Конструирование зубчатых, червячных колес и червяков
Основные параметры зубчатых, червячных колес и червяков (диаметр, ширина, модуль, число зубьев и пр.) определены при проектировании передач. Конструкция колес и червяков зависит главным образом от проектных размеров, материала, способа получения заготовки и масштаба производства.
В таблицах 52-54 даны расчеты конструктивных элементов зубчатых и червячных колес при единичном и мелкосерийном производстве.
Основные конструктивные элементы колеса — обод, ступица и диск (рисунок 24)
Обод воспринимает нагрузку от зубьев и должен быть достаточно прочным и в то же время податливым, чтобы способствовать равномерному распределению нагрузки по длине зуба. Жесткость обода обеспечивает его толщина S .
Ступица служит для соединения колеса с валом и может быть расположена симметрично, несимметрично относительно обода или равна ширине обода (см. рисунки в таблицах 52-54). Это определяется технологическими или конструктивными условиями. Длина ступицы lСТ должна быть оптимальной, чтобы обеспечить, с одной стороны, устойчивость колеса на валу в плоскости, перпендикулярной оси вала, а с другой — получение заготовок ковкой и нарезание шпоночных пазов методом протягивания.
Диск соединяет обод и ступицу. Его толщина С определяется в зависимости от способа изготовления колеса. Иногда в дисках колес выполняют отверстия, которые используют при транспортировке и обработке колес, а при больших размерах и для уменьшения массы. Диски больших литых колес усиливают ребрами или заменяют спицами.
|
|
|
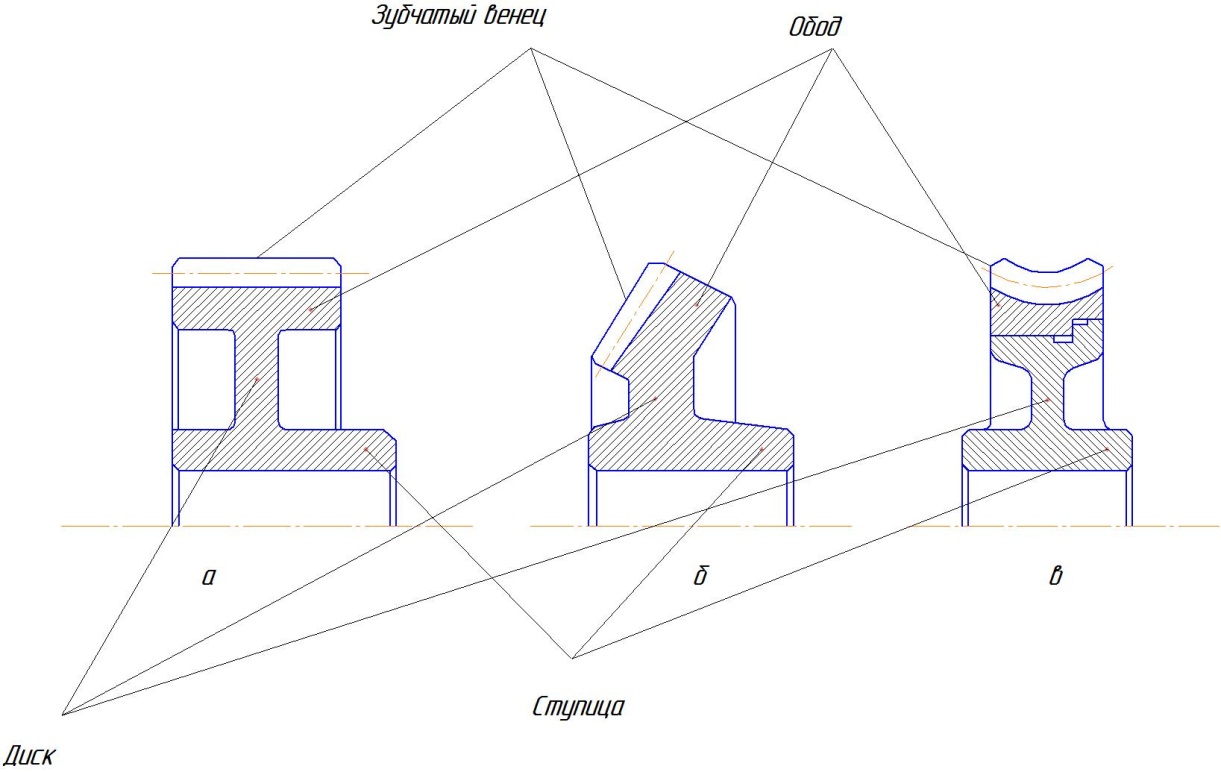
Рисунок 24 – Конструктивные элементы колеса: а – цилиндрического; б – конического; в – червячного
Острые кромки на торцах ступицы и углах обода притупляют фасками f, размеры которых принимают по таблице 55.
8.1.1 Колёса зубчатые (таблицы 52-53)
В проектируемых приводах колеса редукторов получаются относительно небольших диаметров и их изготовляют из круглого проката или поковок. Большие колеса открытых зубчатых передач изготовляют литьем или составными. Ступицу колес цилиндрических редукторов располагают симметричноотносительно обода, а ступица колес открытых цилиндрических зубчатых передач может быть расположена симметрично и несимметричноотносительно обода. Ступица колес закрытых и открытых передач конического зацепления выступает со стороны большого конуса.
