Режимы и техника ручной электродуговой сварки
В практике применяют два способа сварки - правый и левый (см. рис.8) При правом способе сварку ведут слева на право, сварочное пламя направляют на сваренный участок шва, а присадочную проволоку перемещают вслед за горелкой. Так как при правом способе пламя направлено на сваренный шов, то обеспечивается лучшая защита сварочной ванны от кислорода и азота воздуха, большая глубина плавления, замедленное охлаждение металла шва в процессе кристаллизации. Теплота пламени рассеивается меньше, чем при левом способе, поэтому угол разделки кромок делается не 90 ° , а 60-70 ° , что уменьшает количество наплавленного металла и коробление. При правом способе производительность на 20-25 %выше, а расход газов на 15-20 % меньше, чем при левом. Правый способ целесообразно применять при сварке металла толщиной боле 5 мм и металлов с большой теплопроводностью.
При левом способе сварку ведут справа налево, сварочное пламя направляют на ещё не сваренные кромки металла, а присадочную проволоку перемещают впереди пламени. При левом способе сварщик хорошо видит свариваемый металл, поэтому внешний вид шва лучше, чем при правом способе; предварительный подогрев кромок свариваемого металла обеспечивает хорошее перемешивание сварочной ванны. Благодаря этим свойствам левый способ наиболее распространён и применяется для сварки тонколистовых материалов и легкоплавких металлов.
Мощность сварочной горелки при правом способе выбирают из расчёта 120-150 дм ^ 3/ч ацетилена, а при левом -100-130 дм ^ 3/ч на 1 мм толщина свариваемого металла.
|
|
|
Диаметр присадочной проволоки выбирают в зависимости от толщины свариваемого металла и способа сварки. При правом способе сварки диаметр присадочной проволоки d = S / 2 мм., но не более 6 мм, при левом d = S / 2 + 1 мм, где S - толщина свариваемого металла, мм
Скорость нагрева регулируют изменением угла наклона a мундштука к поверхности свариваемого металла(рис. 9, а).
Чем толще металл и больше его теплопроводность, тем больше угол наклона мундштука к поверхности свариваемого металла.
В процессе сварки газосварщик концом мундштука горелки совершает одновременно два движения: поперечное (перпендикулярно оси шва) и продольное (вдоль оси шва) (рис. 9) Основным является продольное движение. Поперечное движение служит для равномерного прогрева кромок основного металла и получения шва необходимой ширины.
Газовой сваркой можно выполнять нижние, горизонтальные (на вертикальной плоскости), вертикальные и потолочные швы. Горизонтальные и потолочные швы обычно выполняют правым способом сварки, вертикальные снизу вверх - левым способом.
Пайка металлов и сплавов.
|
|
|
Пайка представляет собой технологический процесс, при котором два или более металлических элемента соединяются друг с другом посредством плавления и растекания в зазоре между ними металлического наполнителя (припоя). Температура плавления припоя всегда должна быть ниже, чем у соединяемых металлов. Пайка отличается от сварки тем, что не предполагает плавления заготовок. В прошлом почти все припои содержали свинец, но экологические проблемы вынуждают разрабатывать новые на основе металлов, отличных от свинца.
Существует доказательство того, что пайка использовалась еще 5 тысяч лет назад в Месопотамии. Исторически она применялась при изготовлении ювелирных изделий, кухонной утвари и инструментов, а также в других ремеслах, например, при сборке витражей.
В настоящее время пайка находит применение при сантехнических работах, сборке электронных приборов, упаковке тары для консервов, кровельных и дренажных работах и изготовлении ювелирных изделий.
Достоинствами пайки является то, что она позволяет разъединять стыки без повреждения спаянных кромок, что важно при ремонте различных трубопроводов, таких как систем охлаждения.
Припои
|
|
|
Припои представляют собой наполнители, изготавливаемые из различных сплавов, в зависимости от конкретных целей. В электронике применяются эвтектические металлические сплавы, содержащие 63% олова и 37% свинца (или 60/40), имеющие низкую точку плавления. Другими примерами припоев являются сплавы олова с цинком (для пайки алюминия), свинца с серебром (для эксплуатации при температуре выше комнатной), кадмия с серебром (термостойкие), цинка с алюминием (для пайки алюминия и там, где нужна устойчивость к коррозии) и олова с серебром или висмутом (применяются в электронике).
Эвтектические металлические сплавы имеют преимущества при ответственной пайке, так как ликвидус (линия плавления на диаграмме состояния сплавов) и солидус (линия затвердевания на диаграмме сплавов) у них почти одинаковы, то есть пластическая фаза отсутствует, а точка плавления является минимально возможной, что минимизирует воздействие на электронные компоненты. Также отсутствие пластической фазы способствует более быстрому смачиванию по мере нагревания припоя, что позволяет быстрее начать процесс охлаждения. Неэвтектические металлические сплавы должны оставаться неподвижными во время снижения температуры от ликвидуса до солидуса. Любое смещение во время пластической фазы может привести к образованию трещин, что чревато ненадежностью стыка.
|
|
|
Ниже приведены основные пропорции олова и свинца в соотношении с температурой плавления (олово слева, свинец справа):
63/37: плавится при 183 °C (эвтектическая пропорция с фиксированной точкой плавления)
60/40: плавится в пределах 183–190 °C
50/50: плавится в пределах 183–215 °C
В последнее время все чаще применяются бессвинцовые припои, но их недостатком является то, что они не являются эвтектическими металлическими сплавами с фиксированной точкой плавления. Более того, их температура плавления составляет порядка 250 °C, что не позволяет использовать их в ответственных местах.
Легирование припоев висмутом и серебром дает возможность варьировать точки плавления. В наиболее ответственных местах, где требуется прочность стыка, применяются припои, содержащие серебро, потому что они обладают прекрасными адгезионными и увлажняющими свойствами, а также прочностью на разрыв.
Из всех тугоплавких припоев, серебряные припои имеют наибольшую прочность и самое широкое применение. К специальным припоям предъявляются такие требования, как прочность, способность соединять алюминий, хорошая электропроводность и высокая коррозионная стойкость.
Флюсы
Назначением флюсов является облегчение процесса пайки. Одним из препятствий на пути успешной пайки является наличие в месте стыка грязи, жира или окисла. Данные загрязнители могут быть удалены механической очисткой или с помощью химических средств, но при высоких температурах, необходимых для плавления припоя, заготовки повторно окисляются. Этот эффект ускоряется по мере увеличения температуры пайки и в определенный момент пайка становится невозможной. Первым в качестве флюса начал применяться древесный уголь, который выступает в роли восстанавливающего агента и помогает предотвратить окисление в процессе пайки.
На протяжении многих лет наиболее распространенным флюсом, применяемым в электронике, была канифоль, а также жидкости на ее основе. Тем временем,в сантехнике и автомобильной отрасли, как правило, использовался флюс на основе соляной кислоты, который обеспечивал надежную очистку места пайки. Однако флюсы на основе кислот не могут быть использованы в электронике ввиду своей электропроводности, и потому что они разъедают тонкие медные провода и токонесущие дорожки из фольги. Многие флюсы также выполняют увлажняющую функцию в процессе пайки, снижая поверхностное натяжение расплавленного припоя и заставляя его течь и лучше прилегать к заготовке.
Флюсы для мягкой пайки в настоящее время доступны трех основных составов:
1. Водорастворимые флюсы – могут быть смыты водой после завершения процесса пайки. Они не содержат летучих органических вещества (ЛОВ).
2. Не предназначенные для смывания флюсы – являются достаточно мягкими, поэтому не требуют удаления, так как не проводят электричество (не могут быть причиной короткого замыкания). Однако их остаток, напоминающий птичий помет, является неприемлемым для ряда печатных плат, так как он не проходит визуальный тест, перекрывая контрольные точки. Также данный остаток может быть гигроскопичным.
3. Традиционные флюсы на основе канифоли – могут быть с активирующими веществами, либо без них. В качестве активирующего вещества обычно выступает кислота, которая увеличивает смачиваемость металлов и эффективнее удаляет окислы.
Процесс пайки
Существует три разновидности пайки, каждая из которых требует постепенного повышения температуры:
1. Мягкая пайка, чаще всего с применением оловянно-свинцового припоя.
2. Пайка с применением припоев, содержащих серебро.
3. Пайка латунными припоями.
Мягкая пайка характеризуется тем, что температура плавления припоя всегда ниже 400 °C, тогда как пайка серебряными и латунными припоями требует более высоких температур, для чего используется пламя обычной или дуговой горелки.
В процессе пайки за счет теплового воздействия плавится припой, а также нагреваются места соединения, а благодаря смачиванию припой растекается по месту стыка. При пайке многожильного провода припой покрывает отдельные жилы за счет действия капиллярности, которую иногда называют «подсосом». Капиллярный эффект при пайке также имеет место при плотном прижимании одной заготовки к другой. Пайка позволяет получить электропроводящие, водостойкие и газонепроницаемые соединения.
Каждый тип припоя имеет свои преимущества и недостатки. Мягкими припои называются потому, что в качестве основного компонента содержат мягкий свинец. Мягкая пайка использует самые низкие температуры, но стыки получаются не достаточно прочными, что не позволяет использовать ее в отраслях, отличных от электротехники и электроники.
Серебряная пайка применяется в ювелирном деле, машиностроении, а также для монтажа отдельных сантехнических систем и для нагревания требует источников с открытым пламенем, так как температура плавления среднего припоя (56% серебра) составляет 618 °C, а тугоплавкого (80% серебра) – 740 °C. При серебряной пайке стык всегда получается тверже, чем металл стыкуемых заготовок. Чаще всего применяется флюс, в состав которого входит борная кислота и денатурированный спирт. Расплавленный серебряный припой имеет свойство течь в сторону наиболее горячего участка.
Латунная пайка обеспечивает самое прочное соединение, но для плавки припоя требует температуры 450 °С, а для работы требуется спецодежда и защитные затемненные очки. Часто данным методом паяют чугунные изделия и кованую мебель.
