Пример расчёта режима дуговой сварки под флюсом по размерам шва.
3.1 Задача. Определить режим сварки под флюсом стыкового соединения №1 верхней полусферы резервуара, Рис.1.3.
 |
Рисунок 1.3 Сферический резервуар
3.2 Подготовка исходных данных. Из технологического анализа сварного изделия установлено:
- основной металл – сталь 09Г2С (ГОСТ 19282);
- сварочный флюс – АН-47 (ТУ 14-1-1353-75);
- сварочная проволока Св08ГА (ГОСТ 2246);
- сварка автоматическая;
- толщина основного металла - 26мм;
- тип соединения – стыковой;
- тип шва – стыковой, двусторонний двухпроходный;
- положение шва - нижнее;
 - форма и размеры подготовки кромок, Рис.1.4.
- форма и размеры подготовки кромок, Рис.1.4.
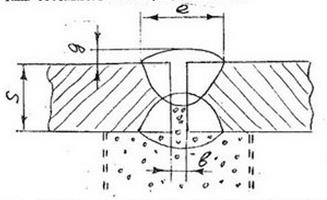
Рисунок 1.4 Тип, конструктивные размеры и элементы стыкового соединения №1 резервуара:
S = 26 мм; в = (5 ± 1) мм; e = (24 ± 4) мм; g = (2,5 ± 2) мм.
Стыковое соединение из металла толщиной 26 мм не является стандартным, так как в ГОСТ 8713 максимальная толщина для соединений такого типа составляет 22 мм, Табл.18 ГОСТ 8713
3.3 Расчёт режима сварки.
3.3.1 Определяем расчётную глубину проплавления по Табл. 1.3:
hр = 0,6 S – 0,5в = 0,6·26 – 0,5·5 = 13,1 мм
3.3.2 Диаметр электродной проволоки:
dэл = (0,29…1,1) hр = (0,29…1,1)·13,1 = 14,4 мм
При автоматической сварке расчётному диапазону удовлетворяют стандартные диаметры 4, 5, 6 мм. Если выбрать более высокое значение dэл , то несколько выше будет Vс и, следователь-но, производительность процесса. Принимаем dэл = 5 мм.
|
|
|
3.3.3 Скорость сварки рассчитаем по формуле:
Vс = (695 · dэл) · (1/e)2 = (695·5) · (1/24)2 = 6 мм/с (21,6 м/ч)
Скорость сварки находится в пределах ограничений.
3.3.4 Сварочный ток определяем по формуле (2.3):
Iсв = 85,4· hр·( dэл· Vс)0,5·{1/[4 + 0,0285·hр·(dэл· Vс)0,5]} =
= 85,4·13,1·(5·6)0,5·{1/[4 + 0,0285·13,1·(5·6)0,5]} = 1013,7 А
Проверяем соответствие расчётного сварочного тока допустимым пределам по эмпирической формуле
Iсв = (110…230)·dэл = (110…230)·5 = 550…1150 А
Принимаем Iсв = 1014 А
3.3.5 Напряжение сварки по формуле (2.4):
Uс = 22 + 0,02 Iсв = 22 + 0,02·1014 = 42,3 В
3.3.6 Вылет электродной проволоки по эмпирической формуле (2.5):
Lв = 10 dэл ± 2 dэл = 10·5 ± 10 мм
3.3.7 Значение αР рассчитываем для варианта сварки на переменном токе:
 |
= 7,0 + 0,04·1014·(1/5) = 15, 11 г/А· ч
3.3.8 Скорость подачи электродной проволоки:
= (4·15,11·1014)/(3,14·52·7,8) = 100,1 м/ч (27,8 мм/с).
3.3.9 Определяем приблизительный расход флюса по формуле (2.8)

Gф = (Uс – 1,8)·780·(1/ Vс) = (42,3 - 1,8)·780· (1/21,6) = 1462,5 ~ 1,5 кг/пог.м
|
|
|
Толщину слоя флюса определяем таблично, Табл.2.4 – 45…60 мм
3.3.10 Технико-экономические показатели процесса рассчитать самостоятельно, воспользо-
вавшись Рис.1.2.
4. Варианты заданий по практической работе №2. Рассчитать по варианту задания параметры режима сварки и основные технико-экономические показатели технологического процесса.
Задание №1. Стыковое соединение типа С12 (ГОСТ-8713).
Основной металл – сталь 16Г2АФ толщиной 18 мм.
Сварочные материалы:
- электродная проволока сплошного сечения Св 10НМА (ГОСТ- 2246);
- флюс АН-47 (ТУ14-1-1353-75).
Сварка автоматическая под флюсом, на весу, в нижнем положении.
Сварка выполняется на постоянном токе, полярность обратная.
Шов – стыковой, со скосом одной кромки, двухпроходный, двусторонний.
