Технологический процесс изготовления детали «Стойка»
 Выполним анализ технологичности детали «Стойка» (рис. 3.22). Деталь имеет цилиндрическую форму, поэтому первые операции будут токарные. Все размеры име-ют невысокую точ-ность, поэтому обору-дование может быть класса точности «Н» (нормальной точно-сти). Отверстие под резьбу будет выпол-няться на токарном станке, так как распо-ложено по центру. По-верхность Ø18–0,3 и от-верстие под резьбу будет обработано за одну установку, поэтому будет иметь минимальную погрешность соосности. Резьбу лучше нарезать на слесарной операции, так как резьба нарезается в глухом отверстии. В связи с тем, что будет применен комплект ручных метчиков, шероховатость резьбы станет меньше. При фрезеровании лысок деталь лучше установить в трехкулачковом патро-
Выполним анализ технологичности детали «Стойка» (рис. 3.22). Деталь имеет цилиндрическую форму, поэтому первые операции будут токарные. Все размеры име-ют невысокую точ-ность, поэтому обору-дование может быть класса точности «Н» (нормальной точно-сти). Отверстие под резьбу будет выпол-няться на токарном станке, так как распо-ложено по центру. По-верхность Ø18–0,3 и от-верстие под резьбу будет обработано за одну установку, поэтому будет иметь минимальную погрешность соосности. Резьбу лучше нарезать на слесарной операции, так как резьба нарезается в глухом отверстии. В связи с тем, что будет применен комплект ручных метчиков, шероховатость резьбы станет меньше. При фрезеровании лысок деталь лучше установить в трехкулачковом патро-
не – этим обеспечится лучшее центрирование оси заготовки. Лишение 4-х степеней свободы по наружному диаметру на фрезерной операции позволит иметь минимальную погрешность параллельности плоскости лысок к оси (наружному цилиндру) детали (табл. 3.27).
Таблица 3.27
Маршрутный техпроцесс изготовления стойки
| 005 Заготовительная 1. Отрезать заготовку в размеры по ВКРМЗ (на несколько деталей)
| |||||
| 010 Токарная А. Установить заготовку в трехкулачковый патрон. База: наружный диаметр и торец. 1. Подрезать торец, сняв припуск 0,5 мм. 2. Точить поверхность Ø18-0,3 на длину 53,5-0,3 мм. 3. Снять фаску 1х45°. 4. Сверлить отверстие Ø6,7 мм на глубину 18 max. 5. Зенковать фаску в отверстии 1х45°. 6.Отрезать деталь, выдерживая размер 50,5-0,3 мм. | ||||
| 015 Токарная А. Установить заготовку в трехкулачковый патрон. База: наружный диаметр и левый торец. 1. Подрезать торец в размер 50 -0,3 мм. 2. Снять фаску 1х45°. 3. Притупить острые кромки. | ||||
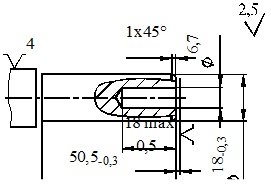 Рисунок 14
Рисунок 14
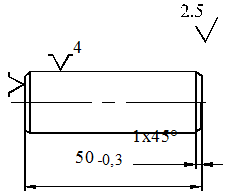 Рисунок 15
Рисунок 15
Продолжение табл. 3.27
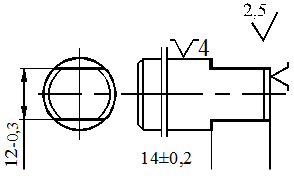
| 020. Фрезерная А. Установить заготовку в трехкулачковый патрон. База: наружный диаметр и торец. Фрезеровать 2 лыски, выдерживая размеры 12 –0,2 мм и 14±0,2 мм. | ||
| 025 Слесарная 1. Снять заусенцы, притупить острые кромки. 2. Нарезать резьбу М8. 3. Зачистить вход резьбы. | |||
| 030 Промывочная 1. Промыть детали по типовому техпроцессу. | |||
| 035 Консервация 1. Консервировать детали по типовому техпроцессу. | |||
 3.12.3. Технологический процесс изготовления детали «Болт»
3.12.3. Технологический процесс изготовления детали «Болт»
Для изготовления болта (рис. 3.23) может быть пред-ложено несколько вариантов маршрутов обработки.
Вариант № 1. В качестве за-готовки выбран холоднотяну-тый шестигранный пруток размера S. Основная обработ-ка по этому техпроцессу (рис. 3.24, а) может произво-диться как на токарном станке, так и на токарно-револьверном автомате. Заготовку необходимо зажимать в шестигранной цанге. Этим исключается смещение оси головки болта относительно его тела. Пруток подается до упора и подрезается торец в размер t. Затем заготовка обтачивается с получением всех операционных размеров. Оставлен припуск для подрезки торца головки (размер H1). Базирование предопределяет параллельность оси получаемого цилиндра оси заготовки (оси головки болта).
|
|
|
 На следующей операции (рис. 3.24, б) производится подрезка торца в размер H.
На следующей операции (рис. 3.24, б) производится подрезка торца в размер H.
По предложенному тех-процессу обрабатываются крепежные болты широкого применения, у которых нет жестких требований к необрабатываемому шестиграннику головки болта (радиус скругления граней, шероховатость поверхности, незначительные повреждения поверх-ности). Если требования к головке болта повышенные, то применяется другой техпроцесс.
 Вариант № 2. По этому техпроцессу (рис. 3.25) в качестве заготовки выбран пруток цилиндрического сечения. Если пруток холоднотянутый, то можно применить для изготовления детали и токарно-револьверный автомат, и токарный станок с ЧПУ с цанговыми зажимами (более точное центрирование заготовки). Если пруток горячекатаный (более дешевый, но менее точный, и поэтому в за-жимную цангу его не уста-новить), то обработку целесообразнее вести на токарном станке с ручным управлением. Закрепление заготовки будет производиться в трехкулачко-вом патроне.
Вариант № 2. По этому техпроцессу (рис. 3.25) в качестве заготовки выбран пруток цилиндрического сечения. Если пруток холоднотянутый, то можно применить для изготовления детали и токарно-револьверный автомат, и токарный станок с ЧПУ с цанговыми зажимами (более точное центрирование заготовки). Если пруток горячекатаный (более дешевый, но менее точный, и поэтому в за-жимную цангу его не уста-новить), то обработку целесообразнее вести на токарном станке с ручным управлением. Закрепление заготовки будет производиться в трехкулачко-вом патроне.
|
|
|
На первой операции, то-карной, подрезается торец в размер t, затем, используя под-резанный торец в качестве базы, получают все опера-ционные размеры (рис. 3.25, а). На второй операции, то-карной, подрезается торец го-ловки и протачивается фаска (рис. 3.25, б). На третьей опе-рации, фрезерной, фрезеруется шестигранник в размер s (рис. 3.25 в). В связи с тем, что заготовка лишается по цилиндру 4-х степеней свободы, смещение оси головки относительно оси цилиндра будет минимальным. Данный технологический процесс применяется для изготовления болтов специального назначения (для приборостроения, авиации, космических аппаратов). Для последующего снятия заусенцев после фрезерования необходима слесарная операция.
Дата добавления: 2019-02-12; просмотров: 1005; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!