Ускорение развития биотехнологий.
12.3. Экологические проблемы технологического прогресса. Основы безотходной технологии
Одним из главных источников загрязнения окружающей среды является промышленное производство, в которое вовлекаются значительные объемы природных ресурсов.
Опыт решения экологических проблем, накопленный к настоящему времени, показывает, что сохранение окружающей среды может быть обеспечено за счет улучшения используемых технологий: именно совершенствование технологических процессов промышленного производства — реальный путь к построению гармоничных отношений общества, производства и природы.
В отличие от природы, которая существовала и до появления человека, окружающая среда — продукт взаимодействия человека и природы. При этом взаимосвязь между производством и окружающей средой — не просто взаимный обмен энергией, веществом и информацией, а направленный технологический процесс присвоения человеческим обществом природных ресурсов.
Поэтому именно с помощью технологических средств производство и окружающая среда должны находиться в динамическом равновесии. Нарушение данного равновесия, с одной стороны, может привести к сворачиванию производительной деятельности и ухудшению потребления, с другой — к ухудшению состояния окружающей среды. К сожалению, как показывает практика, указанное равновесие, или соответствие между производством и окружающей средой, не всегда выдерживается и нарушается в сторону возрастания экологических проблем.
|
|
|
Изменения в окружающей человека природе, связанные с производством материальных благ, можно разделить на преднамеренные, заранее прогнозируемые и осуществляемые с определенной целью (строительство плотин, орошение, рубка леса) и попутные, неизбежно связанные с преднамеренными (затопление земель, засоление почвы).
Анализ общественного производства показывает, что образование отходов не является неизбежностью. Отходы — критерий несовершенства технологии с точки зрения ее сбалансированности с окружающей средой.
Промышленными отходами называют побочные продукты или полупродукты основного производства, которые в данный момент не нашли рационального применения.
Промышленные отходы образуются в основном за счет:
- наличия примесей в исходном сырье, т.е. его компонентов, которые не используются в данном технологическом процессе для получения готового продукта;
- применения в процессах вспомогательных веществ, которые отрабатываются и становятся непригодными для дальнейшего использования (катализаторы, растворители, сорбенты, фильтрующие материалы);
|
|
|
- протекания побочных химических реакций, приводящих к образованию неиспользуемых веществ;
- несовершенства технологии обработки предмета труда, неполного извлечения ценного компонента из исходного сырья в ходе технологического процесса;
- механических потерь продуктов из-за негерметичности оборудования и коммуникаций.
Современное промышленное производство представляет собой открытую технологическую систему, в которую поступает непрерывный поток природных ресурсов (руда, нефть, вода, воздух и т.д.), а исходит двух-струйный поток: готовая продукция и отходы (пыль, аэрозоли, пары, стоки, шлаки и т.д.). Часть готовой продукции может снова поступать в производство в качестве сырья, с образованием новой порции отходов. В конечном счете готовая продукция используется в быту, где рано или поздно целиком превращается в жидкие, газообразные или твердые отходы.
Такой сугубо открытый характер приводит, с одной стороны, к недостаточно полному использованию природных продуктов и их нерациональному использованию, обостряя проблему «где взять?», а с другой —к прогрессирующему загрязнению окружающей среды, особенно водного и
воздушного пространства, с еще большей остротой ставя проблему «куда деть?».
|
|
|
Все отходы (назовем их первичными) содержат, как правило, ценные компоненты, которые целесообразно после дополнительной технологической обработки возвращать в полезный оборот.
Следует, однако, иметь в виду, что данное явление связано с расходом дополнительной энергии и средств. Поэтому целесообразность обработки первичных отходов с целью извлечения нужных компонентов необходимо обосновать экономически и экологически.
В зависимости от места переработки первичные отходы можно разделить на две группы:
отходы, которые целесообразно перерабатывать непосредственно там, где они получаются, особенно когда их нецелесообразно или невозможно транспортировать (например, газовые выбросы);
отходы, которые целесообразно отправлять на специальные заводы в качестве сырья.
Если рассматривать возможные пути уменьшения отходов на каждой из стадий технологических процессов общественного производства, то видно, что они одновременно приводят к интенсификации данного процесса и увеличению его эффективности.
По своему назначению и типу исполнения можно выделить следующие варианты устранения загрязнения окружающей среды.
|
|
|
1. Изоляция отходов-загрязнений. Смысл этого приема заключается в захоронении определенных загрязнений в отдаленных от повседневных сфер человеческой деятельности местах: в заброшенных шахтах, скважинах, на дне Мирового океана и т.д. Но спрятать в природе ничего невозможно. Так или иначе захороненные отходы вовлекаются в природный круговорот веществ и трудно предсказать, к каким печальным последствиям это может привести в будущем. Вот почему, несмотря на кажущуюся простоту и доступность данного метода, использование его необходимо резко ограничить, а в перспективе — прекратить.
2. Переработка вредных загрязнений в менее токсичные или нетоксичные, перерабатываемые самой природой. Такой путь позволяет уничтожить вредные выбросы, загрязняющие окружающую среду. Однако его реализация требует больших капитальных затрат и сопровождается потерями природных ресурсов (не только сырьевых, но и энергетических). Причем никакого изменения затрат этот путь не предусматривает.
3. Превращение загрязнений во вторичное сырье или дополнительные продукты потребления. При таком подходе определенная часть затрат на строительство и эксплуатацию очистных сооружений возмещается ценностной стоимостью получаемых продуктов потребления или вторичного сырья и в то же время достигается определенная экономия природных ресурсов.
Таким образом, можно выделить два принципиально разных пути решения экологических проблем:
Первый путь — более радикальный, но, к сожалению, не всегда технически реализуемый. Он заключается в разработке таких технологических процессов производства, которые в максимальной степени уменьшали бы выброс отходов в окружающую среду, т.е. приближались к природным процессам или имитировали их. Речь идет о создании безотходных (или
хотя бы малоотходных) технологий, которые бы максимально экономили исходное сырье, топливно-энергетические ресурсы и обеспечивали охрану окружающей среды.
Второй путь — путь борьбы скорее не с причинами, а со следствиями выброса вредных веществ в природу, не является кардинальным, но в современных условиях развития техники, технологии, общественного производства в целом, пока является наиболее реализуемым. Данный путь — очистка вредных выбросов предприятий, направляемых
в окружающую среду. Он получил в настоящее время наибольшее применение, хотя дальнейшее продвижение по нему в будущем видится неперспективным, поскольку даже самая эффективная очистка выбросов не предотвращает их возникновения.Объясняется это также и тем, что с помощью очистных сооружений не всегда удается полностью прекратить поступление вредных веществ в окружающую среду, а в процессе очистки происходит превращение одних видов загрязнений в другие. Кроме того, строительство надежных очистных сооружений обходится довольно дорого.