1. Указать класс и свойства основного металла.
2. Указать химсостав проволоки, флюса.
3. Рассчитать режимы сварки и технико-экономические параметры процесса на один погонный метр длины шва.
Задание №2. Стыковое соединение типа С38 (ГОСТ-8713).
Основной металл – сталь ВСт3пс толщиной 20 мм.
Сварочные материалы:
- электродная проволока сплошного сечения Св 08А (ГОСТ-2246);
|
|
|
- флюс АН-348А (ГОСТ-9087).
Сварка автоматическая под флюсом, на флюсовой подушке, в нижнем положении.
Сварка возможна на постоянном и переменном токе, полярность обратная.
Шов – стыковой, с двумя симметричными скосами кромок, двухпроходный, двусторонний.
1. Указать класс и свойства основного металла.
2. Указать химсостав проволоки, флюса.
3. Рассчитать режимы сварки и технико-экономические параметры процесса на один погонный метр длины шва.
Задание №3. Стыковое соединение типа С21 (ГОСТ-8713).
Основной металл – сталь 09Г2С толщиной 16 мм.
Сварочные материалы:
- электродная проволока сплошного сечения Св 08ХГА (ГОСТ-2246);
- флюс АН-47 (ТУ14-1-1353-75).
Сварка автоматическая под флюсом, на весу, в нижнем положении.
Сварка выполняется на постоянном токе, полярность обратная.
Шов – стыковой, со скосом кромок, двухпроходный, двусторонний.
1. Указать класс и свойства основного металла.
2. Указать химсостав проволоки, флюса.
3. Рассчитать режимы сварки и технико-экономические параметры процесса на один погонный метр длины шва.
Задание №4. Стыковое соединение типа С26 (ГОСТ-8713).
Основной металл – сталь ВСт3пс толщиной 50 мм.
Сварочные материалы:
- электродная проволока сплошного сечения Св 08А (ГОСТ-2246);
|
|
|
- флюс АН-348А (ГОСТ 9087).
Сварка автоматическая под флюсом, на весу, в нижнем положении.
Сварка возможна на постоянном и переменном токе, полярность обратная.
Шов – стыковой, с двумя симметричными криволинейными скосами кромок, двухпроходный, двусторонний.
1. Указать класс и свойства основного металла.
2. Указать химсостав проволоки, флюса.
3. Рассчитать режимы сварки и технико-экономические параметры процесса на один погонный метр длины шва.
Задание №5. Стыковое соединение типа С15 (ГОСТ-8713).
Основной металл – сталь 10Г2 толщиной 24 мм.
Сварочные материалы:
- электродная проволока сплошного сечения Св 06Н3 (ГОСТ-2246);
- флюс АН-15 (ГОСТ-9087).
Сварка автоматическая под флюсом, на весу, в нижнем положении.
Сварка выпоняется на постоянном токе, полярность обратная.
Шов – стыковой, с двумя симметричными скосами одной кромки, двухпроход-ный, двусторонний.
1. Указать класс и свойства основного металла.
2. Указать химсостав проволоки, флюса.
3. Рассчитать режимы сварки и технико-экономические параметры процесса на один погонный метр длины шва.
Задание №6. Стыковое соединение типа С25 (ГОСТ-8713).
Основной металл – сталь ВСт2сп толщиной 20 мм.
Сварочные материалы:
- электродная проволока сплошного сечения Св 08А (ГОСТ-2246);
- флюс АН-348А (ГОСТ-9087).
Сварка автоматическая под флюсом, на весу, в нижнем положении.
Сварка возможна на постоянном и переменном токе, полярность обратная.
Шов – стыковой, с двумя симметричными скосами кромок, двухпроходный, двусторонний.
1. Указать класс и свойства основного металла.
2. Указать химсостав проволоки, флюса.
3. Рассчитать режимы сварки и технико-экономические параметры процесса на один погонный метр длины шва.
Контрольные вопросы
1 В чём преимущества сварки под флюсом от других способов дуговой сварки?
2 За счёт чего осуществляется защита сварочной ванны при электродуговой сварке под флюсом?
3 Назовите основные и косвенные параметры режима автоматической сварки под флюсом.
4 Какой род тока применяют при сварке под флюсом и в каких случаях?
5 Укажите способы, предотвращающие протекание жидкого металла и шлака при сварке стыковых швов.
6 Каково основное назначение флюса при автоматической сварке?
7 Как классифицируются флюсы для дуговой сварки под флюсом?
8 Какие основные процессы выполняются при автоматической сварке под слоем флюса?
9 Как осуществляется саморегулирование дуги при сварке под флюсом?
ПРАКТИЧЕСКАЯ РАБОТА №2
Дата добавления: 2019-02-22; просмотров: 1323; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!