Таблица 52 – Колеса зубчатые цилиндрические: конструкция и размеры, мм
| | |||||
| | |||||
| Элемент колеса | Размер | Способ получения заготовки | |||
| а– круглый прокат, б - поковка | в – поковка, г - штамповка | д – литьё, е - составные | |||
|
Обод | Диаметр | d а < 100 мм | da =100…500 мм | da > 500 мм | |
| Толщина |
| 
| |||
| Ширина | b2 | ||||
|
Ступица | Диаметр внутрен-ний | d, - диаметр ступени вала под шестерню
| |||
| Диаметр наруж-ный |
| ||||
| Толщина |
| ||||
| Длина | а)  б)
б) 
|
| |||
|
| |||||

 при соединении шпоночном и с натягом
при соединении шпоночном и с натягом
 - оптимальное значение
- оптимальное значениеПродолжение таблицы 52
| Диск | Толщина | 
|
| |
| Радиусы закруг-лений и уклон |

|
|
| |
| Отверс-тия | - | - | Таблица 54 | |
| Примечания : 1 При определении длины ступицы l СТ числовой коэффициент перед d принимают ближе к единице при посадке колеса на вал с натягом и ближе к верхнему пределу — при переходной посадке. 2 На торцах зубьев выполняют фаски размером f = (0,6...0,7)m с округлением до стандартного значения по таблице 55. 3 Угол фаски αФ: на прямозубых колесах αФ = 450; на косозубых колесах при твердости рабочих поверхностей Н<350НВ αФ=45°, а при Н>350НВ αФ=150 | ||||

Таблица 53 – Колеса зубчатые конические: конструкция и размеры, мм
|
Элемент |
Размер | | | |||
| | ||||||
| Способ получения заготовки | ||||||
| а– круглый прокат, б - поковка | в – поковка, г - штамповка | д – литьё, е - составные | ||||
|
Обод | Диаметр | dae < 120 мм | dae >120 мм | dae >180 мм | ||
| Толщина |
| |||||
| Ширина | - |
| 
| |||

Продолжение таблицы 53
| Ступица | Диаметр внутрен- ний |
d, - диаметр ступени вала под шестерню
| ||
| Диаметр наруж-ный |
| |||
| Толщина |
| |||
| Длина |
| |||
| Диск | Толщина | С – определяется фактически |
| |
| Радиусы закругле-ний и уклон | R ≥ 1 | R ≥ 1; R 1 ≥ 6; γ ≥ 70 | R > 10; γ ≥ 70 | |
| Отверс-тия | - | - | Таблица 54 | |
| П р и м е ч а н и я : 1. См. примечание 1 к таблице 52. 2. На торцах зубьев выполняют фаски размером 3. Фаски снимают параллельно оси отверстия колеса. 4. Колеса конструируются со ступицей, выступающей за торец диска со стороны большого конуса; при этом размер К принимается конструктивно. 5. Для шестерни открытой передачи при больших размерах длины зуба b длина ступицы lСТ принимается конструктивно. | ||||

 с округлением до стандартного значения по таблице 55.
с округлением до стандартного значения по таблице 55.
8.1.2 Колеса червячные (таблица 54)
По условиям работы изготовляют составными: центр колеса (ступица с диском) — из стали, реже из серого чугуна, а зубчатый венец (обод) — из антифрикционного материала. При единичном и мелкосерийном производстве зубчатые венцы соединяют с центром колеса посадкой с натягом (  ). При постоянном направлении вращения червячного колеса на наружной поверхности центра предусматривается буртик, и эта форма центра является традиционной (рисунок а, таблица 54). В современных конструкциях для упрощения процесса изготовления венца и центра буртик не делают, обеспечивая посадку венца на центр с натягом (рисунок б, таблица 54). При небольших скоростях скольжения
). При постоянном направлении вращения червячного колеса на наружной поверхности центра предусматривается буртик, и эта форма центра является традиционной (рисунок а, таблица 54). В современных конструкциях для упрощения процесса изготовления венца и центра буртик не делают, обеспечивая посадку венца на центр с натягом (рисунок б, таблица 54). При небольших скоростях скольжения
|
|
|
v ≤ 2 м/с и малых диаметрах колеса его можно изготовить цельнолитым (рисунок в таблица 54).
Таблица 54 – Колеса червячные: конструкция и размеры, мм
| а и б – с напрессованным венцом (б – с натягом), в – цельное колесо из чугуна | ||
| Элемент колеса | Размер | Значение |
|
Обод | Диаметр наибольший | 
|
| Диаметр внутренний | 
| |
| Толщина | 
| |
| Ширина | При z 1 = 1…2 b 2 = 0,355 aW. При z 1 = 4 b 2 = 0,315 aW. | |
|
Ступица | Диаметр внутренний | d – см. расчет и проектирование валов |
| Диаметр наружный | Стальная  Чугунная
Чугунная  при соединении шпоночном при соединении шпоночном
| |
| Толщина | 
| |
| Длина | 
| |
|
Диск | Толщина | 
|
| Радиусы закруглений и уклон | 
| |
| Отверстия | 
| |
| Примечания. 1 См. примечания к таблице 52. 2 На торцах зубьев выполняют фаски f =0,5 m с округлением до стандартного значения по таблице 55. 3 Угол фаски αФ = 450. | ||
Таблица 55 – Стандартные размеры фасок, мм
| Диаметры ступицы или обода | Св. 20 до 30 | Св. 30 до 40 | Св. 40 до 50 | Св. 50 до 80 | Св. 80 до 120 | Св. 120 до 150 | Св. 150 до 250 | Св.250 до 500 |
| f | 1,0 | 1,2 | 1,6 | 2,0 | 2,5 | 3,0 | 4,0 | 5,0 |
8.1.3 Валы-шестерни и червячные валы
Цилиндрические и конические шестерни при u > 3,15 выполняют заодно с валом, а при u < 2,8 они могут быть насадными, если это конструктивно необходимо. Однако стоимость производства при раздельном исполнении вала и
шестерни (червяка) увеличивается вследствие увеличения числа посадочных поверхностей и необходимости применения того или иного соединения. Поэтому шестерни и червяки (рисунок 25) чаще всего выполняют заодно с валом.Рекомендации по конструированию вала-шестерни и червячного вала см. раздел 6.5.
