Допускаемые изгибные напряжения 4 страница
 .
.
8. ЭСКИЗНОЕ ПРОЕКТИРОВАНИЕ КОРПУСА РЕДУКТОРА
Корпусные детали имеют, как правило, сложную форму, поэтому изготовляют их чаще всего литьем, в редких случаях методом сварки (при единичном и мелкосерийном производстве).
Наиболее распространенным материалом для литых корпусов является чугун (например, СЧ15), при необходимости уменьшить массу – легкий сплав (например, – силумин).
8.1. Основные параметры корпуса редуктора
Корпуса редукторов, как правило, разъемные, т.е. включают корпус (основание) и крышку.
Корпусная деталь состоит из стенок, бобышек, фланцев, ребер и других элементов, соединенных в единое целое (рис. 8.1).
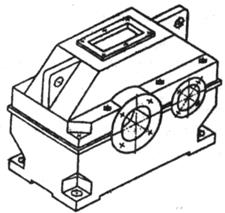
Рис. 8.1. Корпус редуктора
Толщину стенки корпуса находят по формуле:
 ,
,
где  – вращающий момент на выходном валу,
– вращающий момент на выходном валу,  .
.
Толщина стенки крышки
 .
.
Толщина фланца корпуса (основания)  .
.
Толщина фланца крышки  .
.
Ширина фланца
 .
.
Диаметр крышки подшипника
 ,
,
где  – наружный диаметр подшипника.
– наружный диаметр подшипника.
Диаметр болтов (винтов) для соединения крышки с корпусом
 .
.
Расстояние между стяжными винтами (болтами) приблизительно равно  .
.
Крышку фиксируют относительно корпуса двумя штифтами, устанавливаемыми по срезам углов крышки.
Диаметр фундаментных болтов для крепления редуктора к плите или раме  .
.
Число фундаментных болтов при  равно 4, при
равно 4, при  равно 6.
равно 6.
Масло заливают через верхний люк. Толщина крышки люка (обычно с фильтром)
 .
.
Для замены масла в нижней части корпуса предусматривается сливное отверстие, располагаемое ниже уровня днища.
|
|
|
Дно корпуса с уклоном 0,5... 1° в сторону сливного отверстия.
Для переноса редуктора применяют проушины, отливая их заодно с крышкой или рэм-болты. При необходимости корпус усиливают ребрами жесткости.
8.2. Расчет стаканов подшипников
В стаканах обычно размещают подшипники фиксирующей опоры вала червяка и опоры вала конической шестерни. Но поскольку наличие стакана упрощает установку вала в корпусе, то стаканы могут использоваться и в других редукторах.
Стаканы обычно выполняют литыми из чугуна марки СЧ15. Толщину стенки стакана  принимают в зависимости от диаметра отверстия Д под подшипник по таблице 8.1.
принимают в зависимости от диаметра отверстия Д под подшипник по таблице 8.1.
Таблица 8.1
Толщина стенки стакана под подшипник
| Д, мм | до 52 | св. 52 до 80 | св. 80 до 120 | св. 120 до 170 |
| , мм
| 4... 5 | 6... 7 | 7,5... 9 | 10... 12,5 |
Толщина фланца  .
.
Диаметр фланца стакана
 ,
,
где Д – наружный диаметр подшипника;
d – диаметр винтов для крепления стакана к корпусу, определяемый по табл. 8.2.
Таблица 8.2
Размеры винтов для крепления стакана к корпусу
| Д, мм | 40... 62 | 63... 95 | 100... 145 | 150... 220 |
| d, мм | ||||
| Число винтов |
8.3. Эскиз корпуса редуктора
|
|
|
Корпуса современных редукторов очерчены плоскими поверхностями, выступающие элементы (например, бобышки подшипниковых гнезд, ребра жесткости) устранены с наружных поверхностей и введены внутрь корпуса, лапы под болты крепления редуктора к плите (раме) не выступают за габариты корпуса, проушины для подъема и транспортирования редуктора отлиты за одно целое с корпусом.
Для удобства сборки корпус выполняют разъемным. Плоскость разъема проходит через оси валов. Нижнюю часть называют корпусом, верхнюю – крышкой корпуса. Для стыковки корпуса и крышки по всему контуру плоскости разъема выполняют фланцы, соединение которых осуществляется болтами или винтами.