Термин «безотходная технология» широко используется в настоящее время как в специальной, так и в научно-популярной литературе.
В соответствии с определением, принятым Европейской экономической комиссией ООН, безотходная технология есть практическое применение знаний, методов и средств с тем, чтобы обеспечить в рамках человеческих потребностей наиболее рациональное использование природных ресурсов, энергии и защиту окружающей среды.
Существует и другое общепринятое определение. Безотходная технология — это такой способ осуществления производства продукции (процесс, предприятие, производственный комплекс), при котором наиболее рационально и комплексно используются сырье и энергия в цикле сырьевые ресурсы — производство-потребление — вторичные ресурсы таким образом, чтобы любые воздействия на окружающую среду не нарушали нормального функционирования.
Следовательно, под термином «безотходная технология» понимается такой способ организации производства и потребления продукции, при котором наиболее рационально и комплексно используются все компоненты сырья, энергии и не нарушается экологическое равновесие, а концепция безотходной технологии по аналогии с природными экосистемами предполагает создание энергии в производственном цикле.
Создание безотходных технологических процессов базируется на следующих предпосылках.
Исходные природные ресурсы должны добываться однажды для всех возможных, а не каждый раз для отдельных продуктов.
Создаваемые продукты должны иметь такую форму, которая позволяла бы после использования по прямому назначению относительно легко превращать их в исходное сырье нового производства.
Совершенно очевидно, что такая схема практически неосуществима. Полная замкнутость системы как по веществу, так и по энергии невозможна, так как каждый новый этап цикла сырье — производство-потребление — сырье требует дополнительных затрат энергии из-за потерь в окружающую среду и вовлечения новых природных ресурсов из-за несовершенства современных технологий и неизбежного износа используемых материалов.
Таким образом, термин «безотходная технология» носит идеализированный характер. Вот почему в реальных ситуациях необходимо стремиться к подобному состоянию. При этом степень безотходности будет служить мерой совершенства технологии и организации производства и потребления.
Безотходная технология предусматривает создание:
- безотходных, замкнутых в процессе производства технологических циклов многократного использования одного и того же вещества;
- технологических процессов, экологически связанных с окружающей средой и природой в целом.
В соответствии с возможными направлениями решения вопроса взаимодействия производства с окружающей средой могут быть выделены три типа производств:
- замкнутое безотходное, когда в реализуемой в нем технологии одновременно с получением конечных продуктов осуществляется практически полная переработка промежуточных отходов;
- производство, возвращающее природе побочные продукты или отходы в природном состоянии;
- производство, возвращающее природе отходы для переработки (при условии гарантированного полного обеспечения этой переработки).
Первым условием создания безотходного производства является выбор такой технологии, в которой отсутствуют или сведены к минимуму стоки и выбросы.
Принципиальное отсутствие отходов и выбросов — критерий совершенства любого технологического процесса.
Вторым условием создания безотходной технологии является анализ ее взаимосвязи с предшествующим и последующим технологическими процессами: удачное для данной технологии экологическое решение может быть неприемлемым для ее окружения и (более того) сделать производство в целом экологически значительно опасным. Иными словами, нельзя решать свои проблемы в ущерб другим и за счет других.
Третье условие заключается в том, что оптимальный технологический процесс должен быть не только экологически безопасным, но и отличаться высокой производительностью, минимальными затратами живого и прошлого труда на единицу продукции.
Четвертое условие — критическое отношение к решениям, кажущимся простыми и легкими. На первый взгляд традиционная очистка сточных вод и отходящих газов — простейшее решение. Оно кажется самым доступным и решающим все проблемы. На самом же деле использование очистки мешает решению главной задачи — разработке или усовершенствованию технологического процесса, когда не будет выбросов или их утилизируют. Иными словами, надо устранять причину появления отходов, а не бороться со следствиями.
Пятым условием создания безотходной технологии является использование технических решений, обеспечивающих надежную, стабильную и безаварийную работу технологической системы, исключающую выброс вредных компонентов в окружающую среду даже при незапланированной остановке технологического оборудования.
Разнообразие средств и методов очистки позволяет выбрать наиболее целесообразный способ и схему очистки для конкретного производственного случая.
Важнейшим критерием выбора окончательной схемы организации технологического процесса с целью обеспечения его безотходности или ма-лоотходности являются:
- безусловное соблюдение норм содержания веществ в воздушном и водном бассейнах;
- эффективное осуществление технологического процесса;
использование возможных более экономичных (с учетом соблюдения двух первых требований) технологических схем очистки газов и жидкостей;
- обеспечение возможности получения небольшого количества концентрированных отходов, которые легче обезвредить, чем большого;
- незначительный объем разбавленных вредных отходов, сбрасываемых в воду и рассеиваемых в атмосфере, даже при концентрациях, меньше предельно допустимых.
Основой для организации и развития безопасных промышленных производств являются следующие направления:
- комплексная переработка сырья;
- разработка новых технологий, позволяющих существенно уменьшить или полностью исключить вредное воздействие промышленных отходов на окружающую среду;
- разработка эффективных методов очистки газообразных, жидких и твердых промышленных выбросов;
- внедрение замкнутых технологических циклов, водооборотных циклов и бессточной технологи;
- кооперирование различных производств с целью использования одних отходов в качестве сырья для других;
- создание безотходных территориально-промышленных комплексов.
Комплексная переработка сырья является важнейшей не только экологической, но и экономической задачей, основой создания безотходных промышленных производств, поскольку отходы производства есть неиспользованная или недоиспользованная часть сырья.
В настоящее время, к сожалению, весьма низок уровень вторичного использования металлов, бумаги, пластмасс, текстиля, не говоря уже о том, что из первичного сырья не полностью извлекаются ценные компоненты и по сути дела идут в отвал, еще более загрязняя окружающую среду.
Разработка экологически безвредных технологических процессов — одна из глобальных задач научно-технологического развития производства, от успешного решения которой зависит будущее всего человечества.
Важнейшие направления реализации безотходной технологии — разработка эффективных методов очистки и замкнутых оборотных циклов.
Очистить сточные воды так, чтобы они отвечали требованиям производства, намного легче и проще, чем очистить их до такой степени, чтобы они отвечали требованиям окружающей среды.
Большое значение имеет разработка новых технологий очистки сточных вод и газовых выбросов.
Наряду с широко используемой и эффективной биологической очисткой сточных вод с применением микроорганизмов и по сути воспроизводящей процессы самоочистки в природных водоемах начинают находить применение адсорбционная и электрохимическая очистка. Перспективными способами очистки сточных вод являются озонирование, электро-коагуляция, электр о диализ, гиперфильтрация, радиационная очистка, мембранные методы этой операции.