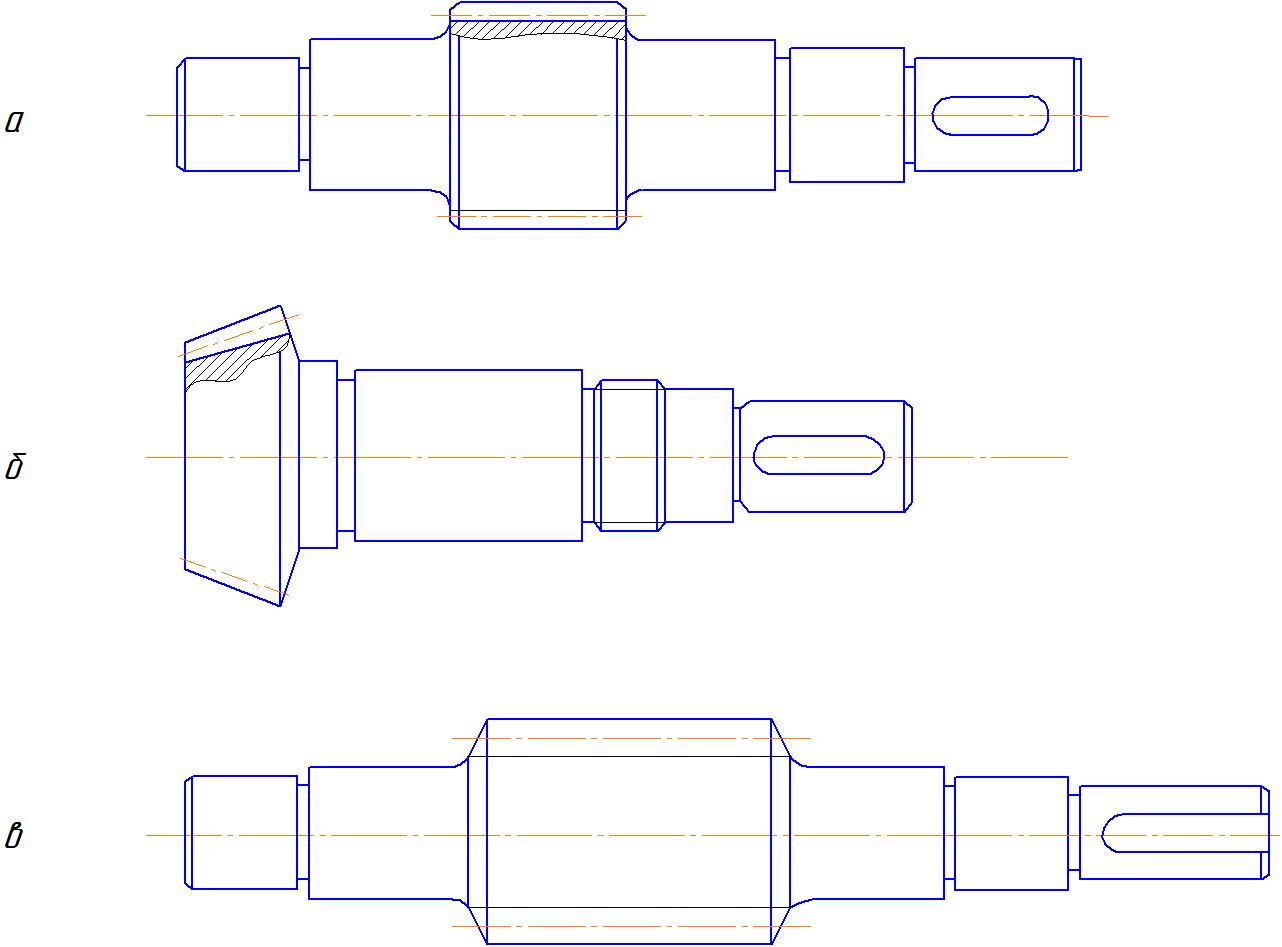
Рисунок 25 - Быстроходные валы редукторов:
а - вал-шестерня цилиндрическая; б - вал-шестерня коническая; в - вал-червяк
8.1.4 Установка колес на валах
а) Сопряжение колес с валом. Для передачи вращающего момента редукторной парой применяют шпоночные соединения и соединения с натягом. В случае шпоночного соединения можно принимать следуюшие посадки:
- для цилиндрических прямозубых колес Н7/р6 (Н7/ r 6);
- для цилиндрических косозубых и червячных колес Н7/ r 6 (H7/s7)\
- для конических колес Н7/ s 6 (H7/t6).
Посадки с большим натягом (в скобках) — для колес реверсивных передач.
б) Осевое фиксирование колес. Для обеспечения нормальной работы редуктора зубчатые и червячные колеса должны быть установлены на валах без перекосов. Если ступица колеса имеет достаточно большую длину (отношение lCT / d ≥ 0,8, (в проектируемых редукторах принято lCT / d = 1...1,5), то колесо будет сидеть на валу без перекосов. В этом случае достаточно предохранить колесо от осевых перемещений по валу соответствующим осевым фиксированием:
1-й способ. Упором одного из торцов ступицы колеса в буртик между 3-й и 5-й ступенями вала и установкой на 2-й ступени вала распорной втулки (с посадкой H9/d9; H11/a11) между другим торцем ступицы колеса и торцем внутреннего кольца подшипника.
Размеры распорной втулки ( d , l ) определяются по месту установки и должны обеспечить надежное осевое фиксирование колеса. По "Классификатору ЕСКД" при соотношении геометрических параметров L≤ 0,5D распорная деталь называется «кольцо», при 0,5 D< L ≤ 2 D или L > 2D) – «втулка».
2-й способ. При отсутствии 5-й ступени установкой двух распорных втулок на 2-й, 4-й или 3-й ступени вала между обоими торцами ступицы колеса и торцами внутренних колец подшипников или мазеудерживающих колец.
В обоих случаях для гарантии контакта деталей по торцам должны быть предусмотрены зазоры между буртиками 2-й или 3-й ступени вала и торцами втулок.
8.1.5 Регулирование осевого положения колес(регулирование зацепления).
