Устройства активного автоматического ориентирования для деталей формы тел вращения
а) Деталь – колпачок (рис. 9.3) со значительно смещенным центром тяжести поступает на поле 1, перевешивается в сторону смещенного центра тяжести и соскальзывает вниз всегда тяжелым концом вперед.
б) Деталь (рис. 9.4) перемещается принудительно по горизонтальному трубчатому лотку, ориентируемые отверстием вперед выходят из лотка, цепляются за крючок 1 и поворачиваются донышком вниз. Детали, идущие донышком вперед, отклоняют крючок и в таком же положении выпадают в вертикальный лоток.

Рис. 9.3. Рис. 9.4.
в) При движении деталей по наклонному трубчатому лотку (рис. 9.5) под влиянием собственного веса на пути движения их ставится упорный винт. Детали, движущиеся вперед отверстием, задевают упорный винт, переворачиваются и падают донышком вперед. Детали, движущиеся донышком вперед, пролетают, не задевая винта.

Рис. 9.5.
г) Деталь типа ступенчатого валика (рис. 9.6), идущая вперед меньшим диаметром, наскакивает на ролик, укрепленный на кронштейне, и переворачивается тупым концом вниз.

Рис. 9.6.
д) Для ориентирования конических деталей типа усеченного конуса, можно применить приспособление, основанное на использовании свойств конических тел разворачиваться при качении в сторону их меньшего основания. Устройство представляет собой наклонную под некоторым углом a к горизонтали плоскость 3, имеющую желобок 2, разветвляющийся в две стороны. Детали, идущие так, что их меньший торец находится слева, поворачиваются в левое ответвление 1, идущие наоборот - в правое ответвление 4. Оба потока могут быть сведены в один.
|
|
|
Активное ориентирование с контролем положения (принудительное ориентирование)
Принудительное ориентирование заключается в исполнении двух последовательных этапов: контроля положения, которое занимает деталь и переориентации детали, т.е. изменение положения на требуемое.
В соответствии с этим в механизмах принудительного ориентирования должны обязательно присутствовать два устройства: контрольное, которое проверяет положение, занимаемое деталью, и исполнительное, осуществляющее процесс переориентирования.
Деталь в виде параллелепипеда (рис. 9.7) с небольшим вырезом даже после раскалибровки может иметь четыре различимых положения m, n, р и q. На пути движения в конце лотка деталь подводится к контактам 1, 2, 3, расположенным так, что в разных положениях детали получаются различные сочетания включения контактов: так в положении m включены контакты 1, 2, 3; в положении n – 1 и 3; в положении р – 1 и 2; в положении q – 2 и 3.

