Характеристика операций электрохимико-механической обработки
Особенностями электрохимической обработки являются:
- высокая производительность при высокой чистоте обработки;
- возможность широкого регулирования режимов обработки от черновой до чистовой без прекращения процесса и без снятия детали со станка;
- возможность обработки токопроводящих материалов любой твердости;
- пониженное количество отходов.
Анодно-механическое резание заготовок.
Деталь 1 (рис. 14.3) соединяется с положительным полюсом источника тока 4 напряжением 20…30 В, а инструмент 2 - с отрицательным. В зазор, образованный между инструментом и поверхностью обрабатываемого изделия, вводят электролит 3, представляющий собой водный раствор жидкого стекла. Регулирование тока - резистором 5.
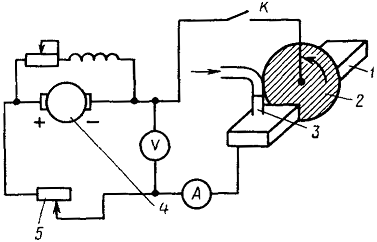 Рис. 14.3 – Схема анодно-механического разрезания
Рис. 14.3 – Схема анодно-механического разрезания
|
Электроду-инструменту придают форму диска и сообщают быстрое вращение. Вращающийся диск увлекает в зазор электролит. Съем металла в месте разрезания происходит в результате протекания рассмотренных выше процессов. В качестве ЭИ может быть использована и бесконечная металлическая лента.
Чистовая анодно-механическая обработка происходит за счет анодного растворения металла при прохождении электрического тока через электролиты. Обработка происходит в результате непрерывного удаления пленки вращающимся непроводящим диском-инструментом и электролиза, вызывающего растворение металла анода в местах, очищенных от пленки.
|
|
|
Обдирку - черновое шлифование производят с помощью вращающегося металлического диска-катода, который прикасается к поверхности обрабатываемого изделия в среде электролита. При черновом шлифовании применяется повышенная плотность тока, благодаря чему процесс по характеру протекания приближается к электроэрозионному и при высокой производительности обрабатываемая поверхность получается шероховатой.
Электрохимико-механическую обработку (ЭХМО) проводят с применением электрически нейтральных инструментов. Она предназначена для получения поверхностей высших классов чистоты. Сюда можно отнести такие операции, как полирование в электролите с суспензией абразива, хонингование катодными головками с абразивными вставками и т.д. Положительными чертами ЭХМО является возможность получения наивысшей чистоты поверхности; использование неагрессивных электролитов; работа при низких напряжениях (2…16) В и т.д.
Оборудование электрохимико-механической обработки
Источниками питания установок ЭХМО могут быть генераторы постоянного тока, двухполупериодные выпрямители, импульсные генераторы и т.д.
Конструкции современных станков ЭХМО включают в себя устройства для вращения ЭИ и пневматические зажимы для закрепления ЭЗ. Диски ЭИ снабжены направляющими для уменьшения ширины реза. Станки снабжены вентиляцией и устройством промывки горячей водой для полного удаления жидкого стекла.
|
|
|
Раздел 11. Электромеханические технологии
Технологии, использующие магнитное поле
11.1.1 Магнитоимпульсная обработка металлов (МИО) - это способ пластической деформации металлов и их сплавов, осуществляемый при прямом преобразовании электрической энергии в механическую непосредственно в самом обрабатываемом изделии. Физические основы МИО - это электродинамические силы, возникающие в проводящем теле, помещенном в переменное электромагнитное поле.
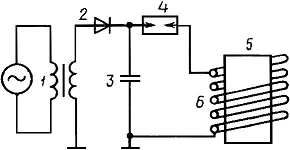 Рис. 11.1 – Принципиальная электрическая схема установки для МИО металлов
Рис. 11.1 – Принципиальная электрическая схема установки для МИО металлов
|
Принципиальная схема установки (рис. 11.1.) включает в себя зарядное устройство, батарею конденсаторов - накопитель энергии, коммутирующее устройство и индуктор.
Батарея 3 заряжается через выпрямительное устройство 2 от ИП 1. По окончании зарядки батарея с помощью коммутирующего устройства 4 замыкается на индуктор 6. Проходящий по индуктору ток создает магнитный поток, который пересекает металлическое изделие 5 и создает в нем вихревые токи.
|
|
|
Импульс тока при разрядке конденсатора емкостью С на индуктивную катушку L имеет длительность и форму, определяемые параметрами разрядного контура R, L и С.
Энергия, выделяемая в цепи L и R при разряде конденсатора, определяется:
 (11.1)
(11.1)
Поскольку R << L,
 (11.2)
(11.2)
где Lуст - индуктивность установки (батареи конденсаторов, ошиновки и разрядника); Lинд- индуктивность индуктора.
Электромагнитная энергия (11.1), выделяющаяся в цепи, расходуется на механическую работу деформации заготовки, нагрев заготовки и проводников цепи и частично рассеивается в пространстве.
Полное давление на заготовку (кг/см2), обусловленное плотностью энергии электромагнитного поля,
 (11.3)
(11.3)
где В - индукция магнитного поля.
При невысокой скорости нарастания магнитного поля и значительной длительности импульса оно может проникнуть за заготовку и вызвать противодавление.
Скорость перемещения стенки заготовки при деформации:
 (11.4)
(11.4)
где γ - плотность материала заготовки, г/см3.
Дата добавления: 2021-07-19; просмотров: 112; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!