Погрешности изготовления деталей по осевым линейным размерам и погрешности сборки приводят к неточному осевому положению колес в зубчатых и червячных передачах.
В цилиндрических редукторах для компенсации неточности положения колес ширину одного из них делают больше ширины другого (рисунок 26,а). Чтобы избежать неравномерной по ширине выработки, более твердое колесо—шестерню — выполняют большей ширины (таблица 56), и она перекрывает с обеих сторон более мягкое колесо. При этом на увеличение ширины шестерни расходуется меньше металла.
Таблица 56 – Ширина колес цилиндрической передачи
| b2 | До 30 | Св. 30 до 50 | Св. 50 до 80 | Св. 80 до 100 |
| b1 / b2 | 1,08 | 1,07 | 1,06 | 1,05 |
| Примечание. b 1 и b 2 – соответственно ширина шестерни и колеса. | ||||
Точность зацепления конических и червячных пар в проектируемых приводах достигают регулированием посредством осевого перемещения вала с закрепленным на нем колесом. При этом в коническойпаре регулирование достигается взаимным осевым перемещениемвалов шестерни и колеса; в червячной паре — осевым перемещениемвала червячного колеса до точного совмещения средней плоскостизубчатого венца с осью червяка (рисунок 26, б,в). В проектируемыхредукторах регулирование конического и червячного зацепленияпроизводится после регулирования подшипников двумя способами:
1-й способ.Постановка под фланец торцовой крышки или стакана набора металлических прокладок толщиной от 0,1 до 0,8 мм. Суммарную толщину набора определяют при сборке.
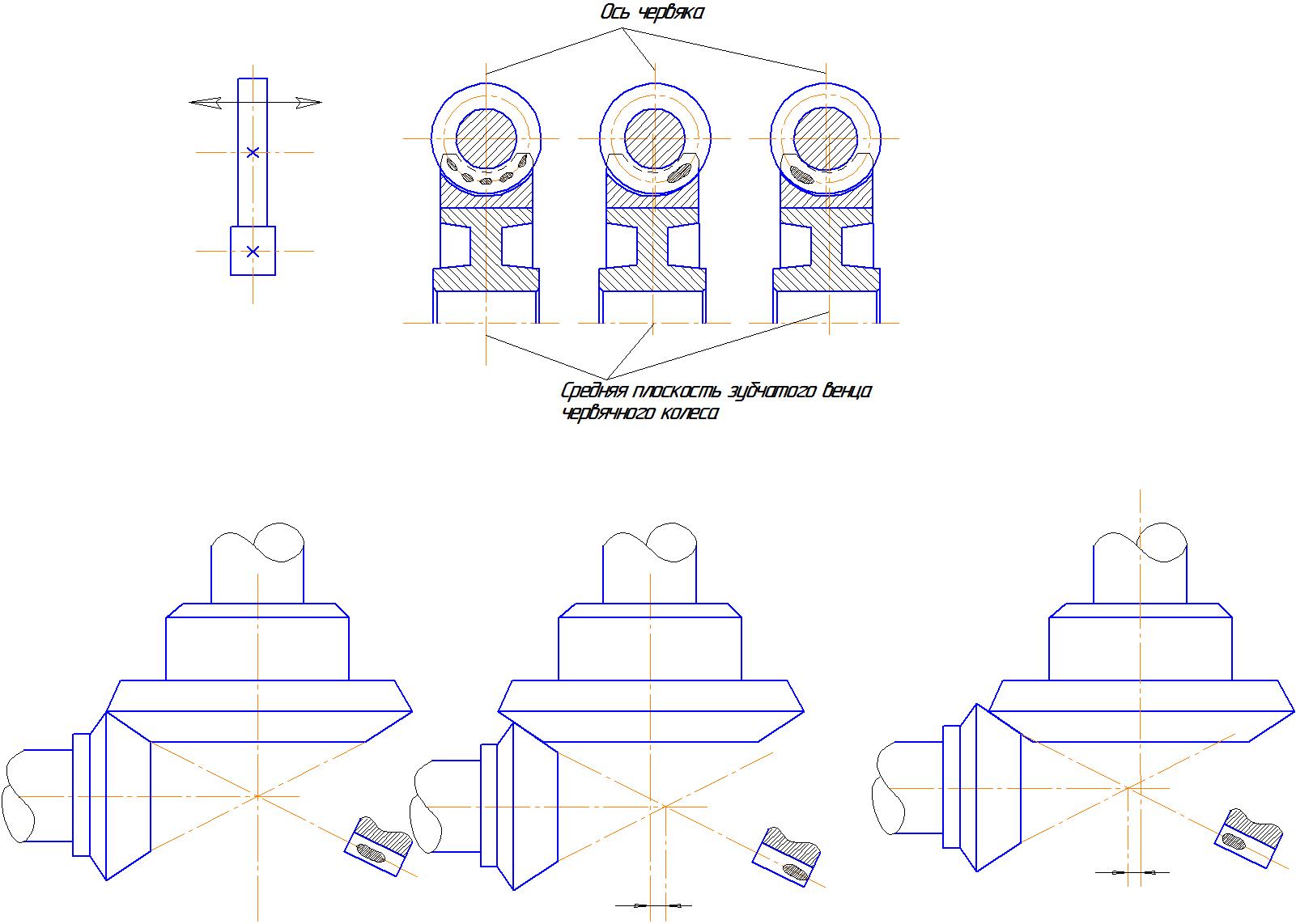
Рисунок 26 - Регулирование осевого положения колес в передачах: а — цилиндрической; 6 — конической; в — червячной.
2-й способ.Применение винтов, воздействующих на наружные кольца подшипников непосредственно или через регулировочные шайбы. Этот способ применим для торцовых и врезных крышек и дает возможность производить тонкую регулировку осевого положения колес, вследствие чего его широко применяют в машиностроении.
