Порядок выполнения резьбовых соединений
С помощью резьбовых соединений закрепляют большинство узлов на шасси, устанавливают разъемы, трансформаторы, переменные резисторы и т.п. При выполнении таких соединений. Собирая резьбовое соединение, необходимо сначала рукой закрутить винт или накрутить гайку до соприкосновения с поверхностью детали, а затем провести окончательную затяжку инструментом. При сборке многовинтовых соединений, например, при установке на шасси узлов с помощью большого количества винтов или шпилек с гайками, необходимо сохранять определенную последовательность завинчивания гаек, чтобы исключить возможный перекос или перегиб деталей.
Недокрученная гайка вызывает перегрузку соседних с ней соединений. Общий принцип — закручивать сначала средние гайки, потом несколько соседних справа и несколько соседних слева и т.д., постепенно приближаясь к краям по так называемому "методу спирали". Затягивать гайки надо постепенно, сначала затянуть гайки на одну треть момента затяжки, затем на две трети и, наконец, на полную затяжку. Затягивать одну гайку за другой нельзя, так как это может вызвать перекос и деформацию закрепляемой детали. Гайки, размещенные по кругу, надо затягивать крест-накрест, причем, также сначала все наполовину или треть затяжки, а потом в том же порядке до конца (рисунок 4.2.2).
Стопорение наглухо ,Стопорение с помощью фигурных шайб, Стопорение пружинными шайбами
|
|
|
Стопорение путем повышения сил трения ,Стопорение краской или заливочной массой
Стопорение шплинтом
Штифтовые соединенияприменяются для соединения деталей, испытывающих крутящие моменты. Используют штифты цилиндрической и конической формы из высококачественной легированной стали.
Конические штифты имеют конусностьК = (D - d) /1 и создают натяг при сборке деталей.
Цилиндрические штифтыустанавливаются в отверстия с натягом и удерживаются силами трения.
При разборке этого соединения посадка меняется – приходится подбирать штифты другого диаметра.
Технологический процесс штифтовки.
1. Установить деталь в приспособление.
2. Сверлить цилиндрическое отверстие в одной половине детали.
3. Поставить деталь на вал.
4. Сверлить сквозное цилиндрическое отверстие в валу и второй половине детали.
5. Уменьшить шероховатость отверстия при помощи конической или цилиндрической развертки.
6. Вставить штифт и произвести его посадку молотком.
Примечание: если необходимо, провести кернение для дополнительной фиксации.
Штифтовка является сложной и ответственной операцией, поскольку неправильная посадка штифта приводит к отказу аппаратуры. Штифтовые соединения как самостоятельные используются редко, обычно их применяют для стопорения резьбовых соединений.
|
|
|
Байонетное соединение
Байонетное соединение — основной вид присоединения коаксиальных разъемов, экранов пальчиковых радиоламп и других деталей. Оно удобно в разборке, но характеризуется наименьшей надежностью. При выполнении этого соединения выступы одной детали входят в прорези другой полой детали, а затяжку соединения производят, поворачивая одну деталь относительно другой.
№17 Монтажные провода. Обработка проводов.
Монтажные провода предназначены для монтажных соединений элементов РЭА. Они изготавливаются из чистой электрической меди, должны быть гибкими, эластичными и допускать фигурную укладку (выгибание по профилю) как единичных проводов, так и жгутов, которые состоят из нескольких связанных между собой монтажные проводов.
Выбор диаметра проводов и типа изоляции. Выбор диаметра монтажных проводов производится в зависимости от силы проходящего по ним тока и допустимых напряжения и нагрева. Диаметр монтажного провода определяется по формуле
 , (4.5.1)
, (4.5.1)
где ρ — удельное сопротивление материала провода, Ом∙мм2/м; L— длина провода, м;
|
|
|
1п— ток через провод, А; π = 3,14; Uп— допустимое напряжение на проводе, В.
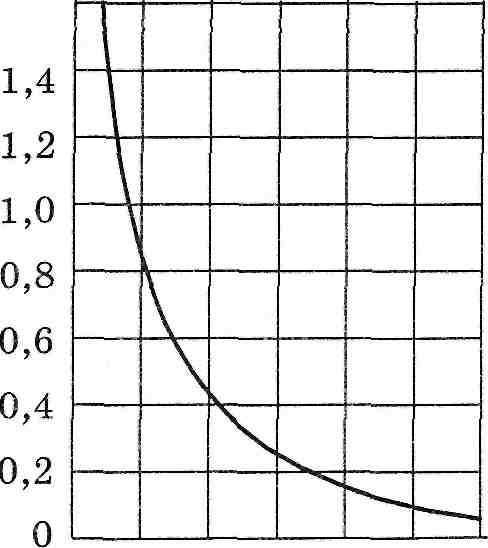 Значение Dmin уточняют с учетом его допустимого перегрева. На рисунке 4.5.2 показана зависимость допустимого диаметра провода от плотности тока, который приводит к допустимому перегреву провода на 20 °С относительно температуры окружающей среды.
