РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА СВАРКИ ПРОСТЫХ И СРЕДНЕЙ СЛОЖНОСТИ ДЕТАЛЕЙ ИЗ КОНСТРУКЦИОННОЙ И ЛЕГИРОВАННОЙ СТАЛИ В РАЗЛИЧНЫХ ПОЛОЖЕНИЯХ СВАРНОГО ШВА.
Цель работы: освоить методику разработки технологического процесса ручной дуговой сварки и наплавки плавящимся электродом.
Задание:
- Изучить сущность способаручной дуговой сварки плавящимся электродом, сварочные электроды, типы сварных соединений и формы разделок кромок, виды сварных швов, технику ручной дуговой сварки и области ее применения.
- Освоить методику разработки технологического процесса ручной сварки плавящимся электродом. Разработать технологический процесс ручной дуговой сварки по заданной толщине и марки стали. Определить режимы сварки, коэффициент наплавки и массу электродов.
Оборудование и материалы: Альбом с заданиями чертежи - сварных конструкций. ГОСТы.
Ход работы
I .Теоретическая часть
Ручная дуговая сварка – способ соединения деталей посредством сварного шва, образующего из расплавленного электродного и основного (свариваемого) металлов. Расплавление электродов и кромок детали в процессе сварки происходит за счет тепла, выделяемого электрической сварочной дугой. Количество тепла Q, выделяемое сварочной дугой определяется по формуле:
Q =0,24∙ Ud ∙ I св. (кал/с.), (1)
где 0,24 – коэффициент;
Ud – напряжение дуги;
I св – сварочный ток, протекающий через дугу.
В процессе работы сварщик перемещает электрод по линии соединения свариваемых деталей и по направлению к деталям по мере плавления электрода. В результате образуется сварной шов.
|
|
|
Для питания сварочной дуги применяют источники переменного и постоянного тока. Ручную дуговую сварку производят на сварочном посту, состоящем из источника питания, сварочных кабелей, держателя электродов и стола на котором располагаются свариваемые детали (рис.1).
На (рис.2) представлена схема сварочной зоны. Сварочный пост оснащен вытяжной вентиляцией.
Для выполнения сварного шва применяют сварочные электроды, состоящие из металлического стержня и нанесенного на него покрытия. Стержни изготавливают из различных металлов и сплавов диаметром от 1 до 8 мм. В состав покрытия входят различные компоненты, которые обеспечивают:
- Устойчивое горение дуги за счет введения в состав покрытия легкоионизирующихся элементов (К, Na).
- Защиту расплавленного металла сварного шва от кислорода и азота воздуха за счет введения в состав покрытия окислов металлов и солей (фториды и хлориды металлов), образующих на поверхности жидкого металла шлак;
- Раскисление жидкого металла сварного шва – удаление кислорода за счет введения в состав покрытия элементов - раскислителей;
4. Газовую защиту сварочной зоны за счет введения в состав покрытий карбонатов (СаСО∙MgC O 3 ), которые, разлагаясь, дают С O 2 ;
|
|
|
5. Легирование металла шва за счет введения в состав покрытия легирующих элементов в виде ферросплавов (ферротитан, ферромарганец, ферросилиций и др.).
- В покрытие некоторых марок электродов дополнительно вводят от 15 до 50%. его массы, железный порошок, с целью повышения коэффициента наплавки (высокопроизводительные электроды).
Для связывания порошков и нанесения покрытия на стержень электрода применяют связующие вещества (клеи). Для придания обмазочной массе хорошей покрывающей способности в шихту добавляют пластификаторы - органические или синтетические соединения.
В зависимости от назначения различают электроды:
- для сварки углеродистых н низколегированных конструкционных сталей с временным сопротивлением разрыву 60 кг/мм2 этой группе электродов присваивается условное обозначение - Y;
- для сварки легированных конструкционных сталей с временным сопротивлением разрыву выше 60 кг/мм2, условное обозначение - Л:
- для сварки легированных теплоустойчивых сталей - Т;
- для сварки высоколегированных сталей с особыми свойствами - В:
- для наплавки поверхностных слоев с особыми свойствами -Н.
В зависимости от механических свойств наплавленного металла или его химического состава электроды подразделяются на типы.
|
|
|
Типы электродов назначения У и Л(всего 14 типов) включают и себя букву Э (электрод) и цифры обозначающие среднее значение временного сопротивления разрыву наплавленного металла в кгс/мм2, например: Э386 Э42, Э42А, Э50Л и до Э150. Буква А в обозначении типа электрода указывает на повышенную пластичность и ударную вязкость наплавленного металла.
Типы электродов назначения Т содержат указания о химическом составе наплавленного металла в обычном для сталей обозначении, например 3-12ХМФ.
 |
bbbb
Рисунок 1. Схема сварочного поста для ручной дуговой сварки.