Не менее важным для осуществления безотходных технологий является создание высокоэффективных методов и устройств для очистки отходящих промышленных газов.
Следует отличать очистку газов от аэрозолей (взвешенных жидких частиц), пыли, газо- и парообразных примесей.
Для очистки газов от пыли и аэрозолей достаточно эффективно используются фильтры, электрофильтры, мокрые пылеуловители (скрубберы).
Для очистки выбросов от паро- и газообразных примесей обычно применяют следующие технологии: абсорбцию жидкими поглотителями, адсорбцию твердыми веществами, химическое разложение или превращение в другое, менее вредное для окружающей среды соединение. Кооперирование различных производств с целью сокращения выброса вредных веществ в окружающую среду целесообразно не только с экологической, но и с экономической точек зрения.
Пока еще не до конца использованы возможности применения отходов в виде сырья и полупродуктов для производства высококачественных и экономически выгодных изделий и конструкций из металлических шлаков, огарков, пыли, золы.
Таким образом, общая концепция безотходной технологии включает в себя все вышеперечисленные направления, реализация которых в производстве не только зависит от технологических особенностей и уровня организации самого производства, но и направлена на решение важнейших задач снижения поступления вредных веществ в окружающую среду.
12.4. Прогрессивные технологии автоматизации и информатизации производства
Автоматизация народного хозяйства - применение систем автоматизированного проектирования (САПР), автоматизированных систем управления технологической подготовкой производства (АСУ ТПП), автоматизированных систем управления производством (АСУП), автоматизированных систем управления технологическими процессами (АСУ ТП), интегрированных автоматизированных систем управления (ИАСУ). Внедрение таких систем позволило сократить затраты на проектирование и изготовление деталей, повысить качество планирования, учета, конструкторской подготовки; применение быстроперестраиваемых и гибких производственных систем, а также организация полностью автоматизированных цехов и заводов; промышленных роботов и манипуляторов с целью ликвидации ручного труда, и в первую очередь неквалифицированного; сочетание гибких производственных систем системами машинной научно-технической и организационной подготовки производства позволит создавать гибкие автоматизированные производства.
Комплексная механизации и автоматизация производства - важнейший фактор интенсификации общественного производства. В последние, годы в нашей стране широко используются поточные и автоматические линии, металлообрабатывающие станки с числовым программным управлением, электронные вычислительные машины и др. Все это дало возможность увеличить производительность труда, механизировать и автоматизировать труд работников многих категорий, значительно повысить культуру производства в промышленности.
Однако еще на многих промышленных предприятиях значительна доля ручного труда. Механизацией охвачены основные технологические процессы. Вспомогательные, погрузо-разгрузочные, подъемно-транспортные и складские работы недостаточно механизированы. Поэтому особое внимание уделяется развитию средств механизации, автоматизации производства, его техническому перевооружению и реконструкции. Успешное проведение работ по реконструкции и перевооружению предприятий, по их комплексной механизации и автоматизации зависит прежде всего от машиностроения. Именно в этой отрасли создаются новые орудия труда, средства автоматизации, системы машин, которые определяют прогресс в других отраслях народного хозяйства. Здесь закладываются принципиально новые технологии, обеспечивающие значительное повышение производительности труда и качества продукции. Поэтому весьма важно дальнейшее развитие машиностроительного комплекса и прежде всего станкостроения, производства вычислительной техники, приборостроения, электротехнической и электронной промышленности. Сейчас значительно повышается технико-экономический уровень и качество машин, станков, линий, агрегатов и приборов. Внедрение новой техники, компьютеризация процессов проектирования, подготовки и самого производства, а так же делопроизводства позволяет получать большой эффект в народном хозяйстве нашей страны. Техническое перевооружение и реконструкция промышленных предприятий должны проводиться с учетом роста единичных мощностей машин и агрегатов; перехода от создания и внедрения отдельных машин к разработке и внедрению их систем, полностью охватывающих весь технологический процесс; широкого внедрения вычислительной техники и автоматизированных систем управления технологическими процессами (АСУТП).
Внедрение машин и агрегатов большой единичной мощности объясняется их высокой экономичностью. Так, например, повышение в 3...4 раза единичных мощностей основного технологического оборудования в химической промышленности позволяет снизить его капиталоемкость на 20...50 %. Поэтому намечено существенное увеличение выпуска оборудования и технологических линий повышенной единичной мощности в комплектном и блочно-комплектном исполнении. Осуществляется переход от производства отдельных машин к созданию технологических линий и комплексов с высокой степенью автоматизации.
Автоматизированное оборудование и линии позволяют выполнять производственные операции без физических усилий человека, но под его контролем. Различают несколько ступеней автоматизации производства, а именно: частичную, комплексную и полную автоматизацию. Частичная автоматизация позволяет управлять технологическими параметрами отдельных машин и агрегатов, применяемых в данном производстве. Комплексная автоматизация обеспечивает управление как основными, так и вспомогательными процессами, начиная с поступления сырья и кончая выходом готовой продукции. Примером комплексной автоматизации может быть цех-автомат или завод-автомат, оснащенный общей системой электронного управления. С помощью такого управления осуществляется контроль за ходом всех производственных процессов. В этом случае рабочий выполняет функции контролера и регулятора производственного процесса. Полная автоматизация обеспечивает автоматическое функционирование всех участков производства от проектирования до выпуска готовой продукции, В этом случае происходит автоматизация управленческого, конструкторского, инженерного и другого труда. При полной автоматизации функции человека выполняет машина, благодаря этому высвобождается рабочее время многих людей, которое может быть использовано для творчества.
Автоматические линии представляют систему производственных автоматов, установленных в последовательности выполнения технологических операций и связанных автоматическими транспортно-разгрузочными устройствами. При этом согласованность работы автоматов осуществляется единой системой управления линией. Автоматическая линия дает большой экономический эффект. Так, например, автоматическая линия обработки тел вращения и корпусных деталей, состоящая из станков с ЧПУ, автоматических транспортных, складских систем и ЭВМ, позволяет высвободить около 80 единиц универсального оборудования, 185 рабочих, в том числе свыше 140 станочников. При комплексной автоматизации производств уменьшается потребность в производственных площадях.
Намечено создавать комплексно-автоматизированные производства, которые можно быстро и экономично перестраивать. В решении этой проблемы большую роль играют робототехника и вычислительная техника. Роботы в основном выполняют транспортно-загрузочные работы, но появляются роботы нового поколения, более высокого класса.