Регулировочные устройства делают на обоих концах вала со стороны крышки с отверстием и глухой крышки, что дает возможность перемещать вал в двух направлениях. Точность положения конических и червячных колес контролируют расположением пятна контакта, а коническое зацепление — еще совпадением вершин конусов ( рисунок 26, б, в).
Конструирование валов
Конструкция ступеней валов зависит от типа и размеров установленных на них деталей (зубчатых и червячных колес, подшипников, муфт, звездочек, шкивов) и способов закрепления этих деталей в окружном и осевом направлениях. При разработке конструкции вала принимают во внимание технологию сборки и разборки передач, механическую обработку, усталостную
прочность и расход материала при изготовлении. Способы осевого фиксирования колес, элементов открытых передач, муфт и подшипников рассмотрены в соответствующих разделах проектирования валов. Окружное закрепление колес,
элементов открытых передач муфт и подшипников осуществляется посадками, шпоночными соединениями и соединениями с натягом.
Ниже приводятся рекомендации по конструированию посадочных поверхностей ступеней валов, соединенных между собой переходными участками (рисунки 27 - 30).
8.2.1 Переходные участки
Переходный участок вала между двумя смежными ступенями разных диаметров выполняют:
а) галтелью радиуса r (галтель—поверхность плавного перехода от меньшего сечения к большему), снижающей концентрацию напряжений в местах перехода (таблица 57);
б) канавкой ширины b со скруглением для выхода шлифовального круга, которая повышает концентрацию напряжений на переходных участках (таблица 58).
Таблица 56 – Галтели
| | ||||
| d | 20…28 | 32…45 | 50…70 | 80…90 |
| r | 1,6 | 2,0 | 2,5 | 3,0 |
| f | 2,0 | 2,5 | 3,0 | 4,0 |
Таблица 57 – Канавки
| | |||
| d | Св. 10 до 50 | Св. 50 до 100 | Св. 100 |
| b | 3,0 | 5,0 | 8,0 |
| h | 0,25 | 0,5 | 0,5 |
| r | 1,0 | 1,6 | 2,0 |
Рисунок 27 – Конструкция вала-шестерни цилиндрической:
а – df 1 ; б – df 1 > d 3 ; в – df 1 < d 3 ; da 1 = d 3 ; г – da 1 < d 3
Рисунок 28 – Конструкции вала-шестерни конической:
а – dfe 1 > d 3 ; б - dfe 1 < d 3 ; в - dfe 1 = d 3 .
Рисунок 29 – Конструкции вала червячного:
а – df 1 > d 3 ; б - df 1 = d 3 ; в – da 1 < d 3 ; df 1 < d 3 .
Рисунок 30 – Конструкции промежуточного и тихоходного валов с зубчатым колесом.
Если между подшипником и колесом или муфтой устанавливают распорную втулку, то переходный участок между ступенями выполняют галтелью. При этом между буртиком вала и торцом втулки должен быть предусмотрен зазор С = 1...2 мм (см. рисунок 30).
Для повышения технологичности конструкции радиусы галтелей r, размеры фасок на концевых ступенях с (таблицы 58, 59, 60), ширину канавок b для выхода инструмента на одном валу принимают одинаковыми.
8.2.2 Посадочные поверхности
Основные размеры ступеней быстроходного, промежуточного и тихоходного валов определены при предварительном проектном расчете. Конструируя валы, размеры посадочных поверхностей ступеней d и l уточняют и определяют в зависимости от конструкции и размеров деталей, установленных на ступенях, с учетом их расположения относительно опор, а затем принимают по стандартному ряду ГОСТ 6636-69.
Таблица 59 – Концы валов цилиндрические
| | ||||||||||||||
| d | 20 | 22 | 25 | 28 | 32 | 36 | 40 | 45 | 50 | 55 | 60 | 70 | 80 | 90 |
| r | 1,6 | 2,0 | 2,5 | 3,0 | ||||||||||
| c | 1,0 | 1,6 | 2,0 | 2,5 | ||||||||||
Таблица 60 – Концы валов конические
| | ||||||||
| Номинальный диаметр d1 | b | h | t1 | t2 | d2 | d3 | l2 | l3 |
| 20 |
4 |
4 |
2,5 |
1,8 |
М12×1,25 |
М6 |
6,5 |
8,8 |
| 22 | ||||||||
| 25 | ||||||||
| 28 | 5 | 5 | 3,0 | 2,3 | М16×1,5 | М8 | 9,0 | 10,7 |
| 32 | М10 | 11,0 | 13,0 | |||||
| 36 | 6 | 6 | 3,5 | 2,8 | М20×1,5 | М12 | 14,0 | 16,3 |
| 40 | 8 | 8 | 5,0 | 3,3 | М24×2 | М12 | 14,0 | 16,3 |
| 45 | 8 | 8 | 5,0 | 3,3 | М30×2 | М16 | 21,0 | 23,5 |
| 50 | 8 | 8 | 5,0 | 3,3 | М36×2 | М20 | 21,0 | 23,5 |
| 56 | 9 | 9 | 5,5 | 3,8 | М36×2 | М20 | 23,5 | 26,5 |
| 63 | 10 | 10 | 6,0 | 4,3 | М42×3 | М20 | 23,5 | 26,5 |
| 71 | 11 | 11 | 7,0 | 4,4 | М48×3 | М24 | 26,0 | 29,3 |
| 80 | 12 | 12 | 7,5 | 4,9 | М56×4 | М30 | 32 | 35,9 |
| 90 | 14 | 14 | 9,0 | 5,4 | М64×4 | М30 | 32 | 35,9 |
Выходной конец вала может быть цилиндрическим или коническим. Посадки деталей на конус обладают рядом достоинств: легкость сборки и разборки, высокая точность базирования, возможность создания любого натяга. В проектируемых редукторах в равной мере применяют цилиндрические и конические концы валов.
