Требования к гнутому проволочному кламмеру.
Основные требования к кламмеру
Кламмер должен иметь хорошие пружинящие свойства, не оказывать вредного действия на твердые ткани зуба и пародонт, не нарушать эстетику, хорошо удерживать протез на челюсти во время и вне функции, не изменять своих свойств в полости рта, не мешать окклюзионным соотношениям, обладать способностью к активации.
задействует такие устойчивые к коррозии материалы, как хром-никель, хром-кобальт, платину и даже золото. Таким способом заметно сокращают риск возникновения окислительных процессов полости рта с потенциальными травмами слизистой оболочки
Медицинская промышленность выпускает стандартные заготовки для проволочных кламмеров диаметром от 0,5 до l,2 мм, один конец которых расплющен и имеет насечки для фиксации в пластмассе (рис. 128, а). При отсутствии заготовок или несоответствии их диаметра можно пользоваться выпускаемой
промышленностью ортодонтической проволокой из нержавеющей стали диаметром от 0,6 до 1,2 мм, проволокой из золота 750-й пробы или из сплава золота и платины.
65Техника изготовления гнутого проволочного кламмера
а) одноплечего,
Кламмер выгибают при помощи круглогубцев, фасонных и крам-понных щипцов по зубу гипсовой модели. Начинают изготовление кламмера с закругления конца проволоки напильником или надфилем. Фасонными щипцами или круглогубцами изгибают плечо кламмера так, чтобы оно охватило вестибулярную поверхность зуба за экватором, повторяя линию шейки зуба, но не касаясь десны (рис. 128,6). Почти достигнув жевательной поверхности или режущего края у контактного пункта, делают второй изгиб, образующий начало тела кламмера, которое плотно прилегает к экватору зуба с боковой поверхности (рис. 128, в). Третий изгиб формирует отросток почти под прямым углом ко второму изгибу, направляет его вдоль беззубого участка альвеолярного отростка в толщу базиса протеза под искусственные зубы (рис. 128, г). Если кламмер изгибают не из стандартной заготовки, конец отростка расплющивают молоточком и напильником делают на нем насечки для лучшего удержания в пластмассе.
|
|
|
Б) ПЕРЕКИДНОЙ КЛАММЕР
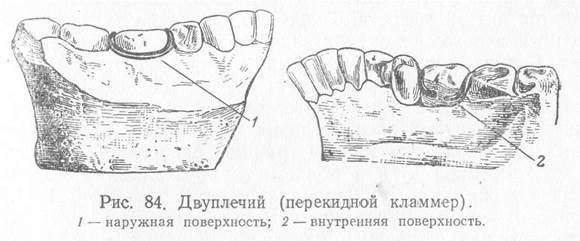 Перекидной двуплечий кламмер представляет собой замкнутую проволочную петлю, охватывающую опорный зуб с наружной и внутренней стороны. Для изготовления этого кламмера изгибают внутреннее плечо, огибают контактную точку апроксимальной поверхности зуба, затем изгибают наружное плечо и огибают контактную точку второй апроксимальной поверхности зуба. Дугу спаивают с кламмером в местах соединения концов проволоки. К этому кламмеру не припаивают опирающейся накладки, так как ее функцию выполняют части проволоки, лежащие на контактных точках апроксимальных поверхностей опорного зуба. Такой вид кламмера обладает значительным фиксирующим действием и применяется, когда на одной стороне челюсти имеется плотно стоящий ряд зубов, а с другой стороны зубы отсутствуют
Перекидной двуплечий кламмер представляет собой замкнутую проволочную петлю, охватывающую опорный зуб с наружной и внутренней стороны. Для изготовления этого кламмера изгибают внутреннее плечо, огибают контактную точку апроксимальной поверхности зуба, затем изгибают наружное плечо и огибают контактную точку второй апроксимальной поверхности зуба. Дугу спаивают с кламмером в местах соединения концов проволоки. К этому кламмеру не припаивают опирающейся накладки, так как ее функцию выполняют части проволоки, лежащие на контактных точках апроксимальных поверхностей опорного зуба. Такой вид кламмера обладает значительным фиксирующим действием и применяется, когда на одной стороне челюсти имеется плотно стоящий ряд зубов, а с другой стороны зубы отсутствуют
|
|
|
В)МНОГОЗВЕНЬЕВОЙ КЛАММЕР
Как уже было указано, многозвеньевой кламмер изготовляют в тех случаях, когда группа зубов несколько подвижна (подвижность первой степени по Энтину). При подвижности зубов второй степени изготовляют многозвеньевой кламмер с отростками, переходящими через жевательные поверхности или режущие края передних зубов на наружную их поверхность. Многозвеньевые кламмеры служат профилактической шиной для подвижных зубов и одновременно предохраняют протез от смещения, особенно когда отсутствуют боковые зубы, на которых можно было бы укрепить протез с помощью кламмеров.
Для изготовления многозвеньевого кламмера изгибают на крайние зубы двуплечие кламмеры; если показаны пружины, их также изгибают и устанавливают на модели. Затем внутреннюю поверхность зубов, на которую изготовляют многозвеньевой кламмер, смазывают вазелиновым маслом и заливают расплавленным моделировочным воском (толщиной 0,8—1 мм). Пока воск еще теплый, смыкают окклюдатор, а излишки воска срезают, чтобы они не препятствовали смыканию с зубами-антагонистами. После этого воск на модели охлаждают и начинают моделировать с таким расчетом, чтобы многозвеньевой кламмер располагался на зубных бугорках и не доходил до слизистой на 1 мм. Края восковой модели должны иметь отпечаток внутренних поверхностей зубов, плеч и тел изогнутых кламмеров, а также близлежащего края пружины. Затем восковую форму осторожно отделяют от модели и отливают из металла обычным способом. После отливки из металла многозвеньевой кламмер припасовывают к модели; склеивают с гнутыми кламмерами, пружинами и спаивают, как обычно. Спаянные детали отделывают, снимают с них излишки припоя и устанавливают на модели, после чего приступают к моделировке дуги.
|
|
|
Дата добавления: 2019-07-15; просмотров: 2576; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!