Значение Dmin уточняют с учетом его допустимого перегрева. На рисунке 4.5.2 показана зависимость допустимого диаметра провода от плотности тока, который приводит к допустимому перегреву провода на 20 °С относительно температуры окружающей среды.
Рисунок 4.5.2- Зависимость допустимого диаметра проводника D0, ммот плотности токаI, А/мм2
Плотность тока определяется, как 
 (4.5.2)
(4.5.2)
По графику (рисунок 4.5.2) находят диаметр провода D0, обеспечивающий допустимый перегрев. Если D0 больше - Dmin, то в качестве необходимого принимают значение D0.
5 9 13 17 21 25
Выбор типа изоляции монтажных проводов производится в зависимости от напряжения, под которым они находятся, и условий, при которых аппаратура должна -работать. Для аппаратуры, которая работает при обычных температуре и влажности окружающей среды, используются провода с волокнистой или полихлорвиниловой изоляцией. Если же аппаратура должна работать в условиях повышенных температуры и влажности, используются провода с изоляцией из стекловолокна, резины или фторопласта-4.
|
|
|
При необходимости защиты монтажа от внешних электростатических полей, используются экранированные провода с оплеткой из стальной оцинкованной или луженой медной проволоки. В некоторых случаях используются провода со свинцовой оболочкой, например, при монтаже линии электропитания.
При монтаже РЭА может возникнуть необходимость использования экранированных проводов таких размеров и сечений, которые не выпускает промышленность. В таких случаях на монтажные провода необходимых сечений надевают специальную проволочную плетенку, а в некоторых случаях и металлический шланг.
Обработка проводов: подготовка, снятие изоляции и экранированной оплетки, зачистка. Подготовку проводов начинают с выравнивания. Затем провода разрезают на отрезки необходимой длины. После этого провода поступают на обработку концов. При этом необходимо использовать метод обжигания изоляции при помощи электроножа.
При зачистке проводов, содержащих стекловолокно, внешнюю полиэтиленовую или полихлорвиниловую изоляцию снимают электрообжиганием, внутреннюю изоляцию снимают, скручивают и откусывают на расстоянии до 1 мм от торца внешней изоляции жилы. Провод при откусывании должен быть ровным, подрезка отдельных жилок не допускается.
При удалении изоляции с жил проводов, которые имеют внешнюю хлопчатобумажную оплетку (провода БПВЛ), производится постепенная разделка изоляции. Между концами хлопчатобумажной оплетки и жилой провода оставляют участок основной изоляции длиной 3-10 мм. Для предупреждения от разлохмачивания окантовки концы проводов с волокнистой изоляцией закрепляются электроизоляционными трубками, наконечниками из пластмассы или нитролаком.
№18технология жгутового монтажа.
Совокупность разработанных проводов и кабелей, соединенных один с другим каким-либо способом и при необходимости оснащенных элементами электрического монтажа, называется жгутом.
По своему назначению жгуты подразделяются на внутриблочные и межблочные.
Типовой технологический процесс изготовления жгута состоит из следующих операций:
-резки проводов и изоляционных трубок, -укладывания проводов на шаблоне,
-обвязывания их в жгут, -обработки концов проводов жгута и их маркировки,
-контроля изготовленного жгута (прозвонки), -защиты жгута изол. лентой и его окончательного контроля.
Шаблон для раскладки жгутовпредст собой прямоуг пластину из пластмассы или фанеры, на поверхности которой нанесена схема жгута в натуральную величину и закреплены концевые и угловые шпильки.
укладывания проводов на шаблонеУкладку провода начинают, закрепив его на угловой шпильке. Затем провод кладут по схеме жгута, загибая его на угловых шпильках и закрепляя на концев шпильке.Когда все провода лежат на шаблоне, их обвязывают льняной ниткой.В жгутах, где нельзя делать замену испорченных проводов, предусматривают запасные провода, количество которых составляет 8-10% от общего числа проводов в жгуте, но не меньше двух. Длина и сечение запасных проводов должны быть равны наибольшей длине и сечению проводов, имеющихся в жгуте. Длина отводов жгута должна быть достаточной для подключения к узлам и элементам схемы прибора без натяжения; кроме того, следует иметь некоторый запас длины (10-12 мм) для повторной зачистки и припайки каждого конца провода.