8.4. Система смазки и уплотнения
Для смазывания передач применяют картерную систему. В корпус редуктора заливают масло так, чтобы венцы колес были в него погружены. При их вращении масло увлекается зубьями, разбрызгивается, попадает на внутренние стенки и стекает в нижнюю его часть.
Принцип выбора сорта масла следующий: чем выше контактные давления в зубьях, тем большей вязкостью должно обладать масло, чем выше окружная скорость колеса, тем меньше должна быть вязкость масла.
Рекомендуемые сорта смазочных масел для цилиндрических зубчатых передач приведены в табл. 8.3.
|
|
|
Таблица 8.3
Сорта смазочных масел для цилиндрических зубчатых передач
Контактные напряжения  , , 
| Окружная скорость, м/с | ||
| до 2 | св. 2 до 5 | св. 5 | |
| До 600 | И-Г-С-68 | И-Г-С-46 | И-Г-С-32 |
| Св. 600 до 1000 | И-Г-С-100 | И-Г-С-68 | И-Г-С-46 |
| Св. 1000 | И-Г-С-150 | И-Г-С-100 | И-Г-С-68 |
Примечание.
В обозначениях масел:
И – индустриальное;
Г – принадлежность к группе по назначению (гидравлическое);
А, С – принадлежность к подгруппе по эксплуатационным свойствам (А – масло без присадок; С – масло с присадками);
число – класс кинематической вязкости.
Предельно допустимые уровни погружения колес цилиндрического редуктора в масляную ванну
 ,
,
где m – модуль зацепления;
 – делительный диаметр колеса.
– делительный диаметр колеса.
Для слива масла при замене в корпусе предусматривают сливное отверстие, закрываемое пробкой.
Для наблюдения за уровнем масла в корпусе устанавливают указатели в виде круглых или удлиненных окошек или жезловых (щупы).
При длительной работе в связи с нагревом масла и воздуха повышается давление внутри корпуса. Это приводит к просачиванию масла через уплотнения и стыки. Чтобы избежать этого в верхних точках крышки устанавливают отдушины.
|
|
|
Для предохранения от вытекания смазочного материала из подшипниковых узлов, а также для защиты их от попадания извне пыли и влаги применяются уплотнительные устройства. В редукторах наиболее распространены манжетные уплотнения (рис. 8.2). Манжетные уплотнения выбираются по таблице 24.26, стр. 473 [3].
Манжета состоит из корпуса 1, изготовленного из бензомаслостойкой резины, каркаса 2, представляющего собой стальное кольцо Г-образного сечения, и браслетной пружины 3.
Манжету обычно устанавливают рабочей кромкой внутрь корпуса так, чтобы обеспечить к ней хороший доступ масла.

Рис. 8 2. Манжетное уплотнение
9. СБОРКА И ОСОБЕННОСТИ ЭКСПЛУАТАЦИИ
РЕДУКТОРА
Содержание материальной части боевой техники постоянно в исправном состоянии обеспечивается системой технического обслуживания в установленные сроки.
Техническое обслуживание подразделяется на следующие виды:
контрольный осмотр (КО);
текущее обслуживание (ТеО);
техническое обслуживание №1 (ТО-1);
техническое обслуживание №2 (ТО-2);
сезонное обслуживание (СО).
Контрольный осмотр производится перед выходом техники из парка (марш, стрельба, учения и т.п.). При контрольном осмотре проверяется надежность стопорения механизмов наведения.
Текущее обслуживание проводится после проведения учений, занятий, стрельб, а также не реже одного раза в две недели, если техника не использовалась. При текущем обслуживании производится наружный осмотр подъемного и поворотного механизмов, при необходимости доливается масло в картер редуктора.
ТО-1 проводится в целях периодической проверки техники с частичным опробованием ее узлов в работе.
ТО-2 проводится в целях полной проверки оборудования в работе, проверки отдельных узлов в разобранном виде, выявления и устранения неисправностей.
При сезонном обслуживании проверяется наличие влаги в масле редуктора и при необходимости масло заменяется.
Для этого необходимо слить старое масло, промыть полость редуктора веретенным маслом АУ ГОСТ 1642-50 и залить новое масло.
Дата добавления: 2016-01-05; просмотров: 13; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!