между конструктивными элементами узлов электроизоляционными негигроскопичными материалами. Одновременно с повышением влагозащиты при пропитке достигается повышение механической прочности, нагревостойкости, теплопроводности и химической стойкости.
Обволакиванием называется процесс создания покровной оболочки на поверхности изделий, предназначенных для кратковременной работы в условиях влажной среды (не боле 100 часов).
Гидрофобизация - повышение влагостойкости материалов, деталей и изделий путем нанесения на их поверхность защитной пленки. Гидрофобизацию применяют для обработки стекла, керамики, сложных диэлектриков, пластмасс и тканей.
Объемная герметизация
Заливкой называется процесс заполнения лаками, смолами или компаундами свободного пространства между деталями, изделиями и стенками кожухов. Достоинством заливки является то, что помимо защиты от климатических воздействий в большей степени, чем при пропитке, повышается механическая стойкость изделий и стойкость к вибрационным нагрузкам.Недостатки - ухудшение теплоотвода, снижение добротности, увеличение паразитных емкостей.
Стоимость герметичных корпусов довольно высока, поэтому полную герметизацию проводят в случаях, специально оговоренных в технических условиях на РЭА.Заливкой жидкими компаундами и опрессовкой под давлением производится герметизация изделий в монолитных пластмассовых корпусах. Герметичность пластмассовых корпусов недостаточно надежна.
Дата добавления: 2018-04-15; просмотров: 643; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!