При оформлении жгутов нужно выполнять следующие требования:
- два или больше параллельно расположенных изолированных провода, идущих в одном направлении и длиной более 80 мм должны быть связаны в жгут;
- укладку жгута рекомендуются начинать с экранированных проводов;
- более длинные провода нужно укладывать в верхней части жгута так, чтобы ответвление жгута выходили из-под них. Провода малых сечений (0,2 мм2) следует укладывать в центральной части жгута.
обработка концов проводов жгута и их маркировка.После вязки проводов в жгут выполняют закладку их концов. При этом все концы проводов маркируются в соответствии с монтажной схемой.
контроль изготовленного жгута (прозвонка). Затем контролируют жгут прозвонкой, для чего подключают прибор (индикатор) последовательно к концам проводов жгута с одинаковыми номерами.
№19
Припой, выбранный для пайки, должен обеспечивать получение качественного паяного соединения. Флюс должен полностью растворять оксидные пленки на поверхности соединяемых деталей и припоя и исключать их образование в момент пайки. Конструкции будущих паяных соединений должны соответствовать чертежу и быть технологичными. Во время проведения технологического процесса пайки все ПП и ЭРЭ необходимо хранить в условиях, исключающих загрязнение и окисление их поверхностей.Для пайки ПП и навесныхЭРЭ применяют низкотемпературные припои и бескислотные флюсы. Температура припоя должна обеспечивать сохранность параметров термочувствительных полупроводниковых приборов. Применяются следующие низкотемпературные припои ПОС 61, ПОССу 61-0,5, ПОСК50-18, ПСр2,5.Температура пайки определяется требованиями по теплостойкости самих элементов, которые входят в схему.
 . Обычно температура пайки 240-260 С.
. Обычно температура пайки 240-260 С.
Припой должен обладать хорошей текучестью при температуре пайки, хорошо заполнять паяемое монтажное отверстие, обеспечивать достаточную механическую прочность электромонтажного соединения и его коррозионную стойкость.Флюсы подразделяются на следующие группы:1)некоррозионные неактивные (ФКСп, ФКЭт)2)некоррозионные слабоактивные (ФКТ, ФКДТ)3)слабокоррозионные активные (Л-5)
4)коррозионные активные (ЛТИ-120).
В условиях единичного производства пайка производится паяльником.
Пайка навесных ЭРЭ производится по мере их установки в монтажные отверстия платы. Концы выводов навесных ЭРЭ перед пайкой обрезают кусачками. Навесные ЭРЭ могут быть заранее установлены в монтажные отверстия платы и закреплены в них путем подгиба выводов. Концы выводов подгибают на 2—2,5 мм в сторону печатного проводника, отходящего от контактной площадки.
Требования к паяным соединениям:
1)Форма паяных соединений должна быть каркасной с вогнутой галтелью и без излишка припоя.
2)Поверхность галтели должна быть гладкой, глянцевой или светло-матовой без тёмных пятен.
3)Не допускается трещины в паяном шве, поры, сосульки припоя, не допускаются «холодные пайки».
4)Допускается отсутствие припоя на торцевых частях обрезанных проводов.
№20
Простые корпуса
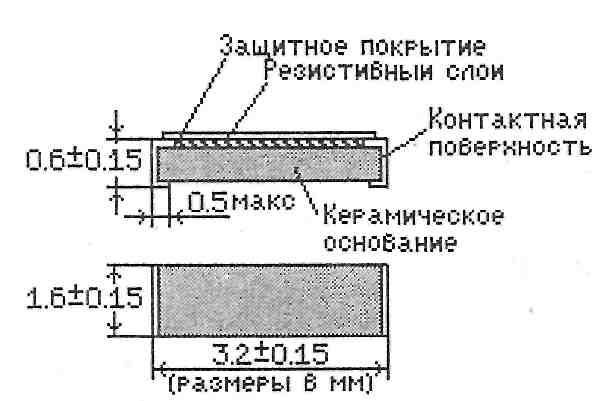
Безвыводной корпус прямоугольный формы(рисунки 4.7.1, 4.7.2, таблицы 4.7.1—4.7.3). Эти корпуса, имеющие в англоязычной литературе название «chip» (чип-корпусов), являются наиболее распространенным типом корпусов для поверхностного монтажа пассивных компонентов, например резисторов и конденсаторов. Они различаются стоимостью, габаритными размерами, рабочим напряжением (или рассеиваемой мощностью) и материалом диэлектрика (у чип-конденсаторов).
Для указания геометрических размеров таких корпусов используется краткая форма обозначения, например, 1206 означает, что компонент имеет длину 0,12 дюйма (3,048 мм) и ширину 0,06 дюйма (1,524 мм).
