Пример расчёта режима ручной дуговой сварки по размерам шва.
3.1 Задача. Определить режим ручной дуговой сварки стыкового соединения № 2 верхней полусферы резервуара, Рис.3.2.
 |
Рисунок 3.2 Сферический резервуар
3.2 Подготовка исходных данных. Из технологического анализа сварного изделия установлено:
- основной металл – сталь 09Г2С (ГОСТ 19282);
- электрод Э46А основного типа – УОНИ-13/55К;
- сварка ручная дуговая;
- толщина основного металла - 26мм;
- тип соединения – стыковое типа С17 по ГОСТ 5264;
- тип шва – стыковой, многопроходный (из табл.3.2);
- положение шва при сварке - вертикальное;
- форма и размеры подготовки кромок, Рис.3.3;
- род тока – постоянный обратной полярности (из табл.3.1)
Вычерчиваем стыковое соединение С17 из ГОСТ – 5264, Рис.3.3 и выписываем основные размеры подготовки кромок под сварку и шва:
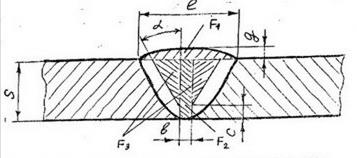
Рисунок 3.3 Тип, конструктивные размеры и элементы стыкового соединения №1 резервуара:
S = 26 мм; в = с = (2 ± 1/2) мм; a = 270 ± 30; e < 38 мм; g = (0,5+2-0,5) мм.
3.3 Расчёт режима сварки.
3.3.1 Определяем диаметр электродов. Так как шов многопроходный, то dэл необходимо определять для корневого dэл.К и заполняющих dэл.З проходов. Для корневого прохода dэл.К не рассчитываем, а принимаем из условия dэл.К £ 3; 4 мм. Принимаем dэл.К = 3 мм.
С учётом типа шва и формы подготовки кромок под сварку (hр = 0,7·S, табл.3.3) и вертика-льного положения шва ( Кd2 = 0,5) рассчитаем dэл.З заполняющих проходов по формуле (3.1):
dэл.З = (Кd1·S)0,7 + Кd2 = (0,7·S)0,7 + 0,5 = (0,7·26)0,7 + 0,5 = 6,1 мм.
Но при сварке в вертикальном положении имеется ограничение dэл£ 4; 5 мм. Поэтому принимаем dэл.З = 4 мм.
3.3.2 Сварочный ток определяем по формуле (3.3): Iсв = KI1·KI2·d1,4
По Табл.3.4 и 3.5 для электродов с основным типом покрытия и вертикальным положением шва находим KI1 = 20 ± 3 и KI2 = 0,76…0,78
Рассчитываем Iсв для корневого (IсвК) и заполняющих (IсвЗ):
IсвК = KI1·KI2·d1,4 = (20 ± 3) (0,76…0,78) · (dэл.К)1,4 = (17…23)(0,77) · 31,4= 61…82 А;
IсвЗ = KI1·KI2·d1,4 = (20 ± 3) (0,76…0,78) · (dэл.З)1,4 = (17…23)(0,77) · 41,4= 91…123 А.
Так как металл толстолистовой, принимаем сварочный ток по верхнему пределу:
IсвК = 80 А; IсвЗ = 120 А.
3.3.3 Напряжение сварки для электродов основного типа рассчитываем по формуле (3.4):
UсК = 12 + 0,36·(Iсв/ dэл) = 12 + 0,4·(80/3) = 22,6 В;
UсЗ = 12 + 0,36·(Iсв/ dэл) = 12 + 0,36·(120/4) = 24,0 В.
3.3.4 Прирасчёте общего количества проходов учитываем, что шов многопроходный и
выполняется как односторонний с одним корневым проходом. В этом случае общее количество проходов N0 равно:
N0 = [( F0 - FК) / FЗ] + 1,
где F0 – общая площадь поперечного сечения наплавленного металла шва стыка С17, мм2;
FК - площадь поперечного сечения наплавленного металла корневого прохода, мм2;
FЗ - площадь поперечного сечения каждого из заполняющих проходов, мм2.
При известных диаметрах электродов определяем FК и FЗ:
FК = (5…7) · dэл.К = 6·3 = 18 мм2;
FЗ = (8…10) · dэл.З = 9·4 = 36 мм2.
По Рис. 3.3 определяем общую площадь поперечного сечения наплавленного металла шва:
F0 = F1 + F2 + 2F3 = Кd1· e·g + в· S + 2· (1/2) · (S - c)2 · tg a =
= 0,7· 38·0.5 + 2·26 + 2·(1/2) ·(26 - 2)2 · tg (270) = 358.8 мм2
Общее количество проходов:
N0 = [(F0 - FК) / FЗ] + 1 = [(358,8 - 18) / 36 + 1] = 10,47 ~ 10 проходов.
3.3.5 Скорость сварки рассчитаем по формуле (3.8):
 |
Так как сварка ведётся на постоянном токе обратной полярности, то коэффициент αн принимается. Для электродов УОНИ 13/55К известно, что αн = 9,5 г/(А·ч) = 2,639·10-3 г/(А·с).