Паяльные операции могут выполняться с применением ручного инструмента, либо на производственной линии. Ручная пайка обычно производится паяльником, паяльным пистолетом, горелкой и феном.
Одни металлы, такие как медь, серебро и золото паяются легче других, таких как чугун, мягкая сталь и никель. Хуже всего паяются алюминий и нержавеющая сталь, так как содержат толстый слой окисла. Титан, магний, чугун и некоторые высокоуглеродистые стали паяют, предварительно лудя их специальными сплавами, способствующими межфазному сцеплению.
Индукционная пайка
Индукционная пайка использует индукционный нагрев посредством токов высокой частоты, проходящих через медные катушки. Данный метод основан на явлении резистивного нагрева.
Способы пайки электронных компонентов на печатных платах
Пайка волной припоя – печатная плата (ПП) после размещения на конвейере проходит последовательные стадии: флюсование, предварительный нагрев и собственно пайка. Последняя производится при помощи волны расплавленного припоя, которая создается под проходящей по конвейеру ПП, путем нагнетания припоя в ванну насосом.
Пайка оплавлением – дозированная подача припоя на дорожки ПП с предварительно нанесенной на них паяльной пастой, которая плавится и смачивает поверхности контактных площадок и выводов (ножек) установленных на ПП компонентов, и после затвердевания образуется паяное соединение, имеющее форму галтели (полукруглого утолщения). Преимущество данного метода состоит в том, что процессы нанесения пасты и оплавления легко поддаются автоматизации.
73.Классификация и нумерация металлорежущих станков.
Классификация.Металлорежущие станки в зависимости от характера выполняемых работ и типа применяемых режущих инструментов подразделяются на 11 групп.
1. Группа токарных станковвключает станки, которые предназначаются для обработки поверхностей вращения. Общим признаком станков данной группы является использование вращательного движения заготовки ( цепь главного движения резания).
2. Группа сверлильных и расточных станковвключает свер-
лильные и расточные станки. Общим признаком станков этой группы является их назначение —преимущественная обработка круглых отверстий. Движением резания служит вращение инструмента, которому обычно сообщается также движение подачи. В горизонтально-расточных станках подача может осуществляться также перемещением стола с заготовкой.
3.Группа шлифовальных, полировальных и доводочных станковобъединяетсяпо признаку использования в качестве режущего инструмента абразивных кругов, брусков, абразивных лент, порошков и паст.
4.Группа комбинированных станковобъединяет станки для элект-рофизикохимических методов обработки.
5..Группа зубо-резьбобрабатывающих станков включает все станки,которые служат только для обработки зубьев колес и резьб, в том числе шлифовальные ( кроме станков токарной группы).
6..Группа фрезерных станков объединяет все станки, использующие в качестве режущего инструмента многолезвийные инструменты — фрезы ( главное движение – вращение фрез).
7.Группа строгальных ,долбежных и протяжных станков объединяет станки, у которых общим признаком является использование в качестве движения резания прямолинейного возвратно-поступательного движения резца или изделия.
8. Группа разрезных станковвключает все типы станков, предназначенных для разрезки и распиловки катаных материалов (прутки, уголки, швеллеры и т.. п.).
9.Группа разных и вспомогательных станков объединяетвсе станки, которые не относятся ни к одной из перечисленных выше групп.
.
Нулевая группа станков является резервной и пока ещенаименования не имеет
Группы станков подразделяются на типы, а последние, в свою очередь, — на типоразмеры.
Группы станков подразделяются на типы, а последние, в свою очередь, — на типоразмеры.
Нумерация.Принята единая система условных обозначений станков, основанная на присвоении каждой модели станка шифра (номера). Нумерация металлорежущих станков, разработанная Экспериментальным научно-исследовательским институтом металлорежущих станков (ЭНИМС), построена по десятичной системе.
Все станки делятся на 10 групп, каждая группа подразделяется на 10 типов и каждый тип — на 10 типоразмеров. Как видно из табл. 1, объединение станков по группам при нумерации основано на несколько ином принципе, чем при классификации.
Номер, присваиваемый каждой модели станка, может состоять из трех или четырех цифр и букв, причем буквы могут стоять после первой цифры или в конце номера, например: 612, 1616, 6Н82, 2620, 6Н12ПБ.
Первая цифра номера показывает группу, к которой относится данный станок. Вторая цифра указывает тип станка в данной группе. Третья или третья и четвертая цифры совместно указывают условный размер станка. Так, например, для токарных станков третья и четвертая цифры показывают высоту центров в сантиметрах или дециметрах (1620, 1616, 1670); для токарно-револьвер-ных станков и автоматов — максимальный диаметр обрабатываемых прутков в миллиметрах (1336, 1125, 1265); для сверлильных станков — максимальный диаметр сверления отверстия в мягкой стали в миллиметрах (2А125, 2А135, 2150). Для консольно-фрезерных станков третья цифра условно показывает размер стола.
Для того чтобы различить конструктивное исполнение станков одного и того же размера, но с разной технической характеристикой, между первой и второй цифрами вводится буква. Так, например, все станки моделей 162, 1А62, 1Б62, 1К62 — токарные с высотой центров 200 мм. Однако модель 162 имеет максимальное число оборотов в минуту 600, модель 1А62—1200, 1Б62—1500, а современная модель 1К62 имеет 2000 оборотов в минуту.
Буквы, стоящие в конце номера, означают различные модификации станков одной и той же базовой модели. Так, например, го-ризонтально-фрезерный станок, модели 6Н82Г представляет собой упрощенный тип базового универсально-фрезерного станка модели 6Н82, копировально-фрезерный станок модели 6Н12К является модификацией базового вертикально-фрезерного станка модели 6Н12 и т. д. В некоторых случаях четвертая цифра также означает выпуск станка прежнего типоразмера, но усовершенствованной конструкции. Например, модель 262 представляет собой горизонтально-расточный станок второго размера. Аналогичный, по размерам современный расточный станок новой конструкции обозначается 2620.
74.Механизмы станков для осуществления вращательного движения.
Наиболее распространенным видом движения в металлорежущих станках является вращательное.
Для передачи вращательного движения в станках применяют:
- ременные,
- зубчатые,
- червячные,
- цепные,
- фрикционные,
- гидравлические
- и электрические устройства.
Ременная передача осуществляется посредством плоских, клиновидных и реже круглых ремней и шкивов.
Передаточное отношение ременной передачи
i=D1/D2*η=n2/n1*η,
где
D1 - диаметр ведущего шкива в мм;
D2 - диаметр ведомого шкива в мм;
n1 и n 2 - соответствующие числа оборотов этих шкивов;
η = 0,98 - коэффициент, учитывающий проскальзывание ремня.
Зубчатая передача осуществляется посредством цилиндрических зубчатых колес (при параллельных осях валов) или конических зубчатых колес (при пересекающихся осях валов).
Передаточное отношение зубчатой передачи
i=z1/z2=n2/n1,
где z1 и z2 - числа зубьев ведущего и ведомого зубчатых колес.
Цепная передача состоит из двух звездочек и бесшумной или роликовой цепи.
Передаточное отношение цепной передачи i=z1/z2=n2/n1
где z1 и z2 - числа зубьев ведущей и ведомой звездочек.
Червячная передача состоит из ведомого червячного колеса и ведущего червяка. Передаточное отношение червячной передачи i=k/z=n2/n1,
где k - число заходов червяка;
z - число зубьев червячного колеса.
75. Механизмы станков для осуществления поступательного движения.
Поступательное движение в рассматриваемых станках осуществляется следующим образом:
механизмами, преобразующими вращательное движение в поступательное — зубчатое колесо или червяк с рейкой, ходовой винт — гайка и другие механизмы;
гидравлическими устройствами с парой цилиндр — поршень;
электромагнитными устройствами типа соленоидов, используемыми в основном в приводах систем управления.
Приведем примеры некоторых из указанных механизмов. Их условные обозначения см. в табл.3.1.
Пара зубчатое колесо-рейка имеет высокий КПД, что обуславливает ее применение в большом диапазоне скоростей движения рейки, в том числе в приводах плавного движения, передающих значительную мощность, и вспомогательных перемещений.

Червячно-реечная передача отличается от пары зубчатое колесо — рейка повышенной плавностью движения. Однако эта передача сложнее в изготовлении и имеет более низкий КПД.
Механизм ходовой винт-гайка широко применяется в приводах подач, вспомогательных и установочных движений. Он обеспечивает: малое расстояние, на которое перемещается движущийся элемент за один оборот привода; высокую плавность и точность перемещения, определяемую главным образом точностью изготовления элементов пары; самоторможение (в парах винт — гайка скольжения).
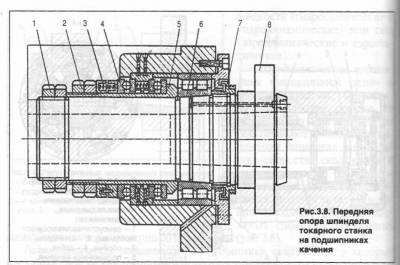
В станкостроении для ходоки винтов и гаек скольжения установлено шесть классов точности: 0 — наиболее точный; 1,2,3,4 и 5-й классы, которыми регулируются допустимые отклонения по шагу, профилю, диаметрам и пo параметру шероховатости поверхности. Конструкция гаек зависит от назначения механизма. В связи с низким КПД пары ходовой винт — гайка скольжения заменяют винтовыми парами качения (рис.3.9). В этих парах устраняется износ, уменьшаются потери на трение и могут быть устранены зазоры за счет создания предварительного натяга.
Недостатки, присущие парам винт — гайка скольжения и винт — гайка качения, связанные с особенностями их эксплуатации и изготовления, исключены в гидростатической передаче винт — гайка. Пара работает в условиях трения со смазочным материалом; КПД передачи достигает 0,99. Масло подается в карманы, выполненные на боковых сторонах резьбы гайки.

76.Основные элементы гидропривода.
