Расчёт режима сварки и некоторых технико-экономических параметров процесса.
2.1 Параметры режима дуговой сварки под флюсом:
- диаметр электрода, dэл.;
- сварочный ток, Iсв;
- напряжение сварки, Uс;
- общее количество проходов, Nпр;
- скорость сварки, Vсв;
Поскольку сварка выполняется вручную, то оптимальность скорости сварки можно оценить только косвенно по формированию шва. Напряжение сварки связано с длиной дуги, от которой существенно зависит качество сварки (защита, разбрызгивание, формирование шва, его дефектность, механические свойства).
2.2 Подготовка исходных данных. В исходные данные входят:
1. Химсостав и марка свариваемого металла.
2. Тип покрытия и марка электродов.
3. Тип соединения.
4. Толщина свариваемого металла.
5. Положение шва и проходов.
6. Тип шва по форме и по количеству проходов.
7. Форма и размеры подготовки кромок под сварку.
8. Общие размеры шва.
Сведения о стандартных типах сварных соединений приведены в ГОСТ 5264 «Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры», ГОСТ 11534 «Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры».
Для исключения или сокращения повторных расчётов сначала надо установить тип шва по количеству проходов, Табл.3.2
Сведения о нестандартных типах соединений приводятся в конструкторско-технологической документации на свариваемое изделие.
|
|
|
Т а б л и ц а № 3.2 Типы стандартных швов по количеству проходов при дуговой сварке.
|
Тип шва по количеству проходов
| Толщина металла стыкового шва S, мм | Катет К, мм, углового шва при положении | |
| нижнем | «лодочка» | ||
| Однопроходный | 1…4 | 3…8 | 3…12 |
| Двупроходный | 2…5 | 3…8 | 3…12 |
| Многопроходный | 6…175 | 9…60 | 13…60 |
2.3 Режим ручной дуговой сварки рекомендуется рассчитывать в такой последовательности:
2.3.1 Диаметр электрода dэл определяется в зависимости от типа шва (стыковой, угловой), формы подготовки кромок под сварку и количества проходов, вида прохода (корневой, заполняющий, отделочный, подварочный), положения шва в пространстве, толщины металла и многих других факторов.
Расчёт dэл производим по формуле:
dэл = (К d1 ·S)0,7 + К d2 = hр + К d2 (3.1)
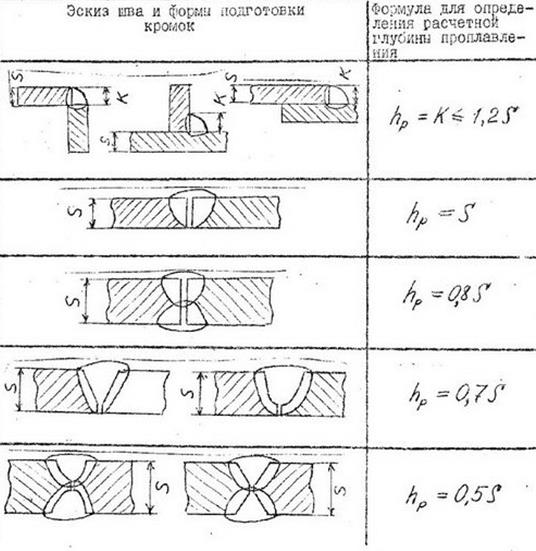
Влияние типа шва и формы подготовки кромок под сварку на величину dэл учитывается коэффициентом Кd1 через расчётную глубину проплавления hр, Табл.3.3:
hр = К d1· S (3.2)
|
|
|
Влияние положения шва в пространстве учитывается коэффициентом Кd2. Если положение нижнее или лодочка, принимаем Кd2 = 1,0, в остальных положениях (вертикальном, горизонтальном, потолочном, ) Кd2 = 0,5.
Верхний предел диаметра электрода ограничивается пространственным положением шва:
- нижнее и «лодочка» - dэл £ 5…6 мм;
- вертикальное - dэл £ 4…5 мм;
- горизонтальное и потолочное - dэл £ 4;
При сварке корневого и подварочного проходов принимаем dэл £ 3…4 мм.
Расчётный dэл следует округлить до ближайшего стандартного: 1,6; 2,5; 3; 4; 5; 6 мм.
Т а б л и ц а № 3.3 Расчётная глубина проплавления hр при ручной сварке..
2.3.2 Сварочный ток Iсв (род, полярность и численное значение) зависят от химического
состава и диаметра стержня электрода, типа и толщины покрытия, пространственного положения шва и других факторов и рассчитывается по формуле:
Iсв = KI1· KI2· d1,4, (3.3)
где KI1 – коэффициент, учитывающий влияние типа покрытия на Iсв, Табл.3.4;
KI2 - коэффициент, учитывающий положения шва на Iсв, Табл.3.5.