1 -сеть переменного тока: 2 - источник питания; 3 - сварочные кабели: 4 - держатель: 5 - электрод: 6 - спариваемая деталь: 7 - стол.
 |
Рисунок 2.
В зависимости от металлургических свойств образующегося при сварке шлака или вида основного компонента электродные покрытия делятся на вилы:
· кислое покрытие - А;
· основное покрытие - Б;
· целлюлозное покрытие - Ц:
· рутиловое - Р:
· покрытие смешанного вида (дает соответствующее двойное обозначение);
|
|
|
· покрытие, не относящееся ни к одному из перечисленных видов - П.
Если в покрытие введено более 20% железного порошка, то к обозначению вида добавляют букву Ж.
Электроды всех назначении и типов подразделяются на марки. Марки назначаются организациями и фирмами, в которых электроды были созданы. Марка электрода фиксирует конкретную марку стержня (состав стержня) и марку покрытия (состав покрытия), использованные в данном электроде. В большинстве случаев марка электрода и марка покрытия совпадают.
Необходимо иметь ввиду. что одному и тому же назначению и типу электродов отвечает большое количество марок с различными составами стержней, видами и составами покрытий.
В паспорте на электроды на этикетках, наклеиваемых на пачки и ящики с электродами, дается полное обозначение электродов согласно структуре, определяемой ГОСТ 9466-75 (рис. 3).
Группа индексов, указывающих на характеристики наплавленного металла, содержат четыре цифры. Они указывают на количество ферритной фазы, максимальную рабочую температуру и испытание на стойкость против межкристаллитной коррозии.
Технология сварки статей (и других материалов) - это указание о режимах сварки, сварочных материалах, операциях и приемах, при выполнении которых получается сварное соединение требуемого качества.
Технология сварки материала всегда разрабатывается применительно к определенному способу сварки, типу сварного соединения и его пространственному положению. Она включает в себя следующие сведения:
· форма подготовки свариваемых кромок и размеры их конструктивных элементов:
· сварочные материалы (марка покрытых электродов, марка проволоки и флюса, состав защитной газовой смеси);
· значение параметров режима сварки, рода тока и полярность. количество проходов и т.д.);
· указания об условиях сварки (необходимость подогрева и пр.) и о технике ее выполнения.
Технология сварки материала является составной частью технологии сварки конструкции, которая включает в себя также указания о сварочном оборудовании, оснастке, общей последовательности сварки.
Для разработки технологии сварки данной стали нужно знать ее химический состав и механические характеристики, толщину листов, пространственное расположение соединения и доступность ее для сварки, требования к эксплуатационным свойствам сварного соединения.
Требуемые сведения берутся из чертежей конструкции из технических условий на материал и конструкцию.
Сварные соединения подразделяются на типы, а сварные швы на виды. В технологическом оборудовании наиболее распространенными типами соединении является (рис. 4):
а) стыковые;
б) тавровые:
г) угловые:
д) нахлесточные соединения .
Структура обозначения электрода (ГОСТ 9466-75)
 |
Рисунок 3.
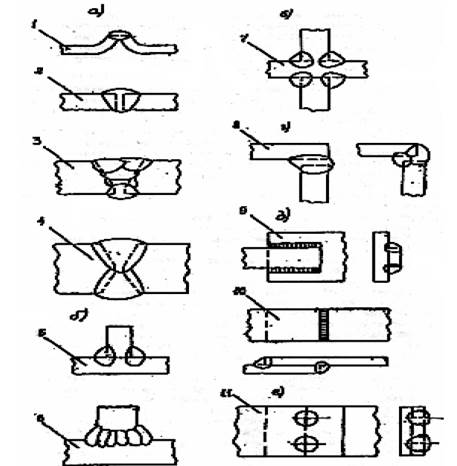 |
Рисунок 4. Типы сварных соединений.
Основными видами сварных швов являются стыковые (рис. 4а) и угловые (рис.4в-е). используемые для получения угловых, тавровых, крестовых и нахлесточных соединений.
Часть поперечного сечения шва, получающаяся за один проход, называется слоем в сварном шве. Проходом называется однократное перемещение источника нагрева (дуги) вдоль оси шва в одном направлении. При выполнении прохода образуется валик переплавленного металла.
Кромкам детали, подлежащим сварке, придается необходимая форма: они делаются либо без скоса кромок, либо со скосом одной или двух кромок. Скос может быть прямолинейным или криволинейным.
Основными конструктивными элементами кромок и собранных под сварку соединений являются: толщина листа δзазор между кромками bугол скоса кромок β, радиус Rи притупление кромок р.