Уже производятся и внедряются робототехнические комплексы и модули, Автоматизация производства связана с внедрением вычислительной техники. Поэтому предусмотрено увеличить объем производства вычислительной техники, повысить ее надежность и классность. Для массового применения в роли контроллеров и для автоматизации рабочих мест, особенно в гибких автоматизированных системах, предусматривается производство широкой гаммы микроЭВМ на основе 32 и 64-разрядных микропроцессоров. Все это позволит охватить комплексной автоматизацией все процессы - от научных исследований и проектирования до технологической подготовки производства и выпуска готовой продукции Для этой цели в комплексной программе намечены к разработке несколько систем автоматизации и в первую очередь такие, как САПР (система автоматизированного проектирования и технологической подготовки производства); САНИ (система автоматизации научных исследований и экспериментов); АСУТП и АСУП (автоматизированные системы управления соответственно технологическими процессами и производством).
«Безлюдные» машиностроительные производства в основном должны быть оборудованы металлорежущими станками с ЧПУ, оснащенными устройствами для автоматической оперативной коррекции программ обработки деталей, координатными машинами (КИМ) с ЧПУ, промышленными роботами высокого класса. Машины КИМ автоматически устанавливают детали на станки, контролируют процесс их обработки и проверяют точность изготовления деталей. В этом же производстве предусматривается и диагностическая система, которая должна сочетать простоту управления со способностью мгновенно давать информацию о малейших отказах и неисправностях оборудования. Информация о текущем состоянии технологического процесса, относительном расположении захвата промышленного робота, объектов манипулирования и состоянии среды позволяет автоматизировать многие даже «тонкие» технологические операции, когда по условиям сопряжения на собираемые элементы накидываются кинетические связи и др. От «безлюдных» цехов к «безлюдной» промышленности - таково основное направление научно технического прогресса в промышленности.
12.5. Основы информационной технологии в управленческой и проектно-конструкторской деятельности
Если рассматривать историю развития управления экономикой, то можно определить, что человечество столкнулось с двумя информационными барьерами.
Первый барьер возник при переходе от ремесла к крупному промышленному производству. Он был преодолен разделением задач управления, планирования, проектирования между отдельными работниками и службами.
Второй барьер обусловлен разрывом между темпами появления и развития новых технологий, материалов, товаров, услуг и темпами совершенствования информационной сферы.
Необходимость ускоренного развития информационной технологии, особенно в сфере управления производством, диктуется также и следующими обстоятельствами.
Во всех промышленно развитых странах образовался дисбаланс между автоматизацией собственно производства и автоматизацией управления этим производством. Как следствие этого — в течение всего XX в. неуклонно увеличивалась доля работников, занятых в информационной сфере (в частности, в управлении и планировании), при снижении доли занятых в сфере материального производства. Причина всюду одна: производство автоматизируется самым активным образом, а вот управление им нет.
Такая тенденция проблему с информационной сферой делает еще более острой, так как достижения робототехники и микроэлектроники (микропроцессоры, сверхбольшие интегральные микросхемы) позволяют уже сейчас строить высокоавтоматизированное программируемое гибкое производство, которое обеспечит более высокие темпы обновления и расширения номенклатуры товаров и услуг.
Кроме неразвитости информационной сферы, развитие гибкого роботизированного производства сдерживают еще две причины:
1) традиционные методы разработки и проектирования новой техники и технологии с их громоздким чертежным хозяйством и опытно-конструкторскими работами;
2) нерешенные проблемы оптимального управления все более сложными технологическими системами при расширении межотраслевых связей и усложнении структуры выпускаемой продукции.
Преодоление второго барьера возможно лишь с развитием информационной технологии.
Под информационной технологией понимают совокупность методов и средств сбора, хранения, поиска, переработки, преобразования, распространения и использования информации в различных сферах деятельности.
Информационная технология создана для производства, передачи, отбора, трансформации и использования информации в виде звука, текста, графического изображения и цифровой информации. В основе данных систем используются компьютерные и телекоммуникационные технологии (базирующиеся на микроэлектронике), которые в свою очередь могут использоваться совместно с другими видами технологий для усиления конечного эффекта.
Цель информационной технологии в сфере производства — обеспечить наиболее благоприятные условия его развития с точки зрения интенсификации обмена информацией между его подразделениями и повышения эффективности ее обработки и использования.
Технологическими средствами реализации информационной технологии являются быстродействующие ЭВМ на микропроцессорной основе (информационная техника), соединенные между собой устойчивыми каналами связи (например, на оптоэлектронной основе), позволяющими эффективно обмениваться необходимой информацией. Инструментальными средствами информационной технологии являются программное и математическое обеспечение.
В информационной технологии предметом труда и продуктом труда является информация, т.е. сведения, исходные данные, необходимые пользователю для принятия каких-либо решений (организационных, управленческих, конструкторских, технологических и т.д.). При этом выходная информация выступает в виде рекомендаций, управляющих воздействий, например, на протекание технологического процесса, или является исходной для дальнейшей переработки.
В сфере информатики в 80-е гг. XX в. формирование очередного поколения аппаратных и математических средств обеспечения началось с радикальной перестройки трех основных технологий: технологии проектирования интегральных микросхем, технологии их производства и технологии программирования.
Изменение в технологии проектирования имело характер переворота в буквальном смысле слова: вместо классического принципа разработки интегральных микросхем, т.е. с расчета отдельных их компонентов (транзисторов, резисторов, конденсаторов и т.д.), стало общепринятым структурное проектирование крупных функциональных блоков информационных устройств. Этот полностью автоматизированный процесс базируется на аппаратно-программных комплексах, в которых имеется вся необходимая информация о технологических нормах проектирования.
Таким образом, проектирование технологических процессов ведут специалисты, которые могут совершенно не знать технологии как таковой, ее физических средств и оборудования. Но результат проектирования — информация в виде программного обеспечения, записанная на соответствующих носителях. Она позволяет реализовать на практике технологию производства, например, тех же интегральных микросхем.
Вместе с тем технологи могут совершенно не знать строения, принципов действия устройств для записи и воспроизведения информации, но могут использовать полученную информацию для организации производственного процесса. Таким образом, информация в виде, например, программного обеспечения служит связью между проектантами и технологами. Формируемый при этом адаптивный производственно-технологический комплекс "воспринимает" внешний мир через готовые программы-проекты и может перестраивать весь производственный цикл в зависимости от требований потребителей.