В Табл.3.4, 3.5 приведены значения коэффициентов для покрытых электродов, применяемых для сварки низкоуглеродистых и низколегированных сталей.
|
|
|
Т а б л и ц а № 3.4 Значения коэффициента KI1.
| Коэффициент | Тип покрытия | |
| Основное | Рутиловое (кислое) | |
| KI1 | 20 ± 3 | 25± 5 |
Т а б л и ц а № 3.5 Значения коэффициента KI2.
| Коэффициент | Положение шва | ||
| «лодочка», нижнее | вертикальное | горизонтальное. потолочное | |
| KI2 | 1,0 | 0,76…0,78 | 0,85…0,92 |
2.3.3 Напряжение сварки Uс зависит от типа и толщины покрытия, состава и диаметра
стержня электрода, пространственного положения шва и длины дуги:
- для электродов с покрытием основного типа ® Uс = 12 + 0,36·( Iсв/ dэл) (3.4)
- для электродов с покрытием рутилового типа ® Uс = 12 + 1,7·[( Iсв/ ( dэл)2], (3.5)
где значения надо подставлять в формулы (3.4), (3.5): Iсв, А; dэл, мм; Uс, В.
Для большинства марок электродов, используемых при сварке углеродистых и легирован-ных конструкционных сталей, напряжение Uс = 22 ÷ 28 В.
2.3.4 Общее количество проходов N0 это сумма корневых NК, заполняющих NЗ, облицовоч-
ных NОБ и подварочных Nп:
N0 = NК + NЗ + NОБ + Nп (3.6)
|
|
|
Наиболее часто при ручной дуговой сварке многопроходный шов состоит из корневых и заполняющих проходов, рассчитываемых по формуле:
N0 = [( F0 - NК · FK)/ FЗ] + NК, (3.7)
Где F0 – общая площадь сечения, определяемая по чертежу, мм2;
FK = (5…7) · dэлкор – сечение корневого прохода, мм2;
FЗ = (8…10) · dэлзапол - сечение заполняющего прохода, мм2;
dэлкор, dэлзапол – диаметры электродов для сварки корневых и заполняющих проходов, мм.
2.3.5 Скорость сваркиVс, м/чполучаем через коэффициент наплавки по формуле:
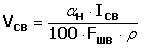
, (3.8)
где ρ – плотность металла электродной проволоки, г/см3 (для стали ρ =7,8 г/см3);
Iсв – сварочный ток, А;
Fшв.- площадь поперечного сечения наплавленного металла за данный проход, см2.
αн – коэффициент наплавки, г/А·ч.
Значение αн рассчитывается (принимается) по формулам:
- для переменного тока ® αн= 0,2025(Iсв/ dэл ) 0,6 (3.8.1)
- для постоянного тока прямой полярности ® αн = (6,3+ 0,07/ dэл1,035 Iсв) (3.8.2)
 |
- для постоянного тока обратной полярности ® αн = 8…10 , (3.8.3)
где dэл – диаметр электрода, мм.
2.3.6 Масса наплавленного металла GН, г, рассчитывается по следующей формуле:
GН = Fшв · l·ρ, ( 3.9)
где l – длина шва, см;
ρ – плотность наплавленного металла (для стали ρ=7,8 г/см3).
2.3.6 Время горения дуги t0, ч, определяется по формуле:
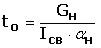 , (3.10)
, (3.10)
где GН - масса наплавленного металла GН , г;
IСВ – сварочный ток, А;
aН - коэффициент наплавки, г/А·ч
2.3.8 Полное время сварки Т, ч, приближённо определяется по формуле:
 , (3.11)
, (3.11)
где kП = 0,5 … 0,55 – коэффициент использования сварочного поста для РДС
2.3.9 Расход электродов GМ, г, рассчитывается для РДС по формуле:
 , (3.12)
, (3.12)
гдеGH – масса наплавленного металла, г;
kэ = 1,35 - коэффициент, учитывающий расход электродов на 1 кг наплавленного металла .
2.3.10 Расход электроэнергии А, кВт· ч, определяется по формуле:
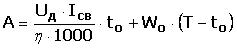 , (3.13)
, (3.13)
где UД = UС – напряжение дуги, В;
η – КПД источника питания;
WO – мощность источника питания, работающего на холостом ходе, кВт.
Значения η источника питания сварочной дуги и WO можно принять по таблице 3.6:
Т а б л и ц а № 3.6 Значения η и WO при ручной дуговой сварке.
| Род тока | η | WO |
| Переменный | 0,8 - 0,9 | 0,2 - 0,4 |
| Постоянный | 0,6 - 0,7 | 2,0 - 3,0 |
Дата добавления: 2019-02-22; просмотров: 421; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!