Диаметр 1 -й ступени d1 (рисунки 27, 28 ,29 ,30, 31,, 32) рассчитан в разделе 6.3. Если диаметр 2-й ступени изменился (увеличился) в связи с проверкой пригодности подшипника, то нужно пересчитать диаметр 1-й ступени: d1=d2—2t. Здесь t ≥ 2f— высота буртика, где f— конструктивный размер фаски, который принимают в соответствии с радиусом галтели r по таблице 57 (в таблице 55 приведены стандартные размеры фасок). Длина ступени l 1 (таблицы 59, 60) определяется по осевым размерам посадочного места полумуфты.
Возможна установка и демонтаж подшипника на 2-й ступени без снятия шпонки (рисунок 31). Для этого нужно диаметр d1 (dСР) определить в зависимости от диаметра d2, равного диаметру d внутреннего кольца подшипника: d 1 = d 2 – 2,2( h - t 1 ) - для цилиндрических концов вала, dСР = d 2 -2,2( h - t 1 ) - для конических концов, где h — высота шпонки; t 1 - глубина посадки шпонки в паз вала (см. таблицу 61).
Таблица 61 – Шпоночные соединения с призматическими шпонками (ГОСТ 23360-78)
| мм | ||||||
| Диаметр вала d | Сечение шпонки | Фаска | Глубина паза | Длин l | ||
| b | h | Вала t1 | Cтупицы t2 | |||
| 12…17 | 5 | 5 | 0,25…0,4 | 3 | 2,3 | 10…56 |
| 17…22 | 6 | 6 | 3,5 | 2,8 | 14…70 | |
| 22…30 | 8 | 7 |
0,4…0,6 | 4 | 3,3 | 18…90 |
| 30…38 | 10 | 8 | 5 | 3,3 | 22…110 | |
| 38…44 | 12 | 8 | 5 | 3,3 | 28…140 | |
| 44…50 | 14 | 9 | 5,5 | 3,8 | 36…160 | |
| 50…58 | 16 | 10 | 6 | 4,3 | 45…180 | |
| 58…65 | 18 | 11 | 7 | 4,4 | 50…200 | |
| 65…75 | 20 | 12 |
0,6…0,8 | 7,5 | 4,9 | 56…220 |
| 75…85 | 22 | 14 | 9 | 5,4 | 63…250 | |
| 85…95 | 25 | 14 | 9 | 5,4 | 70…280 | |
| Примечания. 1 Длины призматических шпонок l выбирают из следующего ряда: 10, 12, 14, 16, 18, 20, 22, 25, 28, 32, 36, 40, 45, 50, 56, 63, 70, 80, 90, 100, 110, 125, 140, 160, 180, 200, 220, 250. 2 Пример условного обозначения шпонки исполнения 1: размеры b × h × l: Шпонка 16×10×50 ГОСТ 23360-78. | ||||||
Рисунок 31 – Конструирование консольного участка вала
Выполнение этого условия приводит к значительной разности диаметров d1 и d2. В тех случаях, когда расстояние l больше ширины внутреннего кольца подшипника В (рисунок 32), разность диаметров d1 и d2 можно уменьшить за счет обвода шпонки при установке подшипника.
Диаметр выходного конца быстроходного вала d1, соединенного с двигателем через муфту, не должен отличаться от диаметра вала ротора двигателя больше чем на 20%. При выполнении этого условия соединение валов осуществляется стандартной муфтой.
Если осевая фиксация деталей, установленных на 1-ю ступень, осуществляется шестигранной или круглой гайкой с многолапчатой шайбой, то для выхода инструмента при нарезании резьбы выполняют канавки (таблица 62)Канавки делают также под язычок стопорной многолапчатой шайбы (таблица 63). Для облегчения монтажа насаживаемых деталей на торце 1-й ступени выполняют фаску с.
Рисунок 32 -Монтаж подшипника без снятия шпонки
Таблица 62 – Канавки для выхода резьбонарезного инструмента
| мм | Размеры канавки | Шаг резьбы | ||||
| 1 | 1,25 | 1,5 | 1,75 | 2 | ||
| b | 3 | 4 | 5 | |||
| r | 1 | 1 | 1.5 | |||
| r1 | 0.5 | 0.5 | ||||
| dK | dP – 1,5 | dP – 1,8 | dP – 2,2 | dP – 2,5 | dP - 3 | |
Диаметр второй ступенипринимается равным диаметру d внутреннего кольца подшипника, окончательно выбранного в разделе 7. Длина ступениопределена в разделе 6 и должна быть достаточной, чтобы обеспечить упор в её торец ступицы муфты.
Диаметр третьей ступени d3=d2-3,2r, где r - координата фаски внутреннего кольца подшипника. Длина ступени может быть выполнена больше длины ступицы колеса lCT, и тогда распорная втулка между торцом внутреннего кольца подшипника и торцом ступицы колеса ставится на 3-ю ступень.
Таблица 63 – Канавка под язычок стопорной шайбы
| | |||||
| Резьба d | a1 | a2 | a3 | a4 | d1 |
| М20×1,5 | 6 | 2 | 3,5 | 1,0 | 16,5 |
| М22×1,5 | 6 | 2 | 3,5 | 1,0 | 18,5 |
| М24×1,5 | 6 | 2 | 3,5 | 1,0 | 20,5 |
| М27×1,5 | 6 | 3 | 4,0 | 1,5 | 23,5 |
| М30×1,5 | 6 | 3 | 4,0 | 1,5 | 26,5 |
| М33×1,5 | 6 | 3 | 4,0 | 1,5 | 29,5 |
| М36×1,5 | 6 | 3 | 4,0 | 1,5 | 32,5 |
| М39×1,5 | 6 | 3 | 4,0 | 1,5 | 35,5 |
| М42×1,5 | 8 | 3 | 5,0 | 1,5 | 38,5 |
| М45×1,5 | 8 | 3 | 5,0 | 1,5 | 41,5 |
| М48×1,5 | 8 | 3 | 5,0 | 1,5 | 44,5 |
| М52×1,5 | 8 | 3 | 5,0 | 1,5 | 48,0 |
| М56×2,0 | 8 | 3 | 5,0 | 1,5 | 52,0 |
| М60×2,0 | 8 | 3 | 6,0 | 1,5 | 56,0 |
Шпоночный паз на 3-й ступени располагают со стороны паза 1-й ступени. Ширину шпоночного паза b для удобства обработки следует принять одинаковой для 1-й и 3-й ступеней исходя из меньшего диаметра.