Обязательными элементами гидропривода являются насос и гидродвигатель. Насос является источником гидравлической энергии, а гидродвигатель — её потребителем, то есть преобразует гидравлическую энергию в механическую. Управление движением выходных звеньев гидродвигателей осуществляется либо с помощью регулирующей аппаратуры — дросселей, гидрораспределителей и др., либо путём изменения параметров самого гидродвигателя и/или насоса.
Также обязательными составными частями гидропривода являются гидролинии, по которым жидкость перемещается в гидросистеме.
Критически важной для гидропривода (в первую очередь объёмного) является очистка рабочей жидкости от содержащихся в ней (и постоянно образующихся в процессе работы) абразивных частиц. Поэтому системы гидропривода обязательно содержат фильтрующие устройства (например, масляные фильтры), хотя принципиально гидропривод некоторое время может работать и без них.
Поскольку рабочие параметры гидропривода существенно зависят от температуры рабочей жидкости, то в гидросистемах в некоторых случаях, но не всегда, устанавливают системы регулирования температуры (подогревающие и/или охладительные устройства).
Рабочая жидкость
Рабочая жидкость (в гидроприводе) — жидкость, используемая как носитель энергии. В качестве рабочих жидкостей применяются минеральные, синтетические и полусинтетические масла, жидкости на силиконовой основе, водо-масляные эмульсии, масляно-водяные эмульсии.
• В гидроприводе рабочая жидкость является энергоносителем, благодаря которому устанавливается связь между насосом и гидродвигателем. Рабочая жидкость обеспечивает смазывание трущихся поверхностей деталей, отводит тепло, удаляет продукты износа, защищает детали от коррозии.
• Условия эксплуатации :
• температура -60 …+90 0C;
• скорость жидкости при дросселировании до 50 м/ч;
• давление 32МПа и более.
• В качестве рабочих жидкостей в гидравлическом приводе применяют
• Минеральные масла
• Водомасляные эмульсии
• Смеси
• Синтетические жидкости.
Выбор типа и марки рабочей жидкости определяется назначением и условиями эксплуатации гидроприводов машин
77.Кинематические схемы и условные обозначения механизмов.
Когда на чертежах не требуется показывать конструкцию изделия и отдельных деталей, а достаточно показать лишь принцип работы, передачу движения (кинематику машины или механизма), пользуются схемами.
Схемой называют конструкторский документ, на котором составные части изделия, их взаимное расположение и связи между ними показаны в виде условных обозначений.
Схема, как и чертеж, – графическое изображение. Разница заключается в том, что на схемах детали изображаются с помощью условных графических обозначений. Эти обозначения представляют собой значительно упрощенные изображения, напоминающие детали лишь в общих чертах. Кроме того, на схемах изображаются не все детали, из которых состоит изделие. Показывают лишь те элементы, которые участвуют в передаче движения жидкости, газа и т.п.
78.Кинематические цепи и их анализ.
Кинематическая цепь (англ. kinematic chain) — это связанная система объектов, образующих между собой кинематические пары.
Кинематические цепи имеют такую классификацию:
Простые и сложные. В простой кинематической цепи каждое из её звеньев входит в состав одной или двух кинематических пар, а в сложной кинематической цепи имеются звенья, входящие в состав трех и более кинематических пар.
Открытые и замкнутые. В открытой (незамкнутой) кинематической цепи имеются звенья, входящие в состав одной кинематической пары, а в замкнутой цепи каждое звено входит в состав 2-х и более кинематических пар.
Плоские и пространственные. Если точки всех звеньев кинематической цепи двигаются в одной или параллельных плоскостях, то такая кинематическая цепь называется плоской, в противном случае кинематическая цепь — пространственная, так как точки её звеньев описывают плоские кривые в непараллельных плоскостях или пространственные кривые.
В терминах вычисления прямой и инверсной кинематики сложность кинематической цепи определяется следующими факторами:
Топология: последовательная цепь, параллельный манипулятор, древовидная структура или граф.
Геометрическая форма: как граничат соединения, пространственно связанные друг с другом?
Понятие открытых и замкнутых кинематических цепей широко используется в биомеханике и робототехнике. Например, большинство упражнений, выполняемые со штангой, представляют собой многосуставные движения в замкнутой кинематической цепи. Захват грифа штанги двумя руками создаёт замкнутую кинематическую цепь, в которой осуществление изолированного односуставного движения становится невозможным. Незамкнутая (открытая) кинематическая цепь, в отличие от замкнутой, имеет не закреплённое свободное концевое звено (кисть, стопа), в связи с чем возможно осуществление движения в каждом отдельно взятом суставе. Замкнутая кинематическая цепь ограничивает количество степеней свободы в суставах, что в свою очередь позволяет значительно уменьшить число инерционных моментов. Незамкнутая цепь может стать замкнутой, и наоборот, например, две ноги могут замкнуть кинематическую цепь через опору в обычном положении стоя, но если одна нога оторвана от опоры – цепь будет незамкнута.
79.Основные типы токарных станков и их назначение.
Токарные станки составляют наиболее многочисленную группу металлорежущих станков и являются весьма разнообразными по размерам и по типам.
Основными размерными характеристиками токарных станков являются:
наибольший допустимый диаметр обрабатываемой детали над станиной; более часто этот размер выражают высотой центров над станиной, что характеризует наибольший допустимый радиус (полудиаметр) обрабатываемой детали над станиной;
расстояние между центрами, т. е. расстояние, равное наибольшей длине детали, которая может быть установлена на данном станке при смещении задней бабки в крайнее правое положение (без свешивания) при выдвинутой до отказа пиноли.
Все токарные станки по высоте центров могут быть разделены на три группы:
1) мелкие станки — с высотой центров до 150 мм;
2) средние станки — с высотой центров 150 — 300 мм;
3) крупные станки — с высотой центров свыше 300 мм.
Мелкие станки имеют расстояние между центрами не свыше 750 мм, средние — 750, 1000 и 1500 мм, крупные — от 1500 мм и выше.
Наибольшее распространение на машиностроительных заводах имеют средние токарные станки.
По типам различают:
Токарно-винторезные станки, предназначенные для выполнения всех основных токарных работ, включая нарезание резьб резцом при помощи ходового винта; эти станки имеют самое широкое распространение.
Токарные станки, не имеющие ходового винта, применяемые для выполнения разнообразных токарных работ, за исключением нарезания резьбы резцом.
К станкам токарной группы относятся также лобовые и карусельные станки.
Лобовые станки, снабженные планшайбой большого диаметра (до 2 м и более), служат для обтачивания крупных деталей малой длины — шкивов, маховиков, больших колец и т. д.
Карусельные станки имеют вертикальную ось вращения и, следовательно, горизонтальную поверхность планшайбы (стола). Применяются они для обработки деталей большого диаметра и малой длины. Строят их с диаметром стола до 25 м.
При обработке больших партий деталей, которые по конструкции допускают одновременную обработку несколькими резцами, применяют так называемые многорезцовые токарные станки.
При изготовлении больших партий деталей, имеющих в большинстве случаев осевые отверстия, токарная обработка производится обычно на револьверных станках.
В условиях крупносерийного и массового производства револьверные станки вытесняются более производительными токарными автоматами и полуавтоматами.
Кроме того, в машиностроении применяют различные специальные токарные станки, предназначенные для обработки какого-нибудь определенного рода деталей — коленчатых валов, прокатных валиков, паровозных и вагонных осей, бандажей и колес, кулачковых валиков и т. д.
Токарные станки каждого типа в зависимости от размеров обрабатываемых деталей и особенностей конструкции отдельных узлов и элементов различаются по моделям. Каждой модели станка присвоен определенный шифр, например 1616, 1А62, 1К62 и т. п.
В настоящее время отечественные станкостроительные заводы выпускают большое количество различных токарно-винторезных станков.
80.Устройство и назначение токарно-винторезного станка.
Токарно-винторезные станки предназначены для обработки, включая нарезание резьбы, единичных деталей и малых групп деталей. Однако бывают станки без ходового винта. На таких станках можно выполнять все виды токарных работ, кроме нарезания резьбы резцом. Техническими параметрами, по которым классифицируют токарно-винторезные станки, являются наибольший диаметр D обрабатываемой заготовки (детали) или высота Центров над станиной (равная 0,5 D), наибольшая длина L обрабатываемой заготовки (детали) и масса станка. Ряд наибольших диаметров обработки для токарно-винторезных станков имеет вид: D = 100, 125, 160, 200, 250, 320, 400, 500, 630, 800, 1000, 1250, 1600, 2000 и далее до 4000 мм. Наибольшая длина L обрабатываемой детали определяется расстоянием между центрами станка. Выпускаемые станки при одном и том же значении D могут иметь различные значения L. По массе токарные станки делятся на легкие - до 500 кг (D = 100 - 200 мм), средние - до 4 т (D = 250 - 500 мм), крупные - до 15 т (D = 630 - 1250 мм) и тяжелые - до 400 т (D = 1600 - 4000 мм). Легкие токарные станки применяются в инструментальном производстве, приборостроении, часовой промышленности, в экспериментальных и опытных цехах предприятий. Эти станки выпускаются как с механической подачей, так и без нее. На средних станках производится 70 - 80% общего объема токарных работ. Эти станки предназначены для чистовой и получистовой обработки, а также для нарезания резьб разных типов и характеризуются высокой жесткостью, достаточной мощностью и широким диапазоном частот вращения шпинделя и подач инструмента, что позволяет обрабатывать детали на экономичных режимах с применением современных прогрессивных инструментов из твердых сплавов и сверхтвердых материалов. Средние станки оснащаются различными приспособлениями, расширяющими их технологические возможности, облегчающими труд рабочего и позволяющими повысить качество обработки, и имеют достаточно высокий уровень автоматизации. Крупные и тяжелые токарные станки применяются в основном в тяжелом и энергетическом машиностроении, а также в других отраслях для обработки валков прокатных станов, железнодорожных колесных пар, роторов турбин и др.
