Назначение и типы режущих аппаратов
ИИ НГАУ

НОВОСИБИРСКИЙ ГОСУДАРСТВЕННЫЙ
АГРАРНЫЙ УНИВЕРСИТЕТ
ИНЖЕНЕРНЫЙ ИНСТИТУТ
СЕЛЬСКОХОЗЯЙСТВЕННЫЕ
МАШИНЫ
Часть 2
Машины для уборки
И послеуборочной обработки зерновых культур
Учебно-методическое пособие для самостоятельного выполнения лабораторной и расчетно-графической работ студентами очной и заочной форм обучения направления «Агроинженерия»
Анализ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА И РАСЧЕТ ОСНОВНЫХ ПАРАМЕТРОВ СЕГМЕНТО - ПАЛЬЦЕВОГО РЕЖУЩЕГО АППАРАТА
НОВОСИБИРСК 2017
Кафедра технологических машин и технологии машиностроения
УДК 631.3.076.5
Сельскохозяйственные машины: Учебно-метод. пособие для выполнения лабораторной и расчётно-рафической работ для студентов очной и заочной форм обучения направления обучения «Агроинженерия».
.Часть 2. Машины для уборки и послеуборочной обработки зерновых культур / Новосиб. гос. аграр. ун-т; Сост.: В.А. Головатюк, С.Г. Щукин - Новосибирск, 2017. - 46с.
Настоящее пособие включает краткие теоретические описания по теме, задание и описание лабораторной работы по машинам для уборки зерновых и кормовых культур с необходимыми для ее выполнения теоретическими выкладками.
Предназначены для студентов инженерного института и института заочного образования НГАУ обучающихся по направлению 35.03.06 Агроинженерия.
Утверждены и рекомендованы к изданию учебно-методическим советом Инженерного института (протокол № 8 от 28 марта 2017).
Рецензент: В.А. Патрин – д.т.н., доцент кафедры «Техносферной безопасности и электротехнологий».
© Новосибирский государственный аграрный университет, 2017
© Инженерный институт, 2017
 |
ВВЕДЕНИЕ
В обеспечении необходимых темпов развития агропромышленного комплекса страны большую роль принадлежит комплексной механизации. Только на ее основе можно перевести сельскохозяйственное производство на индустриальные методы и повысить эффективность использования средств механизации.
В связи с этим возрастает значение специалистов АПК, к которым предъявляют все более высокие требования по вопросам эффективного
использования техники.
Для успешного выполнения этих требований необходимо, чтобы инженерный персонал АПК был профессионально зрелым, теоретически грамотным, способным применять свои знания в практической деятельности.
Поэтому специалистам АПК необходимы глубокие знания обеспечивающие эффективное использование технических средств механизации процессов в конкретных условиях. взаимодействия рабочих органов с объектом обработки определяющих зависимость технологических и энергетических показателей работы от конструктивных, технологических и регулировочных параметров машин.
Современные методы обучения предусматривают необходимость повышения эффективности самостоятельной учебной работы студентов как основного способа приобретения полнообьемных, глубоких, прочных знаний и развития творческих способностей.
Самостоятельная работа будущего специалиста - одна из важных форм творческого овладения знаниями, источник их постоянного обогащения и обновления.
Самостоятельное выполнение студентами предусмотренных программой работ способствует более полному усвоению закономерностей протекания технологических процессов в сельскохозяйственных машинах и выбору наиболее оптимального режима их функционирования.
Настоящее методическое пособие предназначено для организации самостоятельной работы при выполнении лабораторной и расчетно-графической работ. Методическое пособие позволит студентам при выполнении лабораторных работ осуществлять самоконтроль знаний по предлагаемым вопросам, расчета основных рабочих органов и выбора оптимальных режимов их функционирования Методическое пособие составлено с учетом материальной базы кафедры технологических машин и технологии машиностроения. Для проверки усвоения лекционного материала и готовности студентов к выполнению лабораторной работы в начале занятия преподаватель проводит краткий опрос по вопросам входного контроля знаний. В процессе выполнения работы преподаватель оценивает самостоятельность и полноту ее выполнения. По завершении работы студенты отвечают на вопросы выходного контроля. Перед выполнением работы на лабораторных установках все студенты должны пройти инструктаж по технике безопасности. Включать установки и аппаратуру без разрешения преподавателя или учебного мастера запрещается.