 Резисторы.Для резисторов типоразмер 1206 является практически промышленным стандартом. Применяются также корпуса больших и малых размеров. Типичные характеристики компонентов в этих корпусах:номинальная рассеиваемая мощность — от 0,125 до 0,25 Вт при 70 °С: номинальное напряжение — 200 В (постоянный ток);допуск на номинал резистора сопротивления — 1,2, 5%;
Резисторы.Для резисторов типоразмер 1206 является практически промышленным стандартом. Применяются также корпуса больших и малых размеров. Типичные характеристики компонентов в этих корпусах:номинальная рассеиваемая мощность — от 0,125 до 0,25 Вт при 70 °С: номинальное напряжение — 200 В (постоянный ток);допуск на номинал резистора сопротивления — 1,2, 5%;
стандартный диапазон сопротивлений — от 10 Ом до 2,2 МОм.
Рисунок 4.7.1 - Конструкция и габаритные размеры чип-резисторов
Как видно из рисунка 4.7.1, чип-резистор конструктивно состоит из керамического основания, на которое наносится резистивная пленка (например, оксид рения). По обе стороны керамического основания создаются контакты (сплав олово—свинец), сверху наносится защитный слой (жидкое стекло и др.). Резистивная пленка для увеличения сопротивления может наноситься в несколько слоев с промежуточным диэлектрическим слоем.
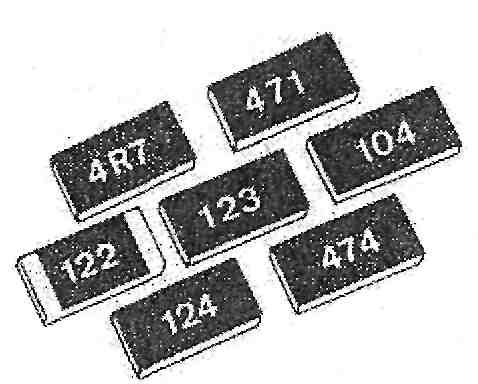 Рисунок 4.7.3 - Общий вид чип-резисторов с условным обозначением сопротивления
Рисунок 4.7.3 - Общий вид чип-резисторов с условным обозначением сопротивления
Рисунок 4.7.4 - Общий вид чип-резисторов различной мощности
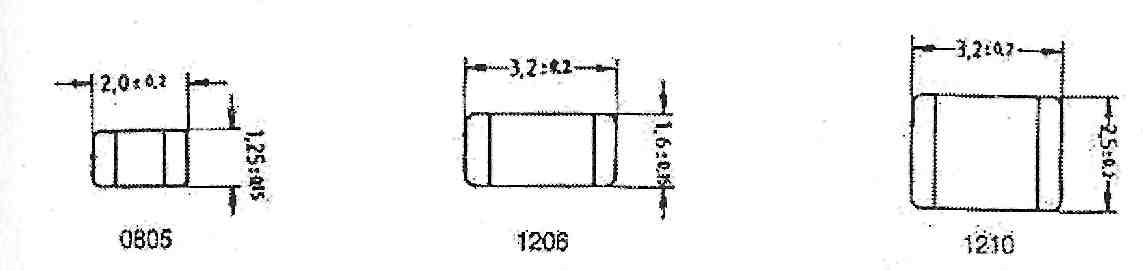
Конденсаторы.Керамические многослойные конденсаторы изготавливаются преимущественно в корпусах типоразмера 1206, особенно для номиналов среднего диапазона емкости. Получают также распространение конденсаторы типоразмеров 0805, 1210, 1812,2220 (рисунок 4.7.5).
Монолитная конструкция конденсатора обычно полностью покрывается герметиком, а внутренняя структура представляет собой пакет чередующихся слоев материалов обкладок конденсатора (электродов) и диэлектрика (рисунок 4.7.6).
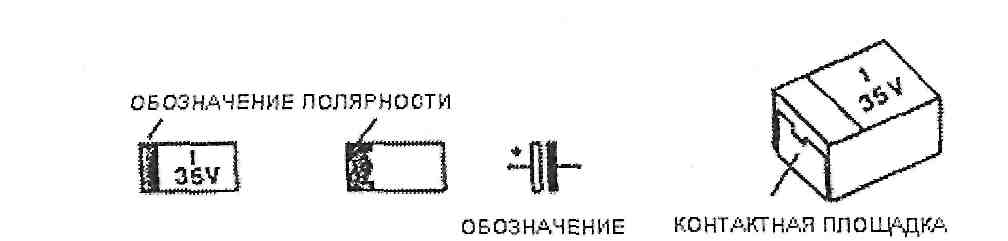

Рисунок 4.7.8 - Обозначение полярности на электролитических чип - конденсаторах
Рисунок 4.7.9 - Обозначение емкости на электролитических чип-конденсаторах
Дата добавления: 2018-04-15; просмотров: 344; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!