1.1. Шов сварного соединения независимо от способа сварки условно изображают:
- видимый - сплошной основной линией (рис. 5в);
- невидимый - штриховой линией (рис. 5.)
Видимую одиночную сварную точку, независимо от способа сварки, условно изображают знаком «+» (рис. 5б), который выполняют сплошными линиями (рис. 6). Невидимые одиночные точки не изображают.От изображения шва или одиночной точки проводят линию – выноску, заканчивающуюся односторонней стрелкой (см. рис. 5). Линию - выноску предпочтительно проводить от изображения видимого шва.
1.2 Структура условного обозначения стандартного, шва или одиночной сварной точки приведена на схеме (рис. 4). Знак ∆ выполняют сплошными тонкими линиями. Высота знака должна быть одинаковой с высотой цифр, входящих в обозначение шва.
В зависимости от пространственного положения шва различают сварку в нижнем, вертикальном и потолочном положениях, но если соединение расположено на вертикальной стенке горизонтально, то такое наложение называется горизонтальным.
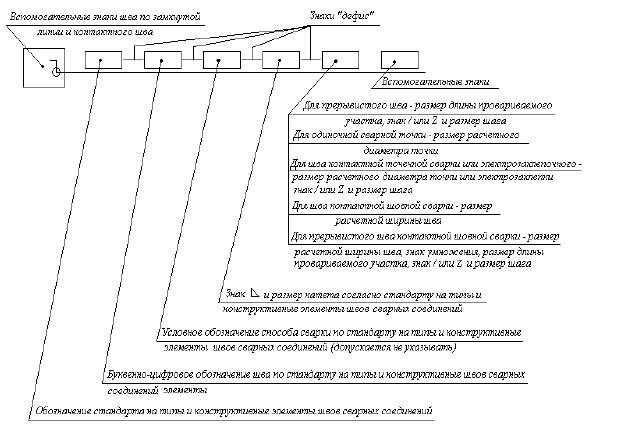 Условное обозначение сварного шва
Условное обозначение сварного шва
Рисунок 4.
 |

При задании режима для ручной дуговой сварки напряжение на дуге не указывают (оно обычно находится в пределах 18-24 В). Род тока и полярность постоянного тока определяются сварочно-технологическими свойствами электрода.
 Тип электрода выбирают исходя из требуемых механических показателей металла шва, которые должны быть равны показателям основного металла, а также пригодности их в том или ином пространственном положении и т.п. Диаметр электрода dвыбирают в зависимости от толщины свариваемого листа:
Тип электрода выбирают исходя из требуемых механических показателей металла шва, которые должны быть равны показателям основного металла, а также пригодности их в том или ином пространственном положении и т.п. Диаметр электрода dвыбирают в зависимости от толщины свариваемого листа:
Сварочный ток выбирается в зависимости от диаметра электрода по эмпирической формуле: I=т∙d эл. ,
где т - эмпирический коэффициент (т = 30 при d — 3 мм: m- 40... 50 при d = 4...6мм).
Чтобы обеспечить удовлетворительную форму шва при сварке в нижнем положении, площадь поперечного сечения, наплавляемого металла за один проход ограничивается значением Fh<12 d эл .
Для корневого провода площадь поперечного сечения должна соответствовать условию:
Fh < 8 d эл .
По условиям получения шва с хорошим формированием скорость сварки не должна быть
более 15 м/ч.
Общее количество наплавленного металла Gн, необходимое для изготовления конструкции можно определить по формуле:
GH=FH∙ρ∙L (2)
где FH-доля наплавленного металла в обшей площади сечения шва, см2;
р- плотность наплавленного металла (для стали р =7,85 г/см2);
L- длина шва, см.
Время t(в часах), требуемое для сварки шва длиной I можно определить из формулы:
GН=aН∙Iсв∙t, (3)
где I - ток в амперах;
аН - коэффициент наплавки в г/А час.
Величина коэффициента наплавки при ручной сварке находится в пределах от 7 до 16 г/А час и зависит от химического состава электродного стержня и покрытия на нем, рода и силы тока, длины дугии расположения электрода в пространстве во время сварки.
При малых плотностях тока (ручная дуговая сварка) значение коэффициента наплавки не превышает 7-10г/А час.
С увеличением тока значение коэффициента наплавки увеличивается до 17 г/А час.
Скорость сварки однослойного шва определяют из соотношения.
Массу электродов, требуемую для выполнения шва длиной 1Ш. определяют по формуле:
МЖ,=М 1Г К;,
где К - коэффициент выхода годного металла, который для электродов различных марок находится в пределах1,7...2,0.
II .Практическая часть
1.Разработать технологический процесс ручной дуговой свари деталей в соответствии с чертежами. 2.Выбрать электрод и расшифровать его условное обозначение(таблица 2, Приложения 1)
3.Произвести необходимые расчеты результаты внести в таблицу 1.
Контрольные вопросы
- Дать определение ручной дуговой сварки.
- Для чего служит электродное покрытие? Какие компоненты входят в состав покрытия?
- Какие условные обозначения имеют сварочные электроды в зависимости от их назначения?
- Что обозначает тип электрода
- На какие виды делятся электродные покрытия?
- Что характеризует марка электрода?
- Что такое технология сварки?
- Назовите основные типы сварных соединений и виды сварных швов?
- Назовите основные конструктивные элементы свариваемых кромок?
- Чем характеризуется форма сварных угловых и стыковых швов?
- Какие движения выполняет сварщик концом электрода?
- Какие способы выполнения шва применяются при сварке, и в каких случаях они применяются?
- Какие силы действуют на жидкий металл ванны при сварке в нижнем и потолочном положениях?
- Назовите последовательность определения режимов ручной дуговой сварки?
Вывод:__________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
Приложение 1
В рассматриваемом примере предложено выполнить сварную сборочную единицу( рис1), состоящую из пяти деталей (рисунок 1, б), материал 10ХСНД.Предложить метод сборки с перечислением требуемых сборочно- сварочных приспособлений.
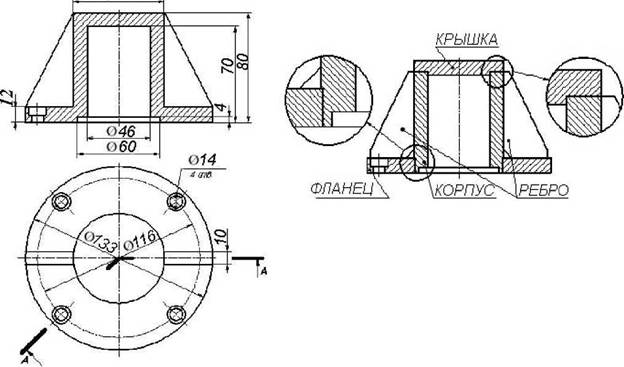
а - исходный чертеж детали; б - разбиение литой детали
Рисунок 1 - Пример разработки сварной конструкции
Таблица 1 .Режимы сварки узла
| Диаметр электрода | Сила сварочного тока | Напряжение | Коэффициент наплавки | Скорость сварки | Масса электродного металла | Вид сварного шва | Колебательные движения | |
| а) б) в) г)
а - корпус (1 шт.) ; б - крышка (1 шт.); в - фланец (1 шт.);г - ребро (2 шт.) Рисунок 2 - Эскизы деталей, входящих в сварную сборочную единицу |

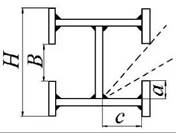
Технологическая рекомендация: проверить доступность сварных швов в наиболее сложных узлах разработанной сборочной единицы( Таблица 1)
Таблица 1 Доступность мест наложения швов
| Эскиз |
Требования
|
|
|
|

B>H- 2с
При с < 400 мм а < 2с мм; при с > 400 мм а < 600 мм

Сварка возможна при h>250мм
Приложение 2
Таблица 2
| Назначение электрода | Тип электрода | Обозначение электрода | Марка покрытия | Марка стрежня |
| 1 | 2 | 3 | 4 | 5 |
| Сварка конструкционных углеродистых сталей БСт3, ВСт3сп. литых сталей – 20Л, 25Л. сварка низколегированных конструкционных сталей09Г2. 10ХСНД, МС-1 | Э42 | УОНИИ 13/45 | Св. – 08 Св.– 08А | |
| Сварка конструкций из углеродистых: и низколегированных сталей тисов Ст3. 10ХСНД, 09Г2 в нижнем положении | Э46А | АНО - 20 | Св. – 08 Св.– 08А | |
| Сварка углеродистых и низколегированных сталей типа СтЗ. 09Г2, 10ХСНД. 10Г2С1Д. Вертикальные швы сверху вниз | Э50А | |||
| Сварка конструкций из низколегированных сталей 10ХСНД. 48КС, 10Г2С1Д из паковок и литы сталей 08ГНД- 08ГКДФ | Э50А | |||
| Сварка наружной обшивки из сталей СтЗ, Ст4, ВСтЗсп, 10ХСНД и др. со стороны, подверженной воздействию коррозионной среды (морской воды). | Э50А | |||
| Сварка конструкций из легированных высокопрочных сталей типа 14ХГСНМФР | Э60А |
ПРАКТИЧЕСКИЕ ЗАНЯТИЯ№5
Дата добавления: 2019-01-14; просмотров: 1297; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!