Работа 1
Анализ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА И РАСЧЕТ ОСНОВНЫХ ПАРАМЕТРОВ СЕГМЕНТО - ПАЛЬЦЕВОГО РЕЖУЩЕГО АППАРАТА
На жатках зерноуборочных и кормоуборочных комбайнов, валковых жатках и косилках для срезания стеблей растений устанавливают режущие аппараты
Зерноуборочный комбаин





Назначение и типы режущих аппаратов
Режущий аппаратпредназначен для срезания растений. На жатках комбайнов и валковых жатках и косилках устанавливают следующие режущие аппараты (рис.1): сегментно-пальцевой закрытого типа (а), беспальцевой (б) или сегментно-пальцевой открытого типа (в).
Сегментно-пальцевой режущий аппарат закрытого типа состоит из пальцев 1 (см. рис.1,а), закрепленных на брусе 3, и ножа, снабженного сегментами 2. На пальцах 1 установлены противорежущие пластины 8. К левому концу спинки 4 ножа прикреплены основание 19 и головка 21 с шаром для присоединения механизма привода.
Беспальцевый режущий аппарат состоит из неподвижного ножа, образованного сегментами 23 (см. рис.1, б), и подвижного ножа с сегментами 24.
Сегментно-пальцевый режущий аппарат открытого типа снабжен подвижным ножом с сегментами и короткими пальцами 25 (см. рис.1, в) с вкладышами 26.
Ножи режущих аппаратов всех типов совершают возвратно-поступательное движение. При движении комбайна в промежутки между неподвижными элементами режущего аппарата (пальцами 1, 25 или сегментами 23) заходят стебли растений,
подвижные элементы (сегменты 2, 24) прижимают их к острой кромке неподвижных режущих элементов и срезают.
У режущих аппаратов с кривошипно-шатунным приводом ножа осевые линии сегментов и пальцев при крайних положениях должны совпадать. В случае отклонения более чем на 5 мм аппарат центрируют, изменяя длину шатуна.
Для качественного среза стеблей носки сегментов 2 и 24 должны прилегать к пластинам 8 и 26 (зазор не более 0,5 мм). Зазор между сегментом и задним краем пластины должен быть 0,5...! мм, а между прижимом 5 и сегментом 2- не более 0,5 мм. Зазоры регулируют, рихтуя прижимы и устанавливая прокладки 6 или смещая пластины трения 9. Отрегулированный нож должен свободно перемещаться от усилия руки.
Для подъема полеглых стеблей на пальцы режущего аппарата закрытого типа устанавливают стеблеподъемники (рис. 1, г). Их закрепляют хомутами 27 на каждом втором пальце при уборке изреженных и на каждом третьем-четвертом при уборке густых и длинносоломистых полеглых хлебов.
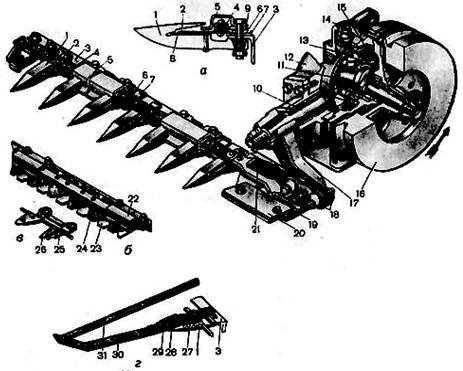
Рис. 1. Режущий аппарат комбайна «Дон-1500Б»:
а - сегментно-пальцевый закрытого типа, б - беспальцевый, в - сегментно-пальцевый открытого типа, г - стеблеподъемник, 1, 25 - пальцы, 2, 23, 24 - сегменты, 3 - брус, 4 - спинка ножа, 5, 22 - прижимы, 6 - прокладки, 7, 9 - пластины трения, 8, 26 - противорежущие пластины (вкладыши пальцев), 10 - колебательный вал, 11 - ведущий вал, 12 - корпус, 13 - палец, 14 - сапун, 15 - водило, 16 - шкив-маховик, 17 - рычаг, 18 - соединительное звено, 19 - основание головки ножа, 20 - направляющая, 21 - головка ножа, 27 - хомут, 28 - упор, 29 - пружина, 30 - пластина, 3 – перо
Конструкция режущего аппарата. На рисунке 2 показана конструкция режущего аппарата сегментно-пальцевого типа. Режущая часть - сегменты 7 - приклепаны к спинке ножа 6. Противорежущие пластины 8 закреплены на пальце 9. Пальцы болтами 2 привертывают к пальцевому брусу 1. Для придания жесткости креплению пальцы снабжены упорами 10.