Сборочные единицы (узлы) и механизмы токарно-винторезного станка: 1 - передняя бабка, 2 - суппорт, 3 - задняя бабка, 4 - станина, 5 и 9 - тумбы, 6 - фартук, 7 - ходовой винт, 8 - ходовой валик, 10 - коробка подач, 11 - гитары сменных шестерен, 12 - электро-пусковая аппаратура, 13 - коробка скоростей, 14 - шпиндель
Все сборочные единицы (узлы) и механизмы токарно-винторезных станков имеют одинаковое название, назначение и расположение. Смотри рисунок вверху. Типичный токарно-винторезный станок 16К20 завода "Красный пролетарий" показан на рисунке внизу.
Общий вид и размещение органов управления токарно-винторезного станка мод. 16К20:
Рукоятки управления: 2 - сблокированная управление, 3,5,6 - установки подачи или шага нарезаемой резьбы, 7, 12 - управления частотой вращения шпинделя, 10 - установки нормального и увеличенного шага резьбы и для нарезания многозаходных резьб, 11 - изменения направления нареза-ния резьбы (лево- или правозаходной), 17 - перемещения верхних салазок, 18 - фиксации пиноли, 20 - фиксации задней бабки, 21 - штурвал перемещения пиноли, 23 - включения ускоренных перемещений суппорта, 24 - включения и выключения гайки ходового винта, 25 - управления изменением направления вращения шпинделя и его остановкой, 26 - включения и выключения подачи, 28 - поперечного перемещения салазок, 29 - включения продольной автоматической подачи, 27 - кнопка включения и выключения главного электродвигателя, 31 - продольного перемещения салазок; Узлы станка: 1 - станина, 4 - коробка подач, 8 - кожух ременной передачи главного привода, 9 - передняя бабка с главным приводом, 13 - электрошкаф, 14 - экран, 15 - защитный щиток, 16 - верхние салазки, 19 - задняя бабка, 22 - суппорт продольного перемещения, 30 - фартук, 32 - ходовой винт, 33 - направляющие станины
81.Принадлежности к токарным станкам.
Для крепления заготовки
Патрон
Цанговый для зажима имеет цанги (пружинящие разрезные втулки). Они могут иметь цилиндрическую или призматическую форму. Особенно удобны такие патроны при производстве металлических деталей различных форм. В цанге можно зажать как обычный прут, так и шести- или четырехгранную заготовку, без опасности, что грани деформируются, или такая деталь будет закреплена недостаточно надежно. Кроме того цанги имеют разный диаметр и очень легко заменяются в патроне, что позволит обрабатывать самые различные заготовки с минимальными потерями по времени. Если втулки подходящего калибра не было в наборе, её всегда можно докупить. Обратите внимание, что далеко не на каждый станок можно установить патрон этого вида, к примеру, его можно закрепить на токарных станках по металлу Jet (BD-7, BD-8).
Кулачковый – самый распространенный вид патрона. Обычно он имеет несколько (от 2 до 6) цельных или сборных кулачков и устанавливается на шпиндель станка через переходной фланец, который можно приобрести отдельно, к примеру, для замены при износе.
Лучше всего такой патрон подходит для работ с круглыми заготовками. Диаметр патрона может быть от 80 до 400 мм. В зависимости от выбранного значения в нем можно будет закреплять прут с максимальным диаметром от 25 до 200 мм. Данное приспособление бывает быстрозажимным или ключевым. У последнего сила зажима регулируется вручную. Это очень важно, например, при обработке мягких металлов или дерева, где есть опасность повредить деталь при слишком сильном зажатии. Кроме того, это является гарантией, что фиксация всегда будет надежной и не будет опасности, что из-за изношенного быстрозажимного механизма заготовка вылетит или уйдет вглубь патрона.
Обратите внимание: после длительного использования может возникать незначительное биение детали при вращении, из-за стачивания одного или нескольких кулачков и соответственно смещения центра. Чтобы это исправить, кулачки растачиваются. При расточке важно учесть, из какого материала они выполнены, чтобы правильно подобрать резец. К примеру, закаленные кулачки растачивают твердосплавным расточным резцом. Отметим, что рано или поздно растачивать кулачки будет некуда и патрон придется заменять полностью.
Поводковый – применяется на токарных станках по дереву (JetMK-2, Энкор Корвет-76). Он имеет несколько зубцов, которые захватывают заготовку. Для крепления детали необходимо с помощью углового центроискателя карандашом отметить на бруске центр, просверлить там отверстие 3-5 мм глубиной, туда установить центральный зуб патрона и ударить по хвостовику киянкой для лучшего сцепления. Далее следует вставить приспособление в переднюю бабку и надеть на него заготовку. Преимущества такого патрона в более простом и быстром способе крепления бруска и в доступной цене.
Планшайба
Крепежная принадлежность, представляющая собой металлическую шайбу толщиной 10-15 мм с отверстиями различной формы. Она накручивается на шпиндель станка и применяется для фиксации заготовок большого диаметра или деталей с несимметричным сечением. Для крепления используются болты. Причем в случае зажатия деревянных заготовок они выполняют функцию зубцов, как у поводкового патрона. А когда закрепляются металлические детали, используется система резьбового соединения. Главный плюс такого устройства – очень надежное крепление заготовки на станке без необходимости дополнительной фиксации со стороны задней бабки.
Вращающийся центр
Приспособление, которое применяется при обработке металлических и деревянных деталей большой длины для исключения биения заготовки. А также при обработке материалов небольшой жесткости и в прочих случаях, когда требуется фиксация детали с обоих концов. Устанавливается центр в пиноль задней бабки. В своей конструкции он имеет вращающуюся на роликовом и шариковом подшипниках головку. Самая распространенная её форма – конус, но есть вращающиеся центры со сменными насадками в виде трех или четырехгранной пирамиды разных размеров, параллелепипеда и пр. Такой вид приспособления удобен при обработке деталей с различными отверстиями в основании. Конус Морзе (хвостовик) центра, который закрепляется в пиноли, может иметь номер от 1 до 6. Выбор подходящего следует производить в зависимости от модели станка. Обратите на это внимание, в противном случае Вы попросту не сможете установить оснастку на оборудование.
Люнеты
Основное назначение этого приспособления – организация дополнительной опоры для металлических заготовок с длиной, в 10-12 раз превышающей их диаметр. Используются люнеты для предотвращения прогибов и биения деталей, без них работа значительно усложняется. Встречаются два вида данных элементов:
Неподвижный (Люнет неподвижный для токарного станка BD-3 Jet 50000072) – закрепляется на станине с помощью плиты с нижним сцеплением.
Подвижный (Люнет подвижный для токарных станков К-400; К-401 Энкор 23301) – устанавливается на продольный суппорт и повторяет движение резца.
Приспособления для крепления оснастки
Резцедержатель
Также важная деталь любого токарного станка по металлу, она служит для крепления оснастки.
Позиционный – самый распространенный тип, на котором можно закрепить от 1 до 4-х различных режущих инструментов с квадратной державкой (Резцедержатель двухпозиционный для токарного станка BD-7 Jet 50000914). Смена установленной оснастки производится поворотом держателя с помощью специальной рукоятки. Преимущество данной принадлежности в доступной цене.
Картриджный – резцедержатель, представляющий собой основу, на которую закрепляется сменный картридж с резцом (Резцедержатель MultiFix для токарно-винторезных станков серии ZXJet 956602А). Удобно такое устройство тем, что количество картриджей, а соответственно и оснастки, не ограничено, как в случае с позиционным приспособлением. При этом картриджи бывают двух типов:
D – для закрепления резцов с квадратной державкой.
H – для фиксации оснастки с цилиндрическим основанием.
Упор
Приспособление, также называемое подручником, которое служит как подставка для стамески. Используется оно на токарных станках для деревообработки и представляет собой металлическую пластину, на которую при обточке опирается резец. Упор является регулируемым по высоте для настройки на различные виды обточки, например, при тангенциальном резание оснастка должна находиться выше оси заготовки. Данная принадлежность Вам может понадобиться, если старая пришла в негодность или если Вы переоборудуете токарный станок по металлу под деревообработку.
Внимание: переоборудовать можно не каждую модель техники. Предварительно уточните в инструкции по эксплуатации, допускает ли это Ваша.
Совет: важно чтобы подручник легко перемещался как параллельно, так и перпендикулярно детали, а также, чтобы его можно было быстро зафиксировать в необходимом положении. Это ускорит Вашу работу и исключит рывки, из-за которых стамеска может соскочить.
Сверлильный патрон
Специальный вид патрона для закрепления сверел, зенкеров и разверток. Данное приспособление по строению идентично с кулачковым патроном электродрели, закрепляется в пиноли задней бабки с помощью конуса Морзе, также как и вращающийся центр. Без него не обойтись, если Вы планируете изготавливать детали с отверстиями. Обратите внимание, для его установки важно чтобы у станка был ход пиноли задней бабки (в некоторых моделях он составляет 100 мм - Токарный станок JWL-1442 708358LM).
Не важно какая из дополнительных принадлежностей Вам понадобилась, в нашем интернет-магазине представлены все из перечисленных. Выбор подходящей осуществить очень просто – в её названии всегда указывается, для какого станка эта оснастка предназначена, причем это может быть как целая группа оборудования, так и конкретные модели. Чтобы оформить заказ того или иного приспособления – позвоните нашим менеджерам по бесплатному телефону.
82.Обработка конических и эксцентрических поверхностей точением.
Образование конической поверхности на обрабатываемой детали может осуществляться на токарно-револьверном станке широкими резцами. Широкий резец устанавливают на поперечном или револьверном суппорте так, чтобы его режущая кромка находилась под углом уклона конуса к оси вращения детали.
Обрабатывать наружные и внутренние конические поверхности детали можно врезанием широким резцом с шириной режущей кромки, не превышающей 10—15 мм. При более широких резцах возможно возникновение вибраций. Эти вибрации тем сильнее, чем больше длина детали, меньше ее диаметр и угол уклона конуса и чем дальше расположен конус от патрона станка. Возникновение вибраций возможно и в том случае, когда вылет резца велик или резец закреплен недостаточно прочно.