Важнейшими предпосылками развития информационной технологии в сфере материального производства являются:
1) разработка новых технологических процессов, согласованных по температурным условиям и среде, принципам контроля и автоматизации;
2) создание физико-математических моделей и программ, которые могут служить основой для проектирования и управления процессами производства;
3) создание комплекса средств автоматической генерации программного обеспечения;
4) разработка автоматических устройств сбора информации и выдачи ее пользователю в удобном для него виде при максимальном облегчении общения с источником информации или ЭВМ;
5) создание развитой сети электронных средств обработки информации, позволяющей обмениваться информацией различным пользователям в автоматическом режиме.
Главным направлением развития информационной технологии на современном этапе является решение задачи автоматизации всего пути от формулировки проблемы пользователем до ее решения. Поэтому создание новой технологии обработки информации на ЭВМ становится одной из центральных проблем создания искусственного интеллекта.
Вышеотмеченные требования заставляют внести в традиционную структуру ЭВМ новые компоненты.
На рисунке 12.1 показана обогащенная структура компьютера, способного подготовить программу решения задачи по словесному описанию ее условий.
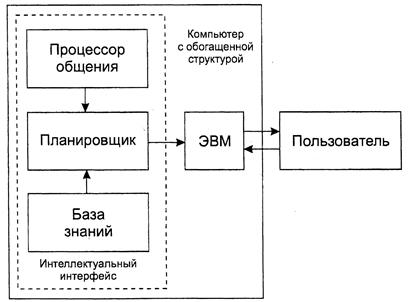
Рис. 12.1. Обогащенная структура компьютера
Кроме собственно ЭВМ, в новом комплексе есть еще три блока:
процессор общения;
база знаний;
планировщик.
Эти три блока иногда объединяют под названием интеллектуальный интерфейс.
В задачу процессора общения входит перевод исходного текста задачи на внутренний язык системы. Этот же блок «переведет» потом результаты работы машины на понятный пользователю язык.
Планировщик строит рабочую программу по описанию условий задачи, полученному от процессора общения. Делает это он с помощью имеющейся базы данных. В ней записаны и описаны все необходимые сведения о способах решения задач в данной области. В базе данных хранятся стандартные программы, с помощью которых решаются типовые задачи, содержится другая нормативно-справочная информация. На основе базы данных планировщик «строит» нужную ему программу, которую и решает ЭВМ.
В сфере искусственного интеллекта выделяют три типа систем: интеллектуальные информационно-поисковые; экспертные; логические.
Интеллектуальные информационно-поисковые системы обладают обширным справочно-информационным фондом и способны отвечать на вопросы пользователя, даже если вопрос сформулирован неконкретно или проблемно.
Задача экспертных систем — накапливать опыт специалистов, работающих в плохо формализуемых областях: медицине, биологии, истории и т.д. При этом каждая конкретная экспертная система ориентирована на жестко фиксированную проблемную область. По сути дела — это автоматизированный справочник-советчик для специалиста.
Расчетно-логические системы умеют выполнять множество процедур, используемых в задачах проектирования, планирования, диспетчеризации и т.д.
Новая информационная технология с созданием интеллектуального интерфейса позволяет успешно решать проблему проектирования новой техники и технологии путем автоматизации перевода с предметного уровня на математический, с математического на предметный и наоборот. В результате мир компьютера объединяется с миром конечного пользователя и тем самым мы переходим к новой информационной технологии.
Особенно стремительным стало внедрение информационной технологии в последние годы в управленческой деятельности. Получила распространение концепция электронной конторы — учреждения, где практически все конторские, управленческие операции, включая сбор информации, ее анализ, подготовку управленческих решений и распоряжений, осуществляются с помощью электронной техники, на базе децентрализованной сети рабочих мест.
Концепция электронной конторы окончательно еще не сформировалась, и сейчас пока трудно сказать, сколь глубоким и всесторонним будет ее воздействие на принципы организации управленческого труда.
Электронное техническое оснащение контор обеспечивает прямое взаимодействие между людьми, не требуя их присутствия в одном помещении и даже в определенное время в рабочем здании. Благодаря электронным устройствам стираются грани между служебным и домашним временем. Очевидно, должно измениться общественное отношение к работе на дому или неполный рабочий день. Не исключено, что в XXI в. такой режим конторской работы станет весьма распространенным, а может быть, — даже основным.
Можно выделить восемь ключевых объектов автоматизации в важнейших функциях управленческой деятельности: обработка текстовой информации; общение с помощью электронной почты; работа на персональных ЭВМ с соответствующими базами данных; запоминание и обработка голосовой информации; электронное хранение документов; передача и обработка факсимильной информации; дистанционные совещания; использование общих систем связи. Можно сформулировать задачу и короче, выделив три важнейшие функции, подлежащие совместной и взаимосвязанной автоматизации: электронная связь, электронное хранение документов, электронное создание документов.
По предварительным оценкам, автоматизация работы служащих на промышленном предприятии может сократить конторские расходы примерно на четверть. По отдельным статьям расходов экономия может быть еще больше.
Если говорить о технике новых конторских технологий, то сердцевину ее составляет персональный компьютер (ПК), объединяющий в себе информационно-вычислительные ресурсы и средства для ввода и воспроизведения информации. ПК объединяются в сеть, они также могут быть подключены к централизованным средствам коллективного пользования, например, к центральным банкам данных: своеобразным «складам» или «библиотекам» большого числа сведений, необходимых для успешного функционирования этой и других электронных контор. В сущности, каждый персональный компьютер может иметь выход «наверх» — на информационную систему, действующую в рамках целой страны или даже международную (сеть Интернет), и «вниз» — получать информацию через систему датчиков непосредственно от работающего оборудования.
Следует подчеркнуть, что автоматизация работы служащих дает эффект при условии комплексности, когда автоматизируется деятельность конторы в целом. В принципе не столь уж сложно объединить в систему отдельные автоматизированные рабочие места. Но ряд фирм выпускает сейчас готовые комплекты оборудования и программного обеспечения, в том числе специализированные, например «электронную редакцию» — набор оборудования для редактирования текстов, составления макетов и т.д.
В последнее время в проектно-конструкторской деятельности начали находить применение так называемые компьютерные имитации, реализованные с помощью технологии виртуальной реальности.
В латинском языке слово virtus понимается как «возможный», «который может или должен проявиться»".
В основе системы, реализующей технологию виртуальной реальности, лежит компьютерная динамичная трехмерная модель какого-либо объекта реального мира, которая может воспроизводиться либо на экране дисплея, либо в специальных стереоскопических "очках", состоящих из двух миниатюрных экранов, вмонтированных внутри надеваемого на голову шлема, либо на экране во всю стену.