В собранном виде нож передними основаниями сегментов опирается на противорежущие пластины, а задними - на пластины трения 3.
Пластины 3 предохраняют пальцевый брус от износа. Отверстия под болты крепления пластин трения сделаны увеличенного диаметра. Это необходимо для их перемещения, чтобы достичь прилегания каждой пластины трения к спинке ножа. Возможное отставание (отход вверх) сегментов от противорежущих пластин ограничивается прижимными лапками 4. Зазор между лапками и сегментом не должен превышать 0,5 мм. Указанный зазор достигается отгибом лапок.
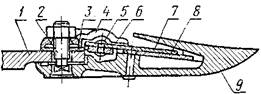
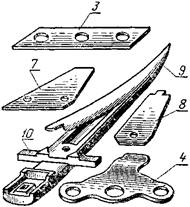
Рис. 2. Сегментно-пальцевый режущий аппарат:
1 - пальцевый брус; 2 - болт; 1 - пластина трения; 4 - прижимная лапка; 5 - заклепка; 6 - спинка ножа; 7 - сегмент; 8 - противорежущая пластина; 9 - палец; 10 - упоры.
Сегменты, противорежущие пластины и пластины трения режущих аппаратов изготавливают из стали У9А. Лезвия сегментов и противорежущих пластин подвергают закалке и отпуску до твердости HRC 50...56 на ширину не более 40 мм у переднего основания и 10...15 мм по боковым сторонам. Твердость в незакаленной части составляет HRC 35 (не более).
Спинку ножа изготавливают из стали 35; прижимные лапки - из ковкого чугуна марки КЧ 33-8; поверхность, в которую может упираться сегмент, шлифуют.
Угол заточки и острота лезвия сегмента. Угол заточки и острота лезвия сегментов влияют как на защемление и резание стеблей, так и на износоустойчивость лезвия. Чем меньше угол заточки и больше острота лезвия, тем больше режущая способность сегмента. Износоустойчивость выражает интенсивность, с которой происходит затупление лезвия. Оптимальный угол составляет 19...25°, а острота лезвия сегмента - 25...30 мкм.
Допускается работа режущих аппаратов до тех пор, пока толщина лезвия сегмента не возрастет до 80 мкм для трав и до 120...130 мкм для зерновых культур. Требуется затачивать сегменты через каждые 3...4 ч, закалка ТВЧ лезвия сегмента увеличивает продолжительность его работы между заточками.
Насечки режущей грани сегмента. Режущие грани сегментов бывают гладкими и насеченными сверху или снизу. Насечка предотвращает выскальзывание растений как при их подводе сегментом к противорежущей пластине, так и при защемлении в режущей паре. Если насечка сделана с шагом, близким к диаметру стебля, то материал растения будет заклиниваться в промежутках между зубьями насечки, что вызовет забивание режущих аппаратов и возрастание силы, потребной для среза. Чтобы этого не случилось, насечку делают с шагом, в 2...3 раза меньшим, чем диаметр стебля. У зерновых культур и сеяных трав диаметр стебля достигает 2...4 мм, а у типчаково-ковыльных степных трав - 0,4 мм. Поэтому для сегментов жаток шаг насечки выбирают равным 1...1,2 мм, а для ножей косилок - 0,2...0,3 мм. Насечка с шагом 0,2...0,3 мм получается при заточке сегментов на станках с крупнозернистыми абразивными кругами.
Сегменты с нижней насечкой затаскивают частицы растений в зазоры режущей пары. Это увеличивает трение и повышает энергозатраты на срезание стеблей. Однако сегменты с нижней насечкой можно восстанавливать путем заточки, что нельзя сделать при верхней насечке.
Зазоры в режущей паре. От зазоров зависят качество среза энергозатраты на срез и износ лезвий режущей пары.
Для высококачественной работы сопротивление Rcp срезу должно быть меньше сопротивления Rиз изгибу, т. е. Rср < Rиз.