Для вала-шестерни цилиндрической и червячного вала (см. рисунки 27, 28).
Цилиндрическая шестерня и нарезная часть червячного вала находятся на 3-й ступени. На чертежах таких валов изображают выход резьбы (см. рисунки 27, б—г;29, в). Величина выхода l Ф зависит от модуля зацепления т и внешнего диаметра фрезы DФ (таблица 64) и определяется графически.
Таблица 64 – Внешний диаметр фрезы, мм
| Модуль зацепления m | 2…2,25 | 2,5…2,75 | 3…3,75 | 4…4,5 | 5…5,5 | 6…7 | ||
| D Ф | Степень точности | 7 | 90 | 100 | 112 | 125 | 140 | 160 |
| 8…10 | 70 | 80 | 90 | 100 | 112 | 125 | ||
Выбор соединений
Для соединения валов с деталями, передающими вращающий момент (колесами, элементами открытых передач, муфтами), применяют шпонки и посадки с натягом. В проектируемых редукторах кроме выбора шпоночных соединений вала с колесом, муфтой, рассчитывают также соединение с натягом колеса с 3-й ступенью тихоходного вала.
8.3.1 Шпоночные соединения
В единичном и мелкосерийном производстве используют главным образом
призматические шпонки, изготовленные из холоднокатанной калиброванной стали с σВ ≥ 600 МПа (чаще всего из стали 45, 40Х). Длину шпонки выбирают
из стандартного ряда Ra 40 (см. примечания к таблице 61) так, чтобы она была меньше длины ступицы насаживаемой детали на 5...10 мм. Сечение шпонки (b×h) выбирается по величине соответствующего диаметра ступени по таблице 61.
Шпоночное соединение трудоемко в изготовлении. При передаче вращающего момента оно характеризуется значительными местными деформациями вала и ступицы колеса в районе шпоночного паза, что снижает усталостную прочность вала. Его применяют в случаях, когда для заданного момента не удается подобрать посадку с натягом из-за недостаточной прочности материала колеса или по технологическим возможностям.
При передаче вращающего момента шпоночным соединением применение посадок колеса на вал с зазором недопустимо, а посадок переходных крайне нежелательно, так как происходит обкатывание со скольжением поверхностей вала и отверстия колеса, которое приводит к износу. Поэтому на посадочных поверхностях вала и отверстия колеса следует создавать натяг. При этом рекомендуются посадки:
- для цилиндрических прямозубых колес Н7/р6 (Н7/ r 6);
- для цилиндрических косозубых и червячных колес Н7/ r 6 (H7/s7);
- для конических колес H7/s7 (H7/t6).
Посадки с большим натягом (в скобках) - для колес реверсивных передач. Посадки призматических шпонок, применяемых в проектируемых редукторах, регламентированы ГОСТ 23360 - 78, по которому поле допуска ширины шпонки определено h 9; поле допуска ширины шпоночного паза вала - Р9, N9. а паза ступицы колеса - Р9, IS 9.
8.3.2 Соединение с натягом
Эти соединения имеют упрощенную технологию изготовления за счет отсутствия шпонки и двух пазов в сопрягаемых деталях; они нечувствительны к реверсивным нагрузкам, хорошо воспринимают динамические нагрузки. Обеспечивают хорошее базирование, исключают ослабление вала шпоночным пазом. Недостаток этих соединений - трудоемкость сборки, сложность контроля качества соединения.
Расчет (подбор) посадки с натягом проводится в следующем порядке.
а) Определить среднее контактное давление Р m , Н/мм на посадочной поверхности:
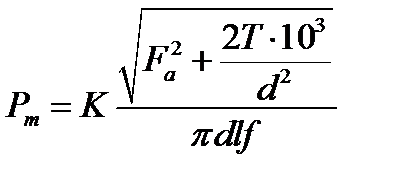
где К - коэффициент запаса сцепления деталей (в зависимости от ответственности соединений принимают К = 2...4,5). Для валов с консольной нагрузкой принимают: К = 3 - на конце вала установлена муфта; К = 3,5—звездочка цепной передачи или шестерня; К = 4 шкив ременной передачи; f - коэффициент трения (таблица 65); d и l - соответственно диаметр и длина посадочной поверхности, мм;
Т - вращающий момент, Н˖м; Fа - осевая сила в зацеплении, Н.
Рисунок 33 – Соединение зубчатого колеса и тихоходного вала с натягом
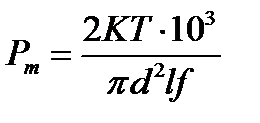
Как показал анализ, влияние осевой силы Fа на величину среднего контактного давления Р m незначительно (с учетом осевой силы давление для цилиндрических и червячных колес увеличивается в ~ 1,005 раза, а для конических колес с круговыми зубьями в ~ 1,02 раза).
Тогда среднее контактное давление следует определять по формуле:
б) Определить коэффициенты С1 и С2:
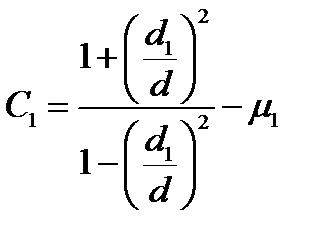 ; ;
| 
|
где d - посадочный диаметр, мм; d1 - диаметр отверстия охватываемой детали (для сплошного вала d1 =0), мм; d2 - охватывающей детали, мм (см. hbceyjr 33); μ1 и μ2 - коэффициенты Пуассона охватываемой и охватывающей деталей (таблица 66).