Для уменьшения искажения образующей конической поверхности и уменьшения отклонения угла уклона конуса необходимо устанавливать резец режущей кромкой строго по оси вращения детали.
При обточке наружных конических поверхностей могут применяться обычные проходные резцы, а при обработке внутренних конических поверхностей —расточные резцы. Угол уклона конуса на обрабатываемой поверхности детали образуется перемещениями резца по копирной линейке, с которой резец связан через поперечный или револьверный суппорт
Конические отверстия можно обрабатывать коническим зенкером, а затем конической разверткой, если требуется отверстие большей точности. Если необходимо получить коническое отверстие в сплошном материале, то предварительно сверлят отверстие сверлом на 0,5 мм меньше меньшего диаметра конуса, а затем применяют зенкер. Для уменьшения съема металла зенкером иногда отверстие выполняют ступенчатыми сверлами разного диаметра.
83.Технология нарезания резьб на токарном станке.
При нарезании резьбы на заготовке, установленной на токарном станке, с помощью резца такой процесс выглядит следующим образом: инструмент, перемещающийся вдоль оси вращающейся детали (движение подачи), своей заостренной вершиной прочерчивает на ее поверхности линию винтового типа. Характерным параметром винтовой линии, формируемой резцом на поверхности заготовки, является угол ее подъема или увеличения. Величина данного угла, измеряемого между касательной, расположенной к винтовой линии, и плоскостью, которая перпендикулярна оси вращения детали, определяется:
величиной подачи режущего инструмента, перемещающегося вдоль оси заготовки;
частотой, с которой вращается деталь.
Не менее важным параметром винтовой линии является ее шаг, который характеризует расстояние между ее соседними витками. Измеряется это расстояние по оси обрабатываемой детали.
Поверхность заготовки с резьбой может быть цилиндрической и конической. На характеристики резьбового соединения значительное влияние оказывает профиль резьбы, то есть ее контур в плоскости. Выделяют профили:
треугольные;
трапецеидальные;
прямоугольные;
упорные;
круглые.
Резьба на поверхности детали может быть сформирована одной винтовой ниткой (однозаходная) или несколькими (многозаходная). Если нарезают несколько винтовых ниток, то их располагают эквидистантно по отношению друг к другу.
Посчитать количество ниток можно в начале резьбовой поверхности. Многозаходная резьба, кроме шага, характеризуется таким параметром, как ход. Это расстояние, измеряемое между двумя однотипными точками двух соседних витков, которые сформированы одной ниткой. Измеряется такое расстояние по линии, располагающейся параллельно оси резьбовой детали. У однозаходной резьбы, сформированной одной ниткой, ход равен шагу, а для многозаходной его можно вычислить, если умножить шаг на количество заходов.
84. Устройство и назначение вертикально-сверлильного станка. Приспособления к сверлильным станкам.
Конструкция бытового сверлильного станка включает следующие основные элементы:
шпиндельную бабку с закрепленным в ней патроном под сверла;
сверлильную головку, в которой установлены шпиндельная бабка и электродвигатель с ременным приводом;
вертикальную стойку-колонну, на которой закреплена сверлильная головка;
массивную станину – плоскую опору, выполненную из литого металла (стали или чугуна) и обеспечивающую устойчивость станка, к которой жестко закреплена стойка.
Сверлильный станок может быть просто установлен станиной на стол либо дополнительно закреплен болтами через отверстия в опоре к верстаку.
Сверлильный станок может быть оснащен специальным рабочим столом, закрепленным консольно на стойке. На одних моделях оборудования его можно опускать и поднимать вручную, а затем фиксировать в необходимом положении стяжным болтом. На других для этого установлен реечный механизм подачи, приводимый в действие рычажной рукоятью. Таким образом, с помощью подвесного стола можно регулировать высоту установки заготовки и глубину просверливаемых отверстий. В нем тоже есть прорези. Они предназначены для тех же целей, что и у рабочего стола станины.
85.Устройство и назначение универсального горизонтально-фрезерного станка.
Фрезерной станок представляет собой один из самых распространённых подвидов оборудования для обработки различных металлических заготовок и деталей. Основной частью станка является фреза – режущий инструмент с несколькими лезвиями, закреплённый на шпинделе. В универсальных фрезерных станках шпиндель располагается под углом 90° к заготовке, однако другие модели (например, широкоуниверсальный станок) имеют дополнительную шпиндельную головку на выдвижной конструкции, позволяющей менять угол наклона фрезы.
Горизонтальные фрезерные станки – имеют горизонтальный шпиндель и консоль, которая может перемещаться перпендикулярно шпинделю в нескольких направлениях. Используются для работы с изделиями среднего веса и небольшого размера;
Основой фрезерного станка является станина – устойчивая база, на которой закрепляются прочие части устройства. Внутри станины располагаются коробка скоростей и полый вал шпиндельного механизма. Фреза станка поддерживается при помощи “хобота” – специальной конструкции с подвесками.
В процессе работы консоль с коробкой подач движется по вертикальным направляющим станины. В это же время салазки с поворотным механизмом, несущим продольный стол, перемещаются в поперечном направлении по направляющим консоли. Стол может поворачиваться вокруг вертикальной оси и таким образом менять своё положение и в горизонтальной плоскости (по отношению к оси шпинделя).
После запуска двигателя станка при помощи коробки передач крутящий момент передаётся на шпиндель. На переднем торце шпинделя монтируется фрезерная оправка, обычно представляющая собой так называемый конус Морзе – стержень конической формы, на котором с помощью колец и гаек фиксируется режущий инструмент (фреза). У моделей станков с расширенным функционалом шпиндельных головок может быть несколько – как правило, дополнительная головка более подвижна и может работать как отдельно, так и параллельно с основной, осуществляя фрезеровку изделий сложной конфигурации, а также такие виды работ, как сверление, растачивание и пр.
86.Работы, выполняемые на фрезерных станках и методы фрезерования.
Процесс фрезерования, применяемый при обработке самых разнообразных плоских, а также фасонных поверхностей, отличается высокой производительностью. Условия резания фрезой существенно отличаются от условий работы другими инструментами, например, при точении и сверлении, так как при фрезеровании каждый зуб фрезы участвует в резании периодически, выполняя работу резания лишь в течение незначительной части своего оборота, только на угле контакта с заготовкой. За остальную часть оборота зуб фрезы не режет, непрерывно обдувается воздухом и успевает несколько охладиться. Кроме того, поскольку фреза является многолезвийным инструментом, работа резания выполняется одновременно несколькими зубцами.
Работы, выполняемые на фрезерных станках можно разделить на несколько видов.
1. В первую очередь выделяют обработку горизонтальных поверхностей. В этом случае фрезерование выполняется на горизонтально-фрезерных станках. Однако иногда, за счёт более жёсткого крепления фрезы, лучше выполнять подобную работу на вертикально-фрезерных станках.
2. Вертикальные поверхности можно фрезеровать на горизонтально-фрезерных, либо продольно-фрезерных станках, с помощью торцевых фрезерных головок. Для выполнения подобной задачи на вертикально-фрезерном станке используется боковые фрезы с зубцами. Для обработки наклонных поверхностей на вертикально-фрезерном станке устанавливается шпиндель под углом к поверхности, а головка торцовой фрезы производит фрезерование.
3. Кроме того, на вертикально-фрезерных станках можно осуществлять фрезерования пазов разнообразной формы, используя специальные одноугловые или Т-образные фрезы.
.
87. Геометрия токарного проходного резца.
Знание геометрии токарного резца и умение затачивать его должен знать каждый токарь. От геометрии и заточки резца зависит очень много, например качество изготовляемой продукции, долговечность резца с момента заточки и до следующей переточки, стружкообразование и многое другое.
Резец состоит из:
Головки - (пластинка твердосплавная или быстрорежущая рабочая (режущая) часть резца).
Тело или стержень - (часто применяют обычную сталь), предназначено для крепления резца.
Опорная поверхность – служит для крепления резца в резце держателе и горизонтального положения.
Передняя поверхность – служит для схода стружки. Передняя поверхность может быть отрицательной (вершинка резца смотрит вверх) и положительной (вершинка резца смотрит вниз, то есть вершинка ниже главной режущей кромки резца) в зависимости от вида обработки.
Главная режущая кромка – служит для резания материала.
Вспомогательная режущая кромка – с пересечением главной режущей кромкой образуют вершину резца.
Вершина лезвия – это точка соприкосновения обрабатываемого материала и режущего инструмента.
Главная задняя поверхность – служит для поддержки пластины (головки резца). От угла главной задней поверхности зависит износостойкость резца.
Вспомогательная задняя поверхность – предназначена для свободного передвижения режущего инструмента по обрабатываемой поверхности.
Геометрия резца
И так, разобравшись, из чего состоит резец, переходим непосредственно к геометрии резца.
По передней поверхности лезвия Аγ сходит стружка.
Главная задняя поверхность лезвия Аα обращена к обрабатываемой поверхности заготовки.
Главная и вспомогательная режущие кромки образованы пересечением передней поверхности с задней.
Основная плоскость Рυ это координатная плоскость, проведенная через рассматриваемую точку режущей кромки перпендикулярно
направлению скорости главного движения резания в этой точке.
Плоскость резания Рn координатная плоскость, касательная к режущей кромке в рассматриваемой точке и перпендикулярная основной плоскости.
Главная секущая плоскость Рτ координатная плоскость, перпендикулярная линии пересечения основной плоскости и плоскости резания.
Передний угол резания γ это угол в секущей плоскости между передней поверхностью лезвия и основной плоскостью. Главным передним углом γ будет угол в главной секущей плоскости. От величины переднего угла зависит сход стружки.
Задний угол α это угол в секущей плоскости между задней поверхностью лезвия и плоскостью резания, а в главной секущей плоскости этот угол называется главным задним углом. Увеличение заднего угла приводит к уменьшению угла заострения β, и следовательно к ослаблению режущей кромки, выкрашиванию и преждевременному выходу инструмента из строя.
88.Основные типы токарных резцов и их конструкция.