Сопротивление изгибу интенсивно уменьшается с ростом зазора в режущей паре. При большом зазоре сопротивление стеблей изгибу может стать меньше сопротивления срезу, тогда стебель будет не срезаться, а сгибаться и затягиваться между сегментом и противорежущей пластиной. Опасность этого явления увеличивается на более высоком срезе. Затаскивание стеблей в зазоры режущей пары не только снижает качество среза, но и повышает энергозатраты на привод ножа.
Возможны следующие варианты установки сегмента относительно противорежущей пластины. Сегмент под действием собственной массы передним основанием (точка А, рис. 3, а) свободно опирается на противорежущую пластину, а задним - на пластину трения (точка В), зазор а при этом находится в пределах 0,3..1,0 мм. Так как нож лежит свободно, то при сбегании сегмента он своим передним основанием свешивается ниже плоскости противорежущей пластины, при этом лезвия сегмента и вкладыша соприкасаются в одной точке и зазор при резании равен нулю. Такая установка способствует высококачественному срезу, однако из-за трения в точке касания неизбежен износ лезвий режущей пары. Следует отметить, что указанная установка сегмента возможна только для лезвий и пластин без насечки.
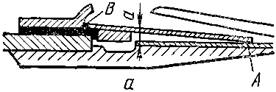

Рис. 3. Зазоры в режущей паре:
а - сегмент меньшим основанием свободно опирается на противорежущую пластину; б - сегмент не опирается на противорежущую пластину и установлен с зазором.
Для сегментов и противорежущих пластин с насечкой целесообразно другое расположение (рис. 3, б), т. е. такое, при котором сегменты не опираются на противорежущие пластины, а установлены относительно последних с зазором у меньшего основания до 0,3 мм, а у большего основания противорежущей пластины - до 1 мм.
В режущие аппараты подпорного резания (рис.4) стебель при срезе опирается на элементы машины.
Рис. 4. Аппараты подпорного среза:
а - сегментно-пальцевый; б - беспальцевый; 1 - палец; 2 - сегменты.
В сегментно-пальцевых аппаратах режущая пара - сегмент 2 (рис. 4, а) и противорежущая пластина пальца 1. Сегмент подводит растение к противорежущей пластине и, защемляя его в растворе этих элементов аппарата, срезает. В момент среза стебель опирается одновременно о противорежущую пластину (точка А) и о перовидный отросток пальца (точка В), т. е. о две опоры. Это уменьшает опасность изгиба стебля и тем самым повышает надежность среза, особенно тонкостебельных растений, которые имеют малую жесткость.
При уборке толстостебельных культур (конопля, подсолнечник, кукуруза) две опоры стебля при срезе отрицательно влияют на срез.
Врезаясь в толстый стебель, сегменты защемляются надрезанным стеблем. При двух опорах защемление значительно возрастает, что резко увеличивает усилия, действующие на сегмент и палец. Это, в свою очередь, ослабляет крепления и вызывает поломки пальцев и сегментов. Поэтому в режущих аппаратах для уборки толстостебельных культур целесообразно применять пальцы без перовидных отростков.
Сегментно-пальцевые режущие аппараты срезают растения на скоростях 1,5...3 м/с. Они не измельчают растения и менее энергоемки, чем аппараты бесподпорного резания. Однако возвратно-поступательное движение ножа вызывает знакопеременные инерционные усилия, что ограничивает значительное повышение рабочих скоростей косилок и жаток.
В беспальцевом аппарате (рис. 4, б) режущая пара - два сегмента, срезающие растение с опорой в одной точке А. Такие режущие пары меньше забиваются при уборке спутанных и полеглых растений. Однако из-за отгиба носков сегментов в процессе работы такие аппараты также склонны к забиванию. Применяют одно- и двухножевые аппараты: в одноножевом подвижен только один нож, а в двух оба ножа совершают оппозитное движение, благодаря чему увеличивается равновесие всей машины. Перемещение каждого ножа в таком аппарате в 2 раза меньше, чем в одноножевом, за счет чего уменьшаются силы инерции, действующие на нож. Однако косилки с двухножевым аппаратом имеют сложную конструкцию привода ножей.
Типы сегментно-пальцевых аппаратов. Сегментно-пальцевые режущие аппараты характеризуются следующими геометрическими и кинематическими параметрами (рис. 5): t - шаг режущей части - расстояние между осевыми линиями сегментов; t0 - шаг противорежущей части - расстояние между осевыми линиями пальцев; S - ход ножа - перемещение ножа из одного крайнего положения в другое.