Принципиальным отличием компьютерных программ, создающих виртуальный мир, от традиционных систем компьютерной графики, передающих только зрительную информацию, является воздействие на несколько органов чувств одновременно: зрения, слуха, осязания. Кроме того, все системы виртуальной реальности интерактивно взаимодействуют с человеком и допускают «вмешательство» последнего в действие, разворачиваемое перед его глазами. Например, можно «дотронуться» рукой до объекта, существующего лишь в памяти компьютера, надев на руку специальную перчатку, начиненную соответствующими датчиками. С помощью компьютерной мыши можно перевернуть имеющееся на экране изображение, осмотреть его с обратной стороны, попасть внутрь исследуемого объекта.
Такие системы в настоящее время используются при проектировании новых моделей автомобилей «Крайслер», создавая, например, эффект присутствия и езды человека на автомобилях, которых еще нет на самом деле. Системы виртуальной реальности позволяют наилучшим образом оптимизировать конструкции реактивных истребителей «Фантом», не прибегая к созданию дорогостоящих натурных макетов. Инженер, надев специальные очки, с помощью устройства, напоминающего компьютерную мышь, передвигает детали самолета с места на место, проверяя, удачно ли соседствуют они друг с другом в виртуальном пространстве. Программное обеспечение помогает избежать "столкновения" различных элементов самолета при его проектировании.
Несомненную экономию дают принципы виртуальной реальности при подготовке персонала для работы на новом оборудовании, например, при освоении гибкой автоматизированной технологии, не говоря уже об обучении езде на автомобиле или имитации хирургической операции.
Технология виртуальной реальности используется при моделировании динамики жидкостей и газов в физике, в моделировании химических опытов, индустрии развлечений, особенно играх, финансовом анализе, геологических и географических науках, информационных системах, изобразительном искусстве, медицине, на телевидении, в образовании, метеорологии и многих других отраслях и видах деятельности.
Лучшие экземпляры технологии виртуальной реальности представляют собой сложные системы, трансформирующие информацию в знание, которое и является наиболее ценным ресурсом человечества.
Таким образом, важнейшее значение использования информационной технологии состоит именно в том, что она открывает пути прогресса без дальнейшего наращивания материально-энергетического потребления. Хотя обработка каждой единицы информации требует энергии, а хранение информации — вещества и пространства, эти затраты неизмеримо меньше затрат энергии, вещества и пространства, чем отображаемые этими информационными процессами события реального мира.
12.6. Общие сведения о программном управлении и его системах
Современная автоматизация расширяет интеллектуальные способности человека, освобождает его не только от необходимости непосредственно и постоянно участвовать в производственном процессе, но и берет на себя часть функций, связанных с управлением и контролем процессов производства.
Для современного производства характерна его компьютеризация, или электронная автоматизация. Пронизывая все этапы создания и производства продукта, компьютеризация означает совершенно новый подход к организации современного производственного процесса.
Программное управление — управление режимом работы объекта по заранее заданному алгоритму (программе).
Программное управление технологическим оборудованием и процессами охватывает управление движением машин, механизмов, транспортных средств и изменением параметров технологического процесса.
К оборудованию с программным управлением относятся:
- автоматические линии (АЛ);
- станки с числовым программным управлением (ЧПУ);
- промышленные роботы;
- автоматизированные системы управления (АСУ);
- гибкие производственные системы (ГПС);
- системы автоматизированного проектирования (САПР).
Автоматическая линия — система основного и вспомогательного оборудования, автоматически выполняющая весь процесс изготовления или переработки продукции или ее составляющих.
Различают специальные автоматические линии, которые предназначены только для обработки определенных изделий, специализированные автоматические линии, которые способны производить однотипную продукцию в некотором диапазоне параметров, универсальные автоматические линии, предназначенные для изготовления широкой номенклатуры однотипной продукции.
В отличие от гибких производственных систем автоматические линии не приспособлены к быстрому переходу на выпуск новой продукции и их применение наиболее целесообразно в условиях крупносерийного и массового производства.
Станки с ЧПУ — разновидность технологического оборудования, снабженного микропроцессорным блоком, обеспечивающим автоматическое проведение режимов и последовательности обработки по определенной программе, а по мере необходимости — изменение режимов и последовательности обработки при изменении программы обработки в рамках технологических возможностей оборудования.
Исходная программа вводится в считывающее устройство станка, в котором исходные данные преобразуются в соответствующие командные импульсы, управляющие исполнительными механизмами оборудования. Как правило, станки с ЧПУ снабжаются соответствующими контрольно-измерительными приборами, позволяющими следить за процессом обработки и (в случае необходимости) его корректировать. Кроме того, современные станки с ЧПУ имеют соответствующие датчики, следящие за состоянием рабочих инструментов и исполнительных механизмов станка с целью обеспечения требуемого качества обработки (так называемая способность к самоконтролю).
Несмотря на их достаточно высокую стоимость, станки с ЧПУ целесообразно применять для мелкосерийного и индивидуального производства. По сравнению с автоматическими линиями, работающими по одной программе, станки с ЧПУ универсальны, их переналадка, смена программы обработки занимают считанные минуты.
Автоматизированная система управления (АСУ) — совокупность экономико-математических методов, технических средств (средств связи, устройств отображения информации и т.д.) и организационных комплексов, обеспечивающих рациональное управление сложным объектом (процессом) в соответствии с поставленной целью.
Классическая АСУ состоит из основы и функциональной части. В основу входят: информационная база, техническая база, математическое обеспечение, экономико-математическая база. К функциональной части относят набор взаимосвязанных программ, автоматизирующих конкретные функции управления (оперативное планирование, финансово-бухгалтерская, маркетинговая деятельность и т.д.).
Основные типы автоматизированных систем управления:
- системы общезаводского управления, ориентированные на автоматизацию функций управления предприятием (АСУП);
- системы управления технологическими процессами (АСУТП), образующие совместно с современным комплексом основных и вспомогательных агрегатов и машин автоматизированные технологические комплексы (АТК).
Основная тенденция развития автоматизированных систем — объединение локальных АСУ с целью создания интегрированных систем, в которых сочетаются автоматизация решения экономических задач и задач административного управления с автоматизацией управления технологическими процессами, проектирования изделий и технологии.
Повышение научно-технического уровня и эффективности АСУ создало предпосылки для разработки систем боле высокого класса — многоуровневых интегрированных автоматизированных систем управления — ИАСУ.
ИАСУ включает в себя:
- АСУП (организационно-управленческая сторона производственной деятельности);
- АСУТП (технико-технологическая сторона производственной деятельности);
- САПР (конструкторско-технологическая сторона производственной деятельности).
Эти компоненты ИАСУ взаимосвязаны, образуют единый контур организационно-экономического управления, управления технологическими процессами и процесса технической подготовки производства.