Классификация токарных резцов регламентируется требованиями соответствующего ГОСТ. Согласно положениям данного документа, резцы причисляется к одной из следующих категорий:
цельный инструмент, полностью изготовленный из легированной стали. Существуют также резцы, которые изготавливаются целиком из инструментальной стали, но используются они крайне редко;
резцы, на рабочую часть которых напаивается пластина, выполненная из твердого сплава. Инструменты данного типа получили наибольшее распространение;
резцы со сьемными твердосплавными пластинами, которые крепятся к их рабочей головке при помощи специальных винтов или прижимов. Используются резцы данного типа значительно реже по сравнению с инструментами других категорий.
Различаются резцы и по направлению, в котором совершается подающее движение. Так, бывают:
токарные инструменты левого типа — в процессе обработки они подаются слева направо. Если положить сверху на такой резец левую руку, то его режущая кромка будет располагаться со стороны отогнутого большого пальца;
правые резцы — тип инструмента, получившего наибольшее распространение, подача которого осуществляется справа налево. Для идентификации такого резца, на него необходимо положить правую руку — его режущая кромка будет располагаться, соответственно, со стороны отогнутого большого пальца.
Отличие левых и правых резцов
Отличие левых и правых резцов
В зависимости от того, какие работы выполняются на токарном оборудовании, резцы подразделяются на следующие типы:
для выполнения чистовых работ по металлу;
для черновых работ, которые также называются обдирочными;
для получистовых работ;
для выполнения тонких технологических операций.
Виды токарных резцов по металлу
В статье мы рассмотрим весь спектр токарных резцов по металлу и определим назначение и особенности каждого из них. Важное уточнение: к какому бы типу ни относились резцы, в качестве материала их режущих пластин используются определенные марки твердых сплавов: ВК8, Т5К10, Т15К6, значительно реже Т30К4 и др.
Проходные прямые резцы
Используют инструмент с прямой рабочей частью для решения тех же задач, что и резцы отогнутого типа, но он менее удобен для снятия фасок. В основном таким инструментом для токарного станка по металлу (к слову, не получившим широкого распространения) обрабатывают внешние поверхности цилиндрических заготовок.
Проходные прямые резцы
Проходные прямые резцы
Державки таких резцов для токарного станка выполняются в двух основных типоразмерах:
прямоугольная форма – 25х16 мм;
квадратная форма – 25х25 мм (изделия с такими державками используются для выполнения специальных работ).
Проходные отогнутые резцы
Такие типы резцов, рабочая часть которых может быть отогнута в правую или левую сторону, используют для обработки на токарном станке торцевой части заготовки. С их помощью также снимают фаски.
Проходные упорные отогнутые резцы
Такие инструменты для токарного станка по металлу могут изготавливаться с прямой или отогнутой рабочей частью, но на этой конструктивной особенности не акцентируют внимание, а просто называют их проходными упорными.
Подрезные отогнутые резцы
Внешне такой подрезной резец очень напоминает проходной, но у него другая форма режущей пластины – треугольная. При помощи таких инструментов для токарного станка по металлу заготовки обрабатывают по направлению, перпендикулярному оси их вращения. Кроме отогнутых, есть и упорные виды таких токарных резцов, но область их применения очень ограничена.
Отрезные резцы
Отрезной резец считается наиболее распространенным типом инструмента для токарного станка по металлу. В полном соответствии со своим названием используется такой резец для отрезки заготовок под прямым углом. С его помощью также прорезают канавки различной глубины на поверхности детали из металла. Определить, что перед вами именно отрезной резец для токарного станка, достаточно просто. Его характерной чертой является тонкая ножка, на которую и напаяна пластина из твердого сплава.
89.Углеродистые и легированные инструментальные стали.
Номенклатура инструментальных материалов разнообразна. Ранее других материалов для изготовления режущих инструментов начали применять углеродистые инструментальные стали марок У7, У7А...У13, У13А. Помимо железа и углерода, эти стали содержат 0,2...0,4 % марганца.
Инструменты из углеродистых сталей обладают достаточной твердостью при комнатной температуре, но теплостойкость их невелика, так как при сравнительно невысоких температурах (200...250 °С) их твердость резко уменьшается.
Легированные инструментальные стали по своему химическому составу отличаются от углеродистых повышенным содержанием кремния или марганца, или наличием одного или нескольких легирующих элементов:
хрома
(увеличивает твердость, прочность, коррозионную стойкость материала, понижает его пластичность);
никеля
(повышает прочность, пластичность, ударную вязкость, прокаливаемость материала);
вольфрама
(повышает твердость и теплостойкость материала);
ванадия
(повышает твердость и прочность материала, способствует образованию мелкозернистой структуры);
кобальта
(увеличивает ударную вязкость и жаропрочность материала);
молибдена
(повышает упругость, прочность, теплостойкость материала).
Для изготовления режущих инструментов используются низколегированные стали марок 9ХФ, 11ХФ, 13Х, В2Ф, ХВ4, ХВСГ, ХВГ, 9ХС и др. Эти стали обладают более высокими технологическими свойствами - лучшей закаливаемостью и прокаливаемостью, меньшей склонностью к короблению, но теплостойкость их практически равна теплостойкости углеродистых сталей 350...400 °С и поэтому они используются для изготовления ручных инструментов (разверток) или инструментов, предназначенных для обработки на станках с низкими скоростями резания (мелкие сверла, развертки).
90.Быстрорежущие инструментальные стали.
Из группы высоколегированных сталей для изготовления режущих инструментов используются быстрорежущие стали с высоким содержанием вольфрама, молибдена, кобальта, ванадия.
Современные быстрорежущие стали можно разделить на три группы.
К сталям нормальной теплостойкости относятся вольфрамовые Р18, Р12, Р9 и вольфрамомолибденовые Р6М5, Р6М3, Р8М3. Эти стали имеют твердость в закаленном состоянии 63...66 HRC, предел прочности при изгибе 2900...3400 МПа, ударную вязкость 2,7... 4,8 Дж/м2 и теплостойкость 600...650 °С. Указанные марки сталей получили наиболее широкое распространение при изготовлении режущих инструментов.
Они используются при обработке конструкционных сталей, чугунов, цветных металлов, пластмасс. Иногда применяются быстрорежущие стали, дополнительно легированные азотом (Р6АМ5, Р18А и др.). Легирование азотом повышает режущие свойства инструмента на 20...30 %, твердость - на 1- 2 единицы HRC.
Стали повышенной теплостойкости характеризуются повышенным содержанием углерода — 10Р8МЗ, 10Р6М5; ванадия — Р12ФЗ, Р2МЗФ8, Р9Ф5; кобальта — Р18Ф2К5, Р6М5К5, Р9К5, Р9К10, Р9М4К8Ф и др.
Твердость сталей в закаленном состоянии достигает 66...70 HRC, они имеют более высокую теплостойкость (до 620...670 °С).
Это дает возможность использовать их для обработки жаропрочных и нержавеющих сталей и сплавов, а также конструкционных сталей повышенной прочности и закаленных. Период стойкости инструментов из таких сталей в 3—5 раз выше, чем из сталей Р18, Р6М5.
Стали высокой теплостойкости характеризуются пониженным содержанием углерода, но весьма большим количеством легирующих элементов — В11М7К.23, В14М7К25, ЗВ20К20Х4Ф. Они имеют твердость 69...70 HRC, и теплостойкость 700....720 °С.
Наиболее рациональная область их использования — резание труднообрабатываемых материалов и титановых сплавов. В последнем случае период стойкости инструментов в 30 - 80 раз выше, чем из стали Р18, и в 8 - 15 раз выше, чем из твердого сплава ВК8. При резании конструкционных сталей и чугунов период стойкости возрастает менее значительно (в 3 - 8 раз).
ОСНОВНОЙ НЕДОСТАТОК всех быстрорежущих сталей - высокая стоимость легирующих компонентов. Поэтому, в последнее время, быстрорежущие стали применяются очень ограниченно
91.Металлокерамические инструментальные материалы.
Металлокерамические сплавы состоят из мельчайших зерен карбидов тугоплавких металлов – вольфрама, титана и тантала, сцементированных кобальтом.
Металлокерамические сплавы содержат 70-98 % карбидов тугоплавких металлов. Благодаря карбидам сплавы приобретают высокую твердость и стойкость при изнашивании. Однако сами по себе карбиды очень хрупки, поэтому, невозможно получить прочный сплав из одних только карбидов. Кобальт выполняет функции цемента: связывая частицы карбидов, он придает сплаву достаточную прочность и вязкость.
Специфическим свойством металлокерамических твердых сплавов является их высокая теплостойкость. Они способны сохранять твердость при высоких температурах (до 900…1000 °С), возникающих в процессе обработки металлов, в отличие от быстрорежущей стали, теряющей свою твердость и режущие свойства при 600 °С.
Технологический процесс изготовления металлокерамических твердых сплавов заключается в том, что из порошкообразной смеси карбидов тугоплавких металлов и кобальта прессуют нужные изделия. 3атем эти изделия спекают при температурах, которые значительно ниже температуры плавления исходных карбидов. Изменяя соотношения компонентов в твердых сплавах и микроструктуру (величину карбидных составляющих), получают марки твердых сплавов с различными физико-механическими и эксплуатационными свойствами, определяющими различные области их применения.
92.Минералокерамические инструментальные материалы.
Эти материалы получают в основном на основе оксида алюминия Al2O3 с небольшой добавкой (до 1%) оксида магния MgO.
Минералокерамика по сравнению с обычными твердыми сплавами имеет более высокую твердость, теплостойкость и износостойкость. Резцы, оснащенные пластинками из этих материалов, могут работать со скоростями резания до 200 М/МИН. При этом глубина резания сравнительно невелика. В то же время минералокерамика отличается очень низкой прочностью – примерно в 4 раза ниже, чем быстрорежущая сталь. Применяются эти материалы при обработке закаленных сталей, отбеленных чугунов и других труднообрабатываемых материалов. Однако высокая хрупкость ограничивает применение минералокерамики в промышленности. Пластинки из этих материалов крепятся к резцедержателю обычно механически. Теплостойкость минералокерамики до 12000С.