В зависимости от соотношения указанных параметров различают аппараты нормального резания с одинарным пробегом ножа, нормального резания с двойным пробегом ножа, низкого резания и аппарат среднего резания.
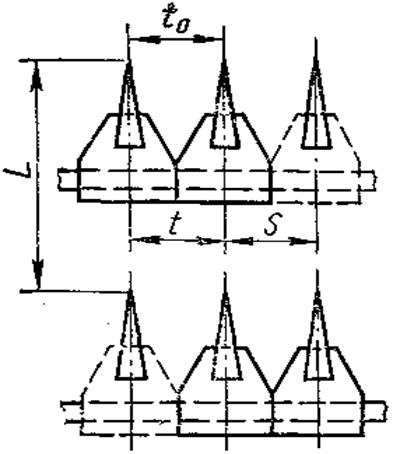
Рис. 5. Режущий аппарат нормального резания с одинарным пробегом ножа
Аппарат нормального резания с одинарным пробегом ножа (рис. 5) имеет следующие соотношения указанных параметров: t = to = S = 76,2 мм или 90 мм.
Аппарат с шагом 76,2 мм применяют в косилках, в жатках для среза трав, зерновых и технических культур, а с шагом 90 мм - для среза кукурузы, подсолнечника и других толстостебельных, культур.
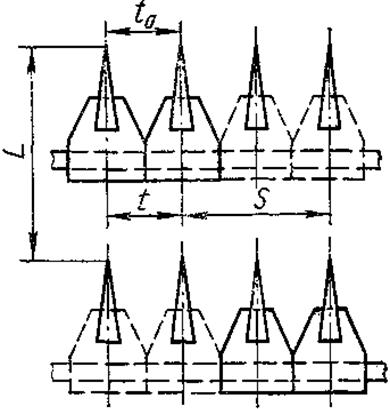
Рис. 6. Режущий аппарат - нормального резания с двойным пробегом ножа
Аппарат нормального резания с двойным пробегом ножа (рис. 6) имеет такие соотношения параметров: 2t = 2t0 = S= 152,4 мм или 101,6 мм.
Режущий аппарат с размером 152,4 мм находит применение как в косилках, так и в жатках, аппарат с размером 101,6 мм - в косилках для степных трав.
Аппараты нормального резания с некратным ходом ножа .имеют kt = kt0 = S, где 1 < k <2.
В режущих аппаратах валковых жаток указанные параметры имеют следующие значения: t = t0 = 76,2 мм, S =140 мм, k = 1,84.
Режущий аппарат низкого резания (рис. 7) характеризуется таким соотношением: t = 2t0 = S = 76,2 мм или 101,6 мм.
В первом варианте аппарат применяют в косилках, во втором - в прицепных комбайнах.
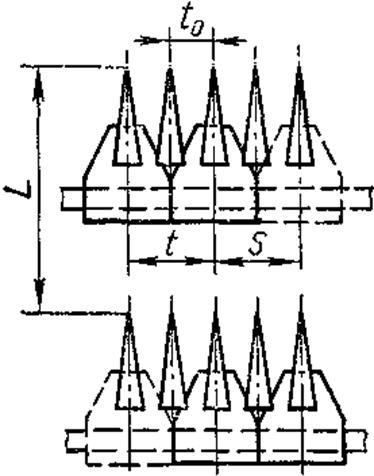
Рис. 7. Режущий аппарат низкого резания
Аппарат среднего резания (рис. 8) имеет соотношение:
t = kt0 = S = 76,2, мм или 101,6 мм, где 1,2 < k < 1,4.
Режущий аппарат с параметрами первого варианта встречается в зарубежных косилках.
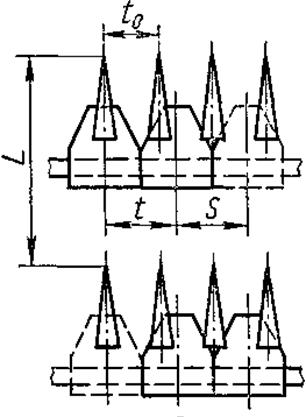
Рис. 8. Режущий аппарат среднего резания
Механизмы привода ножа
Для привода ножа используют как плоские, так и пространственные механизмы.
Кинематические схемы механизмов показаны на рисунках 9,10 и 11.Кривошипно-ползунный механизм (рис. 9) применяют для привода ножа косилок и жаток. Ось А вала кривошипа 1 смещают выше линии движения ножа 3 на некоторое расстояние h, называемое смещением (дезаксиалом). Смещение зависит от конструкции машины и условий ее эксплуатации.