«Мозг» АСУ — это система быстродействующих ЭВМ. На ЭВМ возлагаются функции информирования, справочные, советующие, а также функции контроля за протеканием производственного процесса.
Система автоматизированного проектирования (САПР) представляет собой комплекс технических средств, программного обеспечения и работников, осуществляющих диалоговую связь с ЭВМ с целью создания (проектирования) новых объектов.
В настоящее время в мире наиболее широкое применение получают следующие виды САПР:
однопроцессорные системы, в которых центральный процессор обеспечивает обслуживание всех задач пользователей при едином банке данных;
мультипроцессорные системы, в которых взаимодействие пользователей осуществляется через общую память и банк данных;
распределенные системы, в которых наряду с центральным процессором (базовой ЭВМ) и общим банком данных используются периферийные процессоры.
Кроме базовых ЭВМ, САПР комплектуются большим количеством периферийных устройств: ввода, отображения и редактирования символьной и графической информации; устройствами, предназначенными для автоматической подготовки и вывода технической документации; автоматизированными контрольно-диагностическими системами (тестерами), управляемыми программами САПР.
Для ввода больших объемов графической информации широко используются графические планшеты и кодировщики, позволяющие переводить данные с рисунков и чертежей в цифровой форме в память ЭВМ.
Отображение и редактирование графической информации обычно выполняются с помощью графических дисплеев. Графический дисплей позволяет представлять информацию, вводимую в ЭВМ и выводимую из нее, в виде схем, рисунков, чертежей, графиков с множеством цветовых оттенков. Это улучшает восприятие, облегчает ввод сложной графической информации.
По назначению различают системы:
- автоматизированного проектирования конструкторского назначения;
- автоматизированного проектирования технологического назначения;
- комбинированные САПР.
К разрабатываемым и внедряемым САПР для машиностроительного производства предъявляются следующие основные требования:
- охват всего набора операций проектируемых технологических процессов;
- проектирование технологии обработки деталей различных классов (тела вращения, корпусные, штампованные и т.п.);
- проектирование операционных эскизов и операционных карт механической обработки с элементами нормирования;
- возможность работы в интерактивном режиме с применением дисплейного комплекса;
- взаимодействие САПР с АСУП и ГПС.
Современные САПР отличаются высокой производительностью, большим пакетом прикладных программ, способностью к объединению с другими системами, портативностью и унификацией. Новейшие системы строятся по модульному принципу. Это повышает гибкость их использования, улучшает адаптацию к новым задачам, облегчает поиск ошибок, делает возможным широкую стандартизацию элементов и дальнейшее расширение систем.
Основные преимущества использования САПР в производстве:
- ориентация на перспективные технологические процессы (например, лазерную технологию);
- обеспечение снижения затрат на проектирование;
- рост производительности труда проектировщиков;
- сокращение сроков технологической подготовки производства;
- повышение качества проектирования;
- сокращение численности персонала низкой квалификации.
Наибольшего эффекта от применения систем автоматизированного проектирования следует ожидать при комплексной автоматизации всех процессов создания документации на изделие, т.е. проектирования, конструирования и технологической подготовки производства.
12.7. Перспективы и обоснование применения прогрессивных технологий автоматизации
1. Комплексная автоматизация предполагает такую организацию производственных процессов, которая соответствует технологии производства, а также требованиям равномерного, непрерывного и интенсивного использования всей технологической системы без участия человека при стабильном качестве выпускаемой продукции. Комплексность автоматизации проявляется в том, что она охватывает не только рабочие, но и вспомогательные элементы технологического процесса.
2. Гибкое автоматизированное производство позволяет за короткое время при минимальных затратах, на том же оборудовании, не прерывая производственного процесса и не останавливая оборудования, по мере необходимости переходить на выпуск новой продукции произвольной номенклатуры.
3. Гибкая производственная система является высокоинтенсивной и трудосберегающей формой производства, она сравнима по производительности с автоматической линией, а по гибкости — с универсальным оборудованием. Как высший уровень автоматизации гибкое автоматизированное производство должно включать в себя полную автоматизацию проектирования и технологической подготовки производства.
4. Промышленные роботы эффективно включаются в автоматические линии, становятся частью гибких автоматизированных производств, способны быстро и без существенных затрат перестраиваться на производство изделий различных видов, приспосабливаться к изменяющимся условиям производства. Представляя собой новый вид рабочей машины, роботы могут эксплуатироваться изолированно или целыми комплексами, управляемыми ЭВМ.
5. Главное направление комплексной автоматизации производственных процессов — не в замене человека при обслуживании известных машин и аппаратов, а в создании высокоинтенсивных технологических процессов и высокопроизводительных средств производства, работающих без участия человека.
6. Роторная технология обработки или производства изделий характеризуется высокой степенью концентрации технологических операций за счет многопозиционной и малоинструментальной обработки, совмещенной во времени, непрерывным транспортированием обрабатываемых объектов, совмещенным с их технологической обработкой.
7. Невысокая степень гибкости роторных и роторно-конвейерных линий, необходимость остановки для переналадки при переходе на выпуск новой продукции ставит определенные ограничения использования роторной технологии в серийном производстве.
8. Информационная технология создана для производства, передачи, отбора, трансформации и использования информации в виде звука, текста, графического изображения и цифровой информации. В основе данных систем используются компьютерные и телекоммуникационные технологии (базирующиеся на микроэлектронике), которые в свою очередь могут использоваться совместно с другими видами технологий для усиления конечного эффекта. Важнейшее значение использования информационной технологии состоит именно в том, что она открывает пути прогресса без дальнейшего наращивания материально-энергетического потребления.
9. Технологическими средствами реализации информационной технологии являются быстродействующие ЭВМ на микропроцессорной основе (информационная техника), соединенные между собой устойчивыми каналами связи (например, на оптоэлектронной основе), позволяющими эффективно обмениваться необходимой информацией. Инструментальными средствами информационной технологии является программное и математическое обеспечение.
10. Главным направлением развития информационной технологии на современном этапе является решение задачи автоматизации всего пути от формулировки проблемы пользователем до ее решения. Поэтому создание новой технологии обработки информации на ЭВМ становится одной из центральных проблем создания искусственного интеллекта.
11. Концепция электронной конторы подразумевает такое учреждение, где практически все конторские, управленческие операции, включая сбор информации, ее анализ, подготовку управленческих решений и распоряжений, осуществляются с помощью электронной техники, на базе децентрализованной сети рабочих мест.
12. В основе системы, реализующей технологию виртуальной реальности, лежит компьютерная динамичная трехмерная модель какого-либо объекта реального мира. Принципиальным отличием компьютерных программ, создающих виртуальный мир, от традиционных систем компьютерной графики, передающих только зрительную информацию, является одновременное воздействие на несколько органов чувств: зрения, слуха, осязания.