Для повышения прочности и снижения хрупкости минералокерамики в ее состав кроме оксида алюминия вводят в количестве до 10% железо, никель, хром и другие металлы. Получаемые при этом материалы называют керметами. Однако добавка металлов несколько снижает теплостойкость керамики.
93.Алмазы и области их применения в качестве инструментальных материалов.
Алмазы и алмазные инструменты широко используются при обработке деталей из различных материалов. Для алмазов характерны исключительно высокая твердость и износостойкость. По абсолютной твердости алмаз в 4 - 5 раз тверже твердых сплавов и в десятки и сотни раз превышает износостойкость других инструментальных материалов при обработке цветных сплавов и пластмасс. Кроме того, вследствие высокой теплопроводности алмазы лучше отводят теплоту из зоны резания, что способствует гарантированному получению деталей с бесприжоговой поверхностью. Однако алмазы весьма хрупки, что сильно сужает область их применения.
Для изготовления режущих инструментов основное применение получили искусственные алмазы, которые по своим свойствам близки к естественным. При больших давлениях и температурах в искусственных алмазах удается получить такое же расположение атомов углерода, как и в естественных. Масса одного искусственного алмаза обычно составляет 1/8—1/10 карата (1 карат - 0,2 г). Вследствие малости размеров искусственных кристаллов они непригодны для изготовления таких инструментов, как сверла, резцы и другие, а поэтому применяются при изготовлении порошков для алмазных шлифовальных кругов и притирочных паст.
Лезвийные алмазные инструменты выпускаются на основе поликристаллических материалов типа «карбонадо» или «баллас». Эти инструменты имеют длительные размерные периоды стойкости и обеспечивают высокое качество обработанной поверхности. Применяются они при обработке титановых, высококремнистых алюминиевых сплавов, стеклопластиков и пластмасс, твердых сплавов и других материалов.
Алмаз как инструментальный материал имеет существенный недостаток — при повышенной температуре он вступает в химическую реакцию с железом и теряет работоспособность.
Для того чтобы обрабатывать стали, чугуны и другие материалы на основе железа, были созданы сверхтвердые материалы, химически инертные к нему. Такие материалы получены по технологии, близкой к технологии получения алмазов, но в качестве исходного вещества используется не графит, а нитрид бора.
Поликристаллы плотных модификаций нитрида бора превосходят по теплостойкости все материалы, применяемые для лезвийного инструмента: алмаз в 1,9 раза, быстрорежущую сталь в 2,3 раза, твердый сплав в 1,7 раза, минералокерамику в 1,2 раза.
Эти материалы изотропны (одинаковая прочность в различных направлениях), обладают микротвердостью меньшей, но близкой к твердости алмаза, повышенной теплостойкостью, высокой теплопроводностью и химической инертностью по отношению к углероду и железу.
Характеристики отдельных из рассматриваемых материалов, которые в настоящее время получили название «композит», приведены в таблице.
94.Инструментальные материалы на основе кубического нитрида бора.
К инструментальным сверхтвердым материалам относятся алмазы и материалы на основе кубического нитрида бора. Различают природные (А) и синтетические (АС) алмазы. Алмаз является самым твердым из известных инструментальных материалов. Он обладает высокой износостойкостью, хорошей теплопроводностью, малыми коэффициентами линейного и объемного расширения, небольшим коэффициентом трения и малой адгезионной способностью к металлам, за исключением железа и стали. Однако прочность алмаза невелика. Твердость и прочность алмаза различная в разных направлениях. Обрабатываемость алмаза легче в направлении, параллельном граням кристалла, так как в этом направлении атомы наиболее удалены друг от друга. Теплостойкость алмаза характеризуется тем, что при температуре около 800 °С в обычных условиях он начинает превращаться в графит. Вместе с тем алмаз обладает наиболее высокой абразивной способностью по сравнению с другими абразивными материалами. К недостаткам алмаза относится его способность интенсивно растворяться в железе и его сплавах при температуре 750...800 °С. Алмазные инструменты характеризуются высокой производительностью и стойкостью. Они наиболее эффективно применяются при обработке твердых сплавов, цветных металлов и их сплавов, титана и его сплавов, а также пластмасс. При этом обеспечиваются высокая точность размеров и качество поверхности.
В природе чаще всего встречаются агрегатные разновидности алмаза: борт, карбонадо и баллас. К борту относятся все зернистые и неправильные сростки кристаллов алмазов, часто без признаков граней и ребер.
К карбонадо относятся тонкозернистые, плотные или несколько пористые агрегаты буровато-черного цвета. Синтетические алмазы могут быть различных марок, которые отличаются между собой прочностью, хрупкостью, удельной поверхностью и формой зерен.
95.Нарост и его влияние на условия резания.
Нарост и его влияние на процесс резания. При резании вязких металлов на передней поверхности резца у режущей кромки часто обнаруживается кусочек приварившегося металла, называемый наростом. Явление нароста состоит в следующем. При скольжении стружки по передней поверхности резца возникают силы трения, задерживающие ее движение. Вследствие этого деформация в слоях металла, расположенных ближе к передней поверхности резца, увеличивается. Частицы металла этих слоев отделяются от непрерывно движущихся верхних слоев стружки и привариваются к передней поверхности резца, образуя нарост. Большое давление резания способствует упрочнению металла нароста. С течением времени нарост увеличивается (за cчет наращивания новых слоев металла), причем образуется часть нароста, свешивающаяся над задней поверхностью резца (б). В некоторый момент эта часть нароста отрывается от основной массы и, попадая между задней поверхностью резца и обработанной поверхностью (в), вдавливается в последнюю ( г).
Частицы нароста, оставшиеся на передней поверхности резца, также отрываются от него и уносятся со стружкой (д). Такие срывы нароста происходят быстро один за другим (70—80 срывов в секунду), что объясняется, по-видимому, вибрациями, возникающими в процессе резания.
образование нароста
Образование и срыв нароста.
При низких скоростях (3—5 м/мин) нарост не образуется. При более высоких скоростях резания (до 60— 80 м/мин) стали средней твердости происходит более или менее заметное образование нароста. При скорости свыше 60—80 м/мин нарост наблюдается реже, а при еще более высоких скоростях он совсем не заметен.
Нарост обладает повышенной твердостью и поэтому может резать обрабатываемый материал, защищая режущую кромку от непосредственного воздействия стружки. В этом случае соприкосновение стружки с резцом происходит на площадке передней поверхности, удаленной от режущей кромки. Это улучшает условия работы резца при обдирочной работе.
При чистовых работах нарост вреден. Сорвавшиеся и вдавленные в обработанную поверхность частицы нароста образуют неровности, недопустимые при чистовой обработке деталей. При резании чугуна и других хрупких металлов нарост не образуется.
Силы, действующие на резец. В результате сопротивления срезаемого слоя металла деформации сжатия, трения стружки о переднюю поверхность резца и некоторых других причин возникает сила резания.
При работе токарного резца эта сила разлагается на три составляющие — собственно силу резания Рz силу подачи Рх и радиальную силу Ру. Сила резания Pz, касательная к поверхности резания, действует в направлении главного движения. Сила Рх действует в направлении подачи. Радиальная сила Ру перпендикулярна к подаче. Все три силы измеряются в килограммах (кг).
96.Процесс стружкообразования и сопутствующие ему влияния (теплообразование, упрочнение металла, виды стружки).
Процесс резания (стружкообразования) является сложным физическим процессом, сопровождающимся большим тепловыделением, деформацией металла, износом режущего инструмента и наростообразованием на резце. Знание закономерностей процесса резания и сопровождающих его явлений позволяет рационально управлять этим процессом и изготовлять детали более качественно, производительно и экономично. При резании различных материалов образуются следующие основные типы стружек (смотри рисунок): сливные (непрерывные), скалывания (элементные) и надлома.
Сливная стружка - а) образуется при резании пластических металлов (например, мягкой стали, латуни) с высокими скоростями резания и малыми подачами при температуре 400-500°С. Образованию сливной стружки способствуют уменьшение угла резания (при оптимальном значении переднего угла) и высокое качество смазочно-охлаждающей жидкости.
Стружка скалывания - б) состоит из отдельных элементов, связанных друг с другом и имеет пилообразную поверхность. Такая стружка образуется при обработке твердой стали и некоторых видов латуни с малыми скоростями резания и большими подачами. С изменением условий резания стружка скалывания может перейти в сливную и наоборот.
Стружка надлома - в) образуется при резании малопластичных материалов (чугуна, бронзы) и состоит из отдельных кусочков.
Режущий инструмент деформирует не только срезаемый слой, но и поверхностный слой обрабатываемой детали. Деформация поверхностного слоя металла зависит от различных факторов и ее глубина составляет от сотых долей миллиметра до нескольких миллиметров. Под действием деформации поверхностный слой металла упрочняется, увеличивается его твердость и уменьшается пластичность, т. е. происходит так называемый наклеп обрабатываемой поверхности. Чем мягче и пластичнее обрабатываемый металл, тем интенсивней процесс образования наклепа. Чугуны обладают значительно меньшей способностью к упрочнению, чем стали. Глубина и степень упрочнения при наклепе увеличиваются с увеличением подачи и глубины резания и уменьшаются с увеличением скорости резания. При работе плохо заточенным инструментом глубина наклепа примерно в 2-3 раза больше, чем при работе остро заточенным инструментом. Применение смазочно-охлаждающей жидкости значительно уменьшает глубину и степень упрочнения поверхностного слоя.
При обработке металлов, особенно пластичных, в непосредственной близости к режущей кромке резца на переднюю поверхность резца налипает обрабатываемый материал, образуя металлический нарост, имеющий клиновидную форму и по твердости в 2-3 раза превышающий твердость обрабатываемого материала. Являясь как бы продолжением резца, нарост (рисунок слева) изменяет геометрические параметры резца (δ1<δ), участвует в резании металла и оказывает влияние на результаты обработки, износ резца и силы, действующие на резец. При обработке нарост периодически скалывается и вновь образуется; отрыв частиц нароста по длине режущего лезвия происходит неравномерно, что приводит к мгновенному изменению глубины резания. Эти явления, повторяющиеся периодически, увеличивают шероховатость обработанной поверхности. С увеличением пластичности обрабатываемого металла размеры нароста возрастают. При обработке хрупких металлов, например чугуна, нарост, как правило, не образуется.