Рис. 9.7.
При различных комбинациях включения контактов подаются различные команды на поворот детали в тех или иных координатных плоскостях в соответствии с требованиями автоматического ориентирования.
|
|
|
Деталь в положении m находится в исходном положении (т.е. правильно сориентирована).
Чтобы привести в такое же положение из положения n необходимо повернуть ее на 180º в плоскости ХОУ, а из положения q – на 180º в плоскости ХОZ.
Для приема и осуществления команд, поступающих от контрольного устройства, можно применить универсальное ориентирующее исполнительное устройство, в котором можно осуществлять поворот в трех плоскостях ХОY, ZOX, ZOY.
Рассмотрим устройство для деталей типа кольца с односторонней фаской (рис. 9.8). Деталь 3, перемещаясь по лотку останавливается перед щупом 4, который совершает возвратно-поступательное движение и в зависимости от того, входит щуп в конус фаски или нет, происходит включение электромагнитов 6 и 7 при размыкании и замыкании контактов 1 и 2. Включенный тот или иной электромагнит переводит заслонку 5 в нужное положение. Заслонка разделяет детали на два потока, которые сводятся в один поток (в плоскости А деталь разворачивается на 180º).
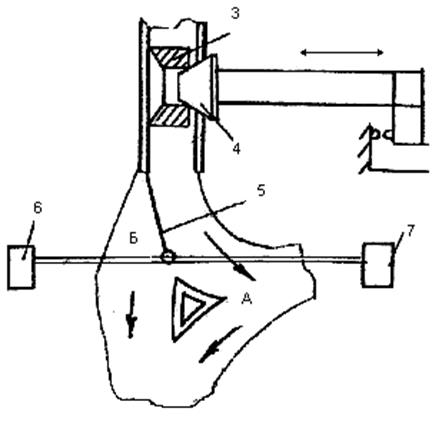
Рис. 9.8.
Пассивное ориентирование
|
|
|
К пассивному ориентированию относится ориентирование по трафаретам (контурным окнам), расположенным на лотках. Деталь проваливается в окно, если профиль детали совпадает с профилем окна, иначе она продолжает движение.
При решении задачи пассивного ориентирования следует, прежде всего определить всевозможные различимые положения и разбить их на группы по высоте.
Различимые положения, например, призматической детали с тремя плоскостями симметрии разбиты на три группы (рис. 9.9):
I – с расположением наибольшего размера L в высоту.
II – с расположением в высоту второго по величине размера H.
III – с наименьшей высотой.
Если теперь на пути движения деталей поставить отсекатель К, расположив его на высоте h, причем L<H<h>B, то детали I и II групп будут на пути движения сброшены с лотка этим отсекателем и на лотке останутся детали только III группы.
Разобьем оставшиеся на лотке детали III группы по ширине. Так, в рассматриваемом случае в группе III деталь может занимать два положения (1 и 2). Если уменьшить ширину лотка до величины t, удовлетворяющей условию L/2>t>H/2, то деталь в положении 2 перевесится через край лотка и упадет. На лотке останутся только детали III группы в положении 1, т.е. задача автоматического ориентирования будет полностью решена.
|
|
|
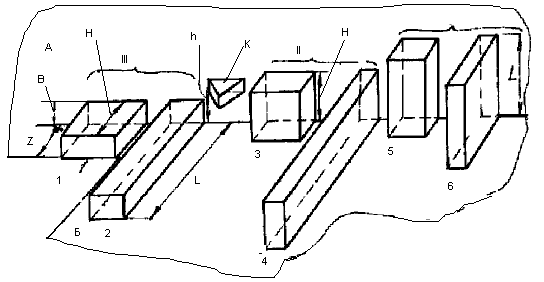
Рис. 9.9.
Таким же образом с помощью отсекателя K и выреза в лотке решается и задача автоматического ориентирования цилиндра (рис. 9.10). Из трех возможных различимых положений переходят в неустойчивое детали 2 и 3, и на лотке остаются только детали в положении 1. Такой способ отбора различимых положений деталей по их размерам на лотке, называется раскалибровкой.
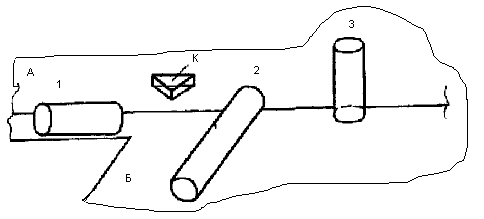
Рис. 9.10.
Для деталей более сложных форм первичное ориентирование при помощи раскалибровки оказывается недостаточным для полной ориентации.
Так, например, при ориентировании ступенчатого валика с помощью отсекателя и выреза в лотке детали I и II групп выпадают с лотка, а оставшиеся детали III группы имеют два различимых положения: 1 - ступенькой назад и 2 - ступенькой вперед (рис. 9.11).
Еще более усложняется задача автоматического ориентирования призматической детали с одной плоскостью симметрии. Эта деталь имеет 24 различимых положения по 8 в каждой из трех групп с высотами L, H и B. После прохода отсекателя и выреза на лотке остаются детали с наименьшими размерами B и H в четырех различных положениях (1, 2, 3 и 4 группы III) (рис. 9.12).

Рис. 9.11.

Рис. 9.12.
После раскалибровки на лотке могут оставаться детали в двух, четырех, шести или восьми различимых положениях. Для приведения этих положений к одному требуются добавочные устройства вторичного ориентирования, которые рассматриваются ниже. При этом, размеры отходящих и ориентирующих лотков или карманах в бункерах выбираются по тому же принципу что и расположение отсекателей и вырезов.
Детали, падая в лотки или карманы, как бы проходят раскалибровку: в лотках или в карманах детали не могут уже занимать все теоретически возможные положения, а только некоторые из них. Если желательно оставить на лотке детали не III группы, а каких-либо других групп, то пользуются V-образными лотками (рис. 9.13). Если детали движутся в V-образном лотке, например, по основной стороне А, то детали I первой группы с наибольшими размерами перебрасываются отсекателем I на плоскость Б, а детали остальных групп, продолжают двигаться по плоскости А, выпадают в первый за отсекателем I вырез.

Рис. 9.13.
Если, например, нужно оставить на лотке детали II группы, а сбросить I и III, то отсекатель I располагают на высоте несколько больше В и меньше L и H. Тогда на плоскость Б будут перекинуты детали I и III группы. Детали II группы будут двигаться по плоскости Б до рабочей зоны машины, а детали первой группы отсекателем 2 будут вновь переброшены на плоскость А и выпадут в следующий вырез.
Дата добавления: 2019-07-15; просмотров: 1287; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!