ЛЕКЦИЯ 13 ПРОГРЕССИВНЫЕ ТЕХНОЛОГИИ ПРОИЗВОДСТВА НОВЫХ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ И ИЗДЕЛИЙ
13.1. Основы прогрессивных технологий
1. Большое значение замены металлов и других традиционных конструкционных материалов на композиты состоит в том, что вместо ограниченного числа материалов с постоянными и практически неизменными свойствами появляется возможность применять большее число новых материалов с заранее заданными свойствами, определяемыми сферой использования изделия.
2. Технология порошковой металлургии позволяет решать две задачи:
- изготовление материалов и изделий с обычными составами, структурой и свойствами, но при значительно более выгодных экономических показателях их производства;
- изготовление материалов и изделий с особыми свойствами, составом, структурой, которые недостижимы для других способов производства.
3. Электрические методы обработки осуществляются с помощью электрической энергии, вводимой либо непосредственно в зону обработки, либо при предварительном специальном преобразовании ее вне рабочей зоны в световую, акустическую, магнитную и другие виды энергии.
4. По характеру воздействия электрического тока на предмет обработки все электрические методы обработки условно подразделяют на две большие группы:
- электрофизические (ЭФ) методы, основанные на тепловом или механическом действии электрической энергии;
- электрохимические (ЭХ) методы, основанные на химическом действии электрического тока.
5. Электроэрозионная обработка основана на эффекте расплавления и испарения микропорций материала под тепловым воздействием импульсов электрической энергии, которая выделяется в канале электроискрового заряда между поверхностью обрабатываемой детали и электродом-инструментом, погруженным в жидкую непроводящую среду. Электроэрозионный способ позволяет обрабатывать токопроводящие материалы любой механической прочности, вязкости, хрупкости, получать детали сложной формы и осуществлять операции, невыполнимые другими методами.
6. В промышленности электролиз применяется в основном для анодного растворения металлов или их катодного осаждения из растворов и расплавов.
7. Уникальные свойства лазерного излучения - строгая одноцветность лучей огромной мощности (монохроматичность), согласованность колебаний электромагнитных волн (высокая когерентность), острая направленность светового излучения — обеспечили широкое внедрение лазеров в различных отраслях деятельности: в промышленности, сельском хозяйстве, медицине, научно-исследовательской практике.
8. В настоящее время разработаны следующие технологические процессы с использованием мощных лазеров: лазерная поверхностная термообработка; лазерная сварка; лазерная размерная обработка; измерительная лазерная технология; лазерная интенсификация химических реакций.
9. Технологическое использование ультразвуковых колебаний осуществляется по следующим направлениям: силовое воздействие на материал; интенсификация технологических процессов; ультразвуковые методы контроля.
10. Плазменная технология основана на обработке сырья и полупродуктов концентрированными потоками энергии - плазмой, ионизированным газом, находящимся при температуре 8000—10000 °С.
11. Мембранная технология представляет собой процесс разделения веществ через полупроницаемую перегородку, отличающийся высокой энерго- и ресурсоэкономичностью, простотой аппаратурного оформления, экологической чистотой. По механизму мембранного действия различают диффузионные, адсорбционные и ионообменные мембраны.
12. Целью радиационно-химической технологии является разработка методов и устройств для наиболее экономичного осуществления с помощью ядерного излучения физических, химических и биологических процессов, позволяющих получать новые материалы или придавать им улучшенные свойства, а также для решения экологических проблем.
13.2. Основы технологии производства композиционных материалов
Композиционные материалы (КМ), или композиты, — это искусственно созданные материалы, состоящие из двух или более разнородных и нерастворимых друг в друге компонентов (фаз), соединяемых между собой физико-химическими связями.
Большое значение замены металлов и других традиционных конструкционных материалов на композиты заключается в том, что вместо ограниченного числа материалов с постоянными и практически равными во всех направлениях свойствами появляется возможность применять большее число новых материалов со свойствами, различающимися в разных направлениях (анизотропия свойств КМ). Само создание изделий из КМ является примером единства конструкции и технологии, поскольку материал, спроектированный конструктором, образуется одновременно с изделием при его изготовлении и свойства КМ в значительной мере зависят от параметров технологического процесса.
В общем случае в композиционных материалах четко выражены различия в свойствах компонентов. Одним из этих компонентов является арматура, или наполнитель, а вторым — связывающая их матрица.
Матрица в КМ выполняет функцию среды, в которой распределен наполнитель. Последний в КМ воспринимает основные напряжения, возникающие в композиции при действии внешних нагрузок, придавая ей прочность и жесткость в направлении ориентации волокон. Работоспособность композита обеспечивается как правильным выбором и сочетанием матрицы и наполнителя, так и рациональной технологией их совмещения, призванной обеспечить прочную связь между ними.
В качестве матрицы в КМ используют эпоксидные, кремнийорганические, полиэфирные и другие смолы, алюминий, магний, титан, никель, жаропрочные сплавы, керамику, углерод различной модификации.
КМ получают общее название по типу материала матрицы.
КМ с полимерной матрицей называют полимерными (ПКМ), с металлической — металлическими (МКМ), с углеродной — углеродными (УКМ) и т.д.
Формирование деталей из полимерных композиционных материалов (ПКМ) может осуществляться методами как присущими формированию изделий из полимеров (литье под давлением, экструзия, прессование и др.), так и специальными (намотка и др.), присущими только данному классу материалов.
Намоткой называют процесс формирования, при котором заготовки получают укладкой по заданным траекториям формирующего наполнителя (нитей, лент, тканей), обычно пропитанного полимерным связующим, на вращающиеся технологически оправки. Оправки имеют конфигурацию и размеры, соответствующие внутренним размерам изготавливаемой детали. Формирование завершается отвердением. Намоткой изготавливают конструкции, имеющие форму тел вращения или близкую к ней: трубы, баки, емкости, короба, стержни и т.п.
В металлических композиционных материалах (МКМ) матрицей являются металлы и их сплавы, а арматурой — металлические и неметаллические волокна.
Технологическую схему производства изделий из МКМ можно представить следующим образом:
1) очистка поверхности волокон и матрицы;
2) объединение волокон матрицы;
3) получение МКМ методами пластической деформации, порошковой металлургии, литья либо комбинацией этих методов.
Наиболее производительный способ производства листовых, ленточных МКМ — прокатка.
Жидкофазный метод предусматривает получение МКМ совмещением армирующих волокон с расплавленной матрицей.
Изготовление МКМ методами осаждения-нанесения состои
Дата добавления: 2016-01-04; просмотров: 16; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!