В жатках и в режущих аппаратах комбайнов кривошипный вал и нож расположены на одной жесткой раме. Все звенья в таком механизме перемещаются в одной плоскости; механизм называется плоским (рис. 9, а).
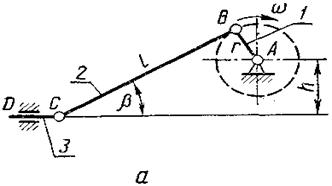

Рис. 9. Схемы кривошипно-ползунных механизмов привода ножа:
а - плоский; б - пространственный; 1 - кривошип; 2 - шатун; 3 - нож.
. При этом смещение выбирают таким, чтобы нижняя точка траектории шарнира В была выше линии движения ножа. В противном случае кривошип будет заходить в стерню и наматывать на себя растения.
Для жаток и комбайнов h = (2...3)r, где r - радиус кривошипа.
В косилках (рис. 9, б) пальцевый брус в рабочем состоянии башмаками опирается на поверхность поля. Чтобы он мог копировать рельеф поля, его шарнирно соединяют тяговой штангой с рамой косилки. Из-за упругих деформаций тяговой штанги и зазоров в шарнирах пальцевый брус (на рисунке 9, б шарнир D) отходит назад (перпендикулярно плоскости чертежа). Движение ножа и пальца кривошипа происходит в разных плоскостях, что вызывает дополнительные усилия в звеньях механизма.
Чтобы устранить появление дополнительных сил, полевой конец пальцевого бруса перед началом работы выдвигают вперед по ходу машины на некоторое расстояние с, т. е. располагают пальцевый брус под углом к плоскости вращения кривошипа. Тогда при движении машины полевой конец пальцевого бруса отойдет назад; плоскости движения ножа и пальца кривошипа совпадут.
Изменение положения пальцевого бруса в горизонтальной плоскости и вызывает необходимость иметь в механизме привода косилок шаровые шарниры В и С. Это позволяет звеньям механизма совершать перемещения в разных плоскостях, поэтому механизм привода косилок не плоский, а пространственный.
В косилках кривошипный вал нельзя разместить на пальцевом брусе, поэтому ось кривошипа располагают на раме машины. Смещение h выбирают таким, чтобы выдержать необходимый дорожный просвет между кривошипом и почвой. В косилках h = (7...8)r.
Смещение h влияет на выбор длины l шатуна. Чем больше смещение, тем больше угол β шатуна с горизонталью. С увеличением угла растут вертикальные составляющие сил, действующих на нож и пальцевый брус, что увеличивает силы трения в режущем аппарате.
Чтобы уменьшить указанные силы в механизмах привода с большим смещением, выбирают более длинные шатуны.
В жатках и комбайнах длина шатуна l = (9...10)r, а в косилках l = (15...25)r.
Шестизвенный пространственный механизм ABCDEFG (рис.10, а) привода ножа применяют в комбайнах и валковых жатках.
Палец кривошипа 1 перемещается относительно оси вала. Шарниры С и Е коромысла 3 совершают колебательное движение относительно неподвижной оси вращения D в плоскости, перпендикулярной этой оси. Шатун 2, соединяющий кривошип 1 и коромысло 3, совершает сложное движение в двух плоскостях, поэтому он с коромыслом соединен шаровым шарниром С. Движение ножа и колебания коромысла происходят также в разных плоскостях, поэтому они связаны звеном 4 через шаровые шарниры.
Коромысло, действуя на нож, не только приводит его в колебание, но и прижимает к направляющим. Сила прижатия зависит от установки оси шарнира D. Когда ось оо симметрии сегмента находится на одинаковом расстоянии от осевых линий пп и mm пальцев, ось шарнира должна быть установлена в такое положение, при котором нож 5 и звено 4 располагаются на одной линии. Такая установка уменьшает силу нормального действия на нож при отклонении звена 4.
Длину шатуна в указанных механизмах привода принимают l ≈ (15...20)r. Плечи коромысла выбирают в зависимости от хода ножа, а также исходя из конструктивных возможностей.
Рассмотренный механизм применяется для привода ножа фронтальных жаток. Механизм привода размещают с правой стороны машины. Применение таких жаток на обкосах и прокосах не рекомендуется, так как приводит к наматыванию растений на движущиеся звенья механизма привода.
