Электрохимико-механическая обработка в электролитах
Электрохимико-механическая обработка - процесс обработки металлических деталей в электролитах в совокупности с механическими и электроэрозионными процессами. Различают анодно-абразивную и анодно-механическую обработку.
Анодно-абразивная обработка
Этот тип обработки основан на анодном растворении и механическом (абразивном) воздействии на обрабатываемое изделие. При этом на поверхность электрода-заготовки (ЭЗ) могут воздействовать: электрический ток, обеспечивающий анодное растворение; механическая сила, создаваемая частицами абразива, режущими или царапающими поверхность ЭЗ; тепловой поток, приводящий к тепловой эрозии поверхностных слоев ЭЗ.
Схема межэлектродного промежутка при анодно-абразивной обработке (ААО) показана на рис. 10.4. Поверхность ЭИ, подключенного к отрицательному полюсу, движется со скоростью υи вдоль поверхности ЭЗ, подключеной к положительному полюсу.МЭП заполняется раствором электролита.
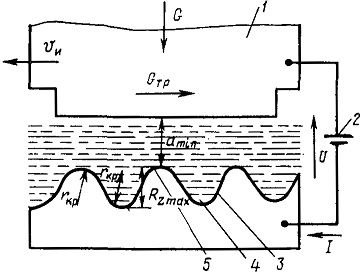 Рис. 10.4 – Схема межэлектродного промежутка при анодно-абразивной обработке: 1 – ЭИ; 2 – ИП; 3 – ЭЗ; 4 – раствор электролита; 5 – МЭП
Рис. 10.4 – Схема межэлектродного промежутка при анодно-абразивной обработке: 1 – ЭИ; 2 – ИП; 3 – ЭЗ; 4 – раствор электролита; 5 – МЭП
|
Приложенная к ЭИ извне сила G поджимает его к ЭЗ,но так, чтобы между обоими телами не было обширного контакта и их электропроводные поверхности оказались разделенными зазором aмин. При этом через МЭП проходит ток I, а расходуемая на обработку электрическая мощность P= U· I.
Внешняя сила G вызывает силу трения Gтр, которая приложена к поверхности ЭИ, движущегося со скоростью υи. Таким образом, для обработки детали затрачивается также и механическая энергия A = υи ·Gтр.
|
|
|
При ААО удаляются выступы 5 на ЭЗ. Во впадинах материал снимается менее интенсивно.
Снятое с поверхности ЭИ вещество может находиться в трех конечных состояниях: химически связанном с составляющими электролита, в виде застывших капель металла и в виде металлических сколотых частиц.
Снятие металла с микровыступов обеспечивается подбором электрического и механического режимов, применением ЭИ, изготовленного из различных абразивных материалов, а также созданием рабочих сред различного состава.
Анодно-механическая обработка
Анодно-механическая обработка (АМО) основана на одновременном использовании электроэрозионных и электрохимических процессов, происходящих в заполненном электролитом МЭП между ЭИ и ЭЗ.
При этом виде обработки в МЭП происходит образование нерастворимых соединений элементов металла заготовки с анионами электролита. В таком процессе применяется в качестве электролита водного раствора - жидкое стекло.
Ионы железа, переходящие в раствор благодаря анодному растворению, соединяются с силикат-анионами и образуют нерастворимое соединение, выпадающее на ЭЗ в виде пленки (рис. 10.5).
|
|
|
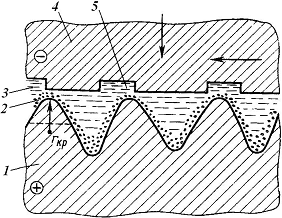 Рис. 10.5 – Схема анодно-механической обработки:
1 – обрабатываемая деталь; 2 – пассивная пленка; 3 – электролит; 4 – ЭИ;
5 – канавка
Рис. 10.5 – Схема анодно-механической обработки:
1 – обрабатываемая деталь; 2 – пассивная пленка; 3 – электролит; 4 – ЭИ;
5 – канавка
|
Формообразование при АМО происходит в основном за счет удаления микровыступов с поверхности ЭЗ термоэрозионным способом.
Мощность, выделяющаяся в местных объемных ИП, достаточна для микровзрывов выступов. В основании микровыступа материал плавится.
Тепловой взрыв приводит к термоэрозионному съему материала с выступа и образованию лунки (впадины), на дне которой обнажается покрытый пленкой металл. После остывания лунки и заполнения ее электролитом на поверхности лунки идет кратковременное анодное растворение, заканчивающееся образованием непроводящей пленки. Этот процесс повторяется снова, когда поверхность лунки вновь окажется выступом.
В процессе АМО одновременно с термоэрозионным разрушением детали может иметь место электрическая эрозия ЭП, обусловленная разрядами между ближайшими точками электродов. При определенном напряжении возможно образование дугового разряда, разрушающего пассивную пленку или сами микровыступы, вместо которых образуются лунки. Длительность протекания электрических разрядов невелика, поскольку они механически прерываются благодаря высокой скорости движения поверхности ЭИ.
|
|
|
Электроэрозионно-химическая обработка (ЭЭХО).В процессах формообразования с применением совмещенной электроэрозионно-химической обработки удаление металла происходит благодаря анодному растворению и электроискровой эрозии ЭЗ в потоке электролита, прокачиваемого через МЭП. Для предотвращения шлакования и повышения мощности обработки диэлектрические - углеродсодержащие жидкости заменяют водными растворами, имеющими к тому же большую теплопроводность.
Дата добавления: 2021-07-19; просмотров: 187; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!