При скорости резания υ<5м/мин нарост не образуется. Наибольшая величина нароста соответствует υ=10-20 м/мин для инструмента из быстрорежущей стали и υ>90м/мин для твердосплавного инструмента. Поэтому при этих скоростях не рекомендуется производить чистовую обработку. С увеличением подачи нарост увеличивается, поэтому при чистовой обработке рекомендуется подача 0,1-0,2 мм/об. Глубина резания существенного влияния на размеры нароста не оказывает. Для уменьшения нароста рекомендуется уменьшать шероховатость передней поверхности режущего инструмента, по возможности увеличивать передний угол γ (например, при γ=45° нарост почти не образуется) и применять смазочно-охлаждающие жидкости. При черновой обработке образование нароста, напротив, благоприятно сказывается на процессе резания.
97.Элементы режима резания (скорость, глубина, подача).
Режимом резания называется совокупность элементов, определяющих условия протекания процесса резания.
К элементам режима резания относятся – глубина резания, подача, период стойкости режущего инструмента, скорость резания, частота вращения шпинделя, сила и мощность резания.
При проектировании технологических процессов механической обработки или режущих инструментов возникает необходимость в определении и назначении элементов режима резания. Отечественная практика механической обработки накопила огромный нормативно - справочный материал, с помощью которого можно назначить любой режим резания для любого вида механической обработки. Однако, табличный метод назначения режимов резания является весьма громоздким, так как требует анализа большого количества справочной информации. Более того, все режимные параметры взаимосвязаны и при изменении хотя бы одного из них автоматически изменяются и другие, что еще более усложняет процесс назначения режимов резания.
Аналитический (расчетный) метод определения режима резания менее трудоёмок и более предпочтителен при учебном проектировании технологических процессов механической обработки резанием. Он сводится к определению, по эмпирическим формулам, скорости, сил и мощности резания по выбранным значениям глубины резания и подачи.
Для проведения расчетов необходимо иметь паспортные данные выбранного станка, а именно - значения подач и частот вращения шпинделя, мощности электродвигателя главного движения. При отсутствии паспортных данных расчет выполняется приблизительно, в проделах тех подач и частот вращения шпинделя, которые указаны в справочной литературе.
98.Сила резания и факторы, влияющие на ее величину при точении.
Зная силы, действующие в процессе резания, можно рассчитать и выбрать режущий инструмент и приспособления, определить мощность, затрачиваемую на резание, а также осуществлять рациональную эксплуатацию станка, инструмента и приспособлений.  Образование стружки в процессе резания происходит под действием силы резания, преодолевающей сопротивление металла. Силу P резания (в Н) при обработке точением можно разложить на три составляющие (рисунок слева): тангенциальную Pz, направленную вертикально вниз и определяющую мощность, потребляемую приводом главного движения станка; радиальную Ру, направленную вдоль поперечной подачи (эта сила отжимает резец и учитывается при расчете прочности инструмента и механизма поперечной подачи станка); осевую Рх, направленную вдоль продольной подачи (эта сила стремится отжать резец в сторону суппорта и учитывается при определении допустимой нагрузки на резец и механизмы станка при продольной подаче). Также на рисунке: S - подача, t - глубина резания, 1 - резец, 2 - загатовка.
Образование стружки в процессе резания происходит под действием силы резания, преодолевающей сопротивление металла. Силу P резания (в Н) при обработке точением можно разложить на три составляющие (рисунок слева): тангенциальную Pz, направленную вертикально вниз и определяющую мощность, потребляемую приводом главного движения станка; радиальную Ру, направленную вдоль поперечной подачи (эта сила отжимает резец и учитывается при расчете прочности инструмента и механизма поперечной подачи станка); осевую Рх, направленную вдоль продольной подачи (эта сила стремится отжать резец в сторону суппорта и учитывается при определении допустимой нагрузки на резец и механизмы станка при продольной подаче). Также на рисунке: S - подача, t - глубина резания, 1 - резец, 2 - загатовка.
Между тремя составляющими силы резания существуют примерно следующие соотношения: Ру=(0,25-0,5)Pz; Px=(0,1-0,25)Pz В большинстве случаев Pz примерно равна 0,9P, что позволяет многие практические расчеты производить не по силе Р резания, а по тангенциальной ее составляющей Рz. В процессе резания на величину Рz, Ру и Рх влияют следующие факторы: обрабатываемый металл, глубина резания, подача, передний угол резца, главный угол резца в плане, радиус скругления режущей кромки резца, смазочно-охлаждающие жидкости, скорость резания и износ резца.
Физико-механические свойства обрабатываемого металла существенно влияют на величину силы резания. Чем больше предел прочности при растяжении σs и твердость обрабатываемого металла, тем больше Рz, Ру и Рх. Увеличение глубины резания и подачи также приводит к увеличению составляющих силы резания, причем глубина резания больше влияет на силу резания, чем подача.
Чем меньше передний угол γ или чем больше угол резания δ=90-γ, тем больше сила резания. При увеличении главного угла φ в плане сила Ру резко уменьшается, а сила Рх увеличивается. Для твердосплавных резцов при увеличении φ от 60 до 90 градусов сила Рx практически не изменяется. При увеличении радиуса г скругления режущей кромки резца силы Рz и Ру возрастают, а сила Рх уменьшается. Смазочно-охлаждающие жидкости уменьшают силу Рz при небольшой толщине срезаемой стружки, увеличение толщины среза и скорости резания снижает эффект применения СОЖ. При увеличении скорости резания с 50 до 400-500 м/мин сила Рz значительно уменьшается; дальнейшее повышение скорости резания дает лишь небольшое уменьшение силы Рz. Износ резца по задней поверхности значительно увеличивает силы Ру и Рx. Материал режущей части резца также оказывает влияние на силу резания; например, твердосплавные резцы снимают стружку с несколько меньшей силой резания, чем резцы из быстрорежущей ста
99.Смазочно-охлаждающие жидкости и их влияние на процесс резания.
Применение смазочно-охлаждающей жидкости (СОЖ) благоприятно воздействует на процесс резания металлов: значительно уменьшается износ режущего инструмента, повышается качество обработанной поверхности и снижаются затраты энергии на резание. При этом уменьшается наростообразование на режущей кромке инструмента и улучшаются условия для удаления стружки и абразивных частиц из зоны резания. Наименьший эффект дает применение СОЖ при обработке чугуна и других хрупких материалов.
При работе твердосплавным инструментом на высоких скоростях резания рекомендуется обильная и непрерывная подача СОЖ, так как при прерывистом охлаждении в пластинах твердого сплава могут образоваться трещины, приводящие к выходу инструмента из строя. Наиболее эффективно применение СОЖ при обработке вязких и пластичных металлов, при этом с увеличением толщины среза и скорости резания положительное воздействие СОЖ на процесс стружкообразования уменьшается. Выбор СОЖ зависит от обрабатываемого материала и вида обработки.
СОЖ должна обладать высокими охлаждающими, смазывающими, антикоррозийными свойствами и быть безвредной для обслуживающего персонала.
Все СОЖ можно разделить на две основные группы: охлаждающие и смазочные. К первой группе относятся водные растворы и эмульсии, обладающие большой теплоемкостью и теплопроводностью. Широкое распространение получили водные эмульсии, содержащие поверхностно-активные вещества. Они применяются при обдирочных работах, когда к шероховатости обработанной поверхности не предъявляют высоких требований.
Ко второй группе относятся минеральные масла, керосин, а также растворы поверхностно-активных веществ в масле или керосине. Жидкости этой группы применяются при чистовых и отделочных работах.
Также нашли применение осерненные масла (сульфофрезолы), в которых в качестве активированной добавки используется сера.
100.Скорость резания при точении и факторы, влияющие на ее величину.
Ранее считалось, что скорость резания практически не влияет на его силу. Объясняется это проведением работ в сравнительно узком диапазоне скоростей, а также недостаточной чувствительностью используемых при этом динамометров. В настоящее время известно, как изменяется сила резания в широком диапазоне скоростей. Выясним эту зависимость на примере опытов для условий свободного резания стали 40Х.

Рис. 1. Зависимость сил резания от скорости резания и переднего угла при обработке стали 40Х с а = 0,2 мм; b = 4 мм
Сложный характер кривых Рz = f(V)объясняется появлением нароста на передней поверхности лезвия инструмента. Минимальные значения силы резания на кривых Рz = f(V) соответствуют максимально возможному наросту. При малой скорости резания, когда нарост не образуется, сила резания велика. В диапазоне скоростей, где имеется максимальное наростообразование, сила резания и укорочение стружки уменьшаются, так как с увеличением размеров нароста возрастает действительный передний угол инструмента. По мере дальнейшего повышения скорости резания высота нароста, а следовательно, и действительный передний угол уменьшаются. Одновременно с этим возрастают коэффициент укорочения стружки и силы резания.
Как уже отмечалось, работа на очень высоких скоростях резания приводит к значительному повышению температуры резания, в результате чего уменьшается коэффициент трения, а следовательно, и Рz.
Минимумы и максимумы кривых Рz = f(V) тем рельефнее, чем меньше передний угол. Объясняется это тем, что больший нарост может образоваться (и образование его интенсивнее) при меньших передних углах инструмента. При обработке чугуна образуется меньший нарост, поэтому зависимость Рz = f(V)имеет вид плавной кривой (рис. 2). Аналогично выглядят зависимости Рz = f(V) для материалов, не склонных к наростообразованию — меди, жаропрочных и нержавеющих сталей и сплавов, титановых сплавов.
Дата добавления: 2018-04-04; просмотров: 1244; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!