в) Определить деформацию деталей Δ, мкм:
где Е1 и E2 - коэффициентыупругости материалов охватываемой и охватывающей деталей, Н/мм2 (таблица 66).
г) Определить поправку на обмятие микронеровностей u, мкм:

где Ra1 и Ra2 - средниеарифметические отклонения профиля микронеровностей посадочных поверхностей отверстия и вала. Они назначаются по таблице 67 в зависимости от предполагаемых квалитетов точности изготовления отверстия и вала.
д) Определить поправку на температурную деформацию Δ t, мкм.
Температурные деформации следует учитывать при подборе посадки зубчатых венцов червячных колес, которые нагреваются при работе передачи до относительно высоких температур, вследствие чего ослабляется натяг соединения центра и венца колеса:

где t 1 и t2 - температуры деталей соединения в процессе работы, °С; α1 и α2 - температурные коэффициенты линейного расширения материала деталей (таблица 66).
Таблица 65 – Коэффициент трения f при посадках с натягом
| Материал | Сборка прессованием | Сборка нагревом - f Н | |
| При расчетах силы сцепления – f С | При расчетах силы запрессовки – f П | ||
| Сталь – сталь | 0,08 | 0,20 | 0,14 |
| Сталь – чугун | 0,08 | 0,14 | 0,14 |
| Сталь – бронза, латунь | 0,05 | 0,10 | 0,07 |
| Чугун – бронза, латунь | 0,05 | 0,08 | 0,07 |
Таблица 66 – Коэффициент Пуассона μ, модуль упругости Е, температурный коэффициент линейного расширения α
| Материал | μ | Е, Н/мм2 | α, 
|
| Сталь | 0,3 | 2,1˖105 | 12 ˖106 |
| Чугун | 0,25 | 0,9˖105 | 10 ˖106 |
| Оловянистая бронза | 0,35 | 0,8˖105 | 19 ˖106 |
| Безоловянистая бронза, латунь | 0,35 | 1,0˖105 | 19 ˖106 |
Таблица 67 – Шероховатость Ra для посадочных поверхностей отверстий и валов при соединении с натягом
| Интервалы размеров, мм | Отверстие | Вал | ||||
| Квалитеты | ||||||
| 7 | 8 | 9 | 6, 7 | 8 | 9 | |
| Ra, мкм | ||||||
| Свыше 18 до 50 | 0,8 | 1,6 | 3,2 | 0,8 | 0,8 | 1,6 |
| Свыше 50 до 120 | 1,6 | 3,2 | 1,6 | 3,2 | ||
| Свыше 120 до 500 | 1,6 | 3,2 | 1,6 | 3,2 | ||
е) Определить минимальный требуемый натяг [ N ] min, мкм, для передачи вращающего момента:
ж) Определить максимальное контактное давление, допускаемое прочностью охватывающей детали [р] max , Н/мм2:
где σT2 - предел текучести материала охватывающей детали, Н/мм2.
з) Определить максимальную деформацию соединения, допускаемую прочностью охватывающей детали [Δ]max, мкм:
и) Определить максимальный допускаемый натяг соединения, гарантирующий прочность охватывающей детали [N] max , мкм:


к) По значениям [ N ] min и [N] max из таблицы 68 выбрать стандартную посадку, у которой N min > [N] min , а N max < [ N ] max.
Таблица 68 – Выбор посадок по значению натягов Nmin и Nmax, мкм
| Интервалы диаметров d, мм: свыше…до | Значения натягов Nmin / Nmax , мкм, для посадок | ||||||||||
| 
| 
| 
| 
| 
| 
| 
| 
| 
| 
| |
| 30…40 | 
| 
| 
| 
| 
| 
| 
| 
| 
| 
| 
|
| 40…50 | 
| 
| 
| 
| 
| 
| 
| 
| 
| 
| 
|
| 50…65 | 
| 
| 
| 
| 
| 
| 
| 
| 
| 
| 
|
| 65…80 | 
| 
| 
| 
| 
| 
| 
| 
| 
| 
| 
|
| 80…100 | 
| 
| 
| 
| 
| 
| 
| 
| 
| 
| 
|
| 100…120 | 
| 
| 
| 
| 
| 
| 
| 
| 
| 
| 
|
| 120…140 | 
| 
| 
| 
| 
| 
| 
| 
| 
| 
| 
|
| 140…160 | 
| 
| 
| 
| 
| 
| 
| 
| 
| 
| 
|
| 160…180 | 
| 
| 
| 
| 
| 
| 
| 
| 
| 
| 
|
| 180…200 | 
| 
| 
| 
| 
| 
| 
| 
| 
| 
| 
|
| 200…225 | 
| 
| 
| 
| 
| 
| 
| 
| 
| 
| 
|
| 225…250 | 
| 
| 
| 
| 
| 
| 
| 
| 
| 
| 
|
| 250…280 | 
| 
| 
| 
| 
| 
| 
| 
| 
| 
| 
|
| 280…315 | 
| 
| 
| 
| 
| 
| 
| 
| 
| 
| 
|
л) Определить давление от максимального натяга [N] max выбранной посадки р max , Н/мм2.
м) Для выбранной посадки определить силу запрессовки или температуру нагрева (охлаждения) детали:
- сила запрессовки FП, Н:

Где f П — коэффициент трения при прессовании (см. таблицу 65);
- температура нагрева охватывающей детали tН °С:
Для предотвращения структурных изменений в материале температура нагрева tН должна быть меньше допускаемой:
[ t ] = 230...2400 С - для стали; [ t ] = 150...200°С - для бронзы.
Температура охлаждения охватываемой детали tO °С:
где ZСБ — дополнительный зазор для облегчения сборки, принимают:
| d, мм | 30…80 | 80…180 | 180…400 |
| ZСБ, мкм | 10 | 15 | 20 |
Дата добавления: 2019-11-16; просмотров: 953; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!