Плотность физическая для низколегированной стали ρ = 7,8·10-3 г/мм3.
Для этих данных рассчитаем Vсв для корневого и заполняющего швов:
 |
VсвК = = (2,639·10-3·80) / (7,8·10-3·18) = 1,5 мм/с (5,4 м/ч);
 |
VсвЗ = = (2,639·10-3·120) / (7,8·10-3·36) = 1,13 мм/с (4,1 м/ч).
Технико-экономические показатели процесса рассчитать самостоятельно.
4. Варианты заданий по практической работе №5. Рассчитать по варианту задания параметры режима сварки и основные технико-экономические показатели технологического процесса.
Задача №1. Стыковое соединение типа У6 (ГОСТ-5264).
Основной металл – сталь 10ХСНД толщиной 24 мм.
Сварочные материалы - выбрать электроды по таблице 3.1.
Сварка ручная дуговая, в потолочном положении.
Сварка выполняется на постоянном токе, полярность обратная.
Шов – угловой, со скосом одной кромки, односторонний.
1. Указать класс и свойства основного металла.
2. Указать химсостав электрода и покрытия..
3. Рассчитать режимы сварки и технико-экономические параметры процесса на один погонный метр длины шва.
Задача №2. Стыковое соединение типа С8 (ГОСТ-5264).
Основной металл – сталь ВСт3пс толщиной 27 мм.
Сварочные материалы - выбрать электроды по таблице 3.1.
Сварка ручная дуговая, в нижнем положении.
Сварка возможна на постоянном и переменном токе, полярность обратная и прямая.
Шов – стыковой, со скосом одной кромки, односторонний.
1. Указать класс и свойства основного металла.
2. Указать химсостав электрода и покрытия.
3. Рассчитать режимы сварки и технико-экономические параметры процесса на один погонный метр длины шва.
Задача №3. Стыковое соединение типа С10 (ГОСТ-5264).
Основной металл – сталь 10Г2С1 толщиной 26 мм.
Сварочные материалы - выбрать электроды по таблице 3.1.
Сварка ручная дуговая, в горизонтальном положении.
Сварка выполняется на постоянном токе, полярность обратная.
Шов – стыковой, односторонний на остающейся подкладке, со скосом одной кромки.
1. Указать класс и свойства основного металла.
2. Указать химсостав электрода и покрытия.
3. Рассчитать режимы сварки и технико-экономические параметры процесса на один погонный метр длины шва.
Задача №4. Стыковое соединение типа С11 (ГОСТ-5264).
Основной металл – сталь ВСт3пс толщиной 26 мм.
Сварочные материалы - выбрать электроды по таблице 3.1.
Сварка ручная дуговая, в нижнем положении.
Сварка возможна на постоянном и переменном токе, полярность обратная и прямая.
Шов – стыковой, со скосом одной кромки, односторонний замковый.
1. Указать класс и свойства основного металла.
2. Указать химсостав электрода и покрытия.
3. Рассчитать режимы сварки и технико-экономические параметры процесса на один погонный метр длины шва.
Задача №5. Стыковое соединение типа С19 (ГОСТ-5264).
Основной металл – сталь 10Г2 толщиной 28 мм.
Сварочные материалы - выбрать электроды по таблице 3.1.
Сварка ручная дуговая, в вертикальном положении.
Сварка выпоняется на постоянном токе, полярность обратная.
Шов – стыковой, со скосом одной кромок, односторонний на остающейся подкладке.
1. Указать класс и свойства основного металла.
2. Указать химсостав электрода и покрытия.
3. Рассчитать режимы сварки и технико-экономические параметры процесса на один погонный метр длины шва.
Задача №6. Стыковое соединение типа У9 (ГОСТ-5264).
Основной металл – сталь ВСт2сп толщиной 30 мм.
Сварочные материалы - выбрать электроды по таблице 3.1.
Сварка ручная дуговая, в потолочном положении.
Сварка возможна на постоянном и переменном токе, полярность обратная.
Шов – угловой, со скосом кромок, односторонний.
1. Указать класс и свойства основного металла.
2. Указать химсостав электрода и покрытия.
3. Рассчитать режимы сварки и технико-экономические параметры процесса на один погонный метр длины шва.
Контрольные вопросы.
1. Какой должна быть внешняя характеристика источника питания дуги при ручной дуговой сварке покрытыми стальными электродами?
2. Назовите прямые и косвенные параметры режима ручной дуговой сварки.
3. Укажите, чем отличается прямая полярность при дуговой сварке от обратной полярности?
4. Укажите, в какой зоне сварочной дуги выделяется большее количество тепловой энергии: у катода или у анода?
5. Расшифруйте две марки сварочной проволоки: Св-08А и Св-08Г А, и укажите, в чем разница между ними?
6. Расшифруйте следующие типы электродов: Э42 и Э42 А, и укажите, в чем разница между ними?
Дата добавления: 2019-02-22; просмотров: 829; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!