Механизм с водилом - ABCEFG (рис. 10, б) - нашел применение в жатках с фронтальным расположением ножа.
Такой механизм передает движение ножу не сбоку, а в центральной его части. Водило EF и другие звенья механизма могут быть расположены между ведомой и ведущей ветвями транспортера, что препятствует наматыванию растений на звенья механизма.
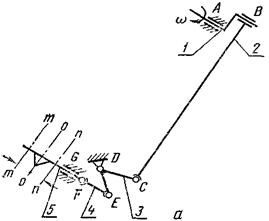
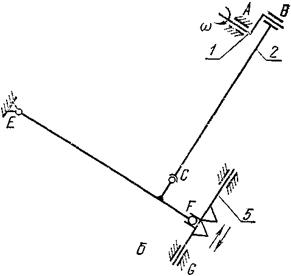
Рис. 10. Схемы пространственных механизмов привода ножа:
а - с коромыслом; б - с колебательным валом;; 1 - кривошипные валы; 2 - шатуны; 3 - коромысло; 4 - соединительное звено; 5 – ножи.
Механизм «качающаяся шайба» (рис. 11, а) представляет собой следующее. На коленчатую ось 1 насажена шайба 7. Ось шайбы расположена под углом α к оси звена 1. Шипами В шайба 7 шарнирно связана с вилкой 6.
Поводок вилки шатуном 2 через шаровые шарниры D и Е передает движение ножу 5. В этом механизме оси звена 1, шайбы 7 и вал вилки 6 пересекаются в одной точке, а звенья перемещаются в разных плоскостях. Такой механизм - пространственный сферический.
Рис. 11. Схемы пространственных механизмов привода ножа:
а - качающаяся шайба; б - качающаяся вилка; 1 - кривошипные валы; 2 - шатуны; 5 - ножи; 7 - шайба; 8 - вилка; 9 - крестовина; 10 - уравновешивающий груз.
. При равномерном движении ведущего звена шайба колеблется относительно оси вилки 6 и поворачивает вал вилки на некоторый угол. Поворот вала вызывает перемещение звена 7 и через него передает возвратно-поступательное движение ножу.
Качающаяся шайба - компактный механизм, основные части которого могут быть вынесены из зоны среза. Такой механизм применяется для привода фронтально расположенных режущих аппаратов.
Траектория абсолютного движения точек ножа.Нож режущего аппарата совершает сложное движение: во-первых, гармоническое колебательное в относительном перемещении и, во-вторых, поступательное в переносном движении. Переносное движение можно принять, как перемещение с постоянной скоростью, и выразить уравнением:
z = vt,
где v - скорость машины.
За время поворота кривошипа на 180° (ωt = π) сегмент из крайнего левого положения перейдет в крайнее правое, машина передвинется в направлении оси Z на некоторое расстояние L, называемое подачей.
Тогда
L = vπ/ω
или
L = v/2n,
где n - частота колебаний ножа.
Траектория абсолютного движения какой-либо точки А ножа (рис. 12) может быть получена графически сложением двух движений: относительного и переносного. Для этого на оси Z откладываем отрезок, равный в масштабе подаче L, через точку А проводим полуокружность радиусом г, соответствующую траектории движения пальца кривошипа при повороте его на угол ωt = π. Отрезок L и полуокружность разбиваем на одинаковое число частей. Затем находим точки пересечения вертикалей, проведенных из точек деления окружности, и горизонтальных линий, проходящих через соответствующие деления подачи L. Точки пересечения лежат на траектории абсолютного движения точки А сегмента. По эквидистантным траекториям будут двигаться любые точки ножа.
Ход ножа. При повороте кривошипа на угол ωt = π перемещение ножа с центральным механизмом привода в относительном движении есть х = 2r. Это перемещение называется ходом ножа. Следовательно, в центральном механизме привода ход ножа S = 2r.
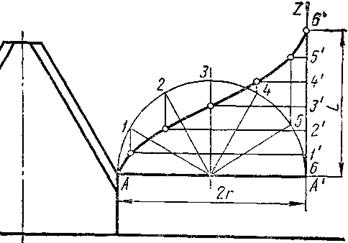
Рис. 12. Траектория абсолютного движения точки ножа.
Дата добавления: 2018-04-04; просмотров: 8245; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!