Технологическая карта на сварочные работы
Типовая технологическая карта на сборочно-сварочные работы (МК/КТП) представлена в табл. 1.
Кодовое обозначение операции указывают в МК, КТП (КТТП) в графе «Код, наименование операции» на строке с символом «А», в ОК в графе «Код операции», в ВО (ВОб) на строке с символом «В» в графе «Код, наименование операции».
Кодовое обозначение операции соответствует структуре:
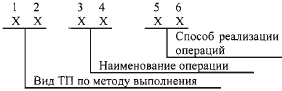 Кодовые обозначения сборочно-сварочных операций (поз. 1 - 4) приведены в табл. 2.
Кодовые обозначения сборочно-сварочных операций (поз. 1 - 4) приведены в табл. 2.
Поз. 5, 6 устанавливают конкретизацию признаков классификации и кодов (в соответствии со спецификой отрасли).
В графе «Обозначение документа» указывают обозначения нормативных документов, применяемых при выполнении данной операции.
Таблица 1. Технологическая карта сборочно- сварочных работ МК/КТП.
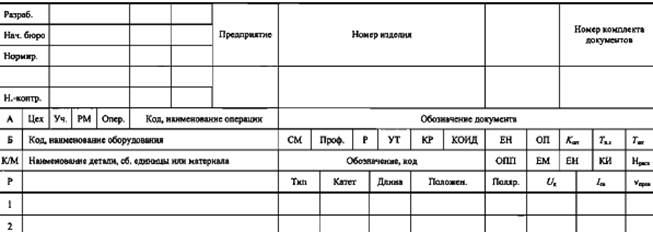
Карта МК/КТП содержит строки А, Б, К1М, Р (А - название операции и ее номер; Б описание оборудования; КIМ - комплектация/ материалы; Р - режим).
Информация, вносимая в строку с символом «А». В графах «Цех», «Уч.», «РМ» строки указывают соответственно номер (код) цеха, участка, рабочего места, где выполняется операция (или их буквенные наименования).
В графу «Опер.» заносят номер операции. В графе «Код, наименование операции» указывают унифицированное обозначение операции ТП.
Информация, вносимая в строку с символом «Б». В графу «Код, наименование оборудования» вписывают его код, краткое наименование или модель и инвентарный номер.
|
|
|
Остальные графы характеризуют трудозатраты.
В графе «СМ» - «Степень механизации» указывают степень механизации кодом или индексами: РС - ручная сборка, МС - механизированная сборка, в приспособлении, сборка по разметке.
В графе «Проф.» приводят код профессии рабочего (сборщик или сварщик).
В графе «Р» дают разряд рабочего.
В графу «УТ» - «Условия труда» - вписывают индекс: легкие (Л) или вредные (В).
В графе «КР» - «Количество работающих » - указывают число занятых на операции рабочих.
В графе «КОИД» - «Количество одновременно изготовляемых деталей» - вносят число деталей при выполнении одной операции.
В графе «ЕН» - «Единица нормирования » - называют норму расхода материала или норму времени.
В графе «ОП» - «Объем партию) - указывают ее объем в условиях серийного производства в штуках.
Графа «Кшт» - «Коэффициент штучного времени» - соответствует многостаночному обслуживанию, и для сварочных работ ее не заполняют.
В графах «Тп .-з» и «Тшт» указывают нормы подготовительно-заключительного и штучного времени на выполнение операций, выбираемые на основе общемашиностроительных и отраслевых нормативов.
Информация, вносимая в строку с символом «К». В графе «Наименование деталю) дают ее название по ЕСТд, допускается указывать в этой графе марку материала.
|
|
|
Графы «Обозначение, код» и «ОПП» (откуда поступает партия) заполняют в соответствии с ЕСТД, обычно в графе «ОПП» сообщают номер цеха.
В графе «ЕМ» - «Единица измерения массы» - приводят массу изделия в килограммах.
В графе «ЕН» - «Единица нормирования» - указывают норму расхода материала в килограммах.
В графу «КИ» вписывают число изготовляемых изделий.
В графе «Нрасх » указывают норму расхода материалов.
Информация, вносимая в строку с символом «М». В графе «Материал» указывают сортамент, марку материала, размер, обозначение стандарта или ТУ.
При сварке в этой графе дают также марку, диаметр присадочного материала, размер электродов, а при пайке - марку, вид припоя (проволока, фольга, порошок), диаметр и толщину припоя, данные о флюсах, средах.
При раскрое материалов в этой графе указывают профиль и размер исходной заготовки, общее число получаемых из нее деталей, коэффициент раскроя материала заготовки, норму расхода материала и Т.П.
Информация, вносимая в строку с символом «Р». В соответствующие графы вписывают информацию о технологических параметрах режима сварки: тип шва, катет и длину шва в миллиметрах, положение шва, полярность тока, напряжение, ток и скорость подачи проволоки.
|
|
|
Таблица 2. Коды сборочно-сварочных операций в технологической карте
| Форма записи операции | Код |
| Сварка | 9000 |
| Контактная сварка | 9010 |
| Диффузионная сварка | 9020 |
| Дуговая сварка | 9030 |
| Дуговая сварка: | |
| - покрытым электродом | 9031 |
| - порошковой проволокой | 9034 |
| - сварка под флюсом | 9035 |
| - в инертных газах плавящимся электродом | 9039 |
| - в инертных газах неплавящимся электродом с присадочным металлом | 9041 |
| - в инертных газах неплавящимся электродом без присадочного металла | 9042 |
| - сварка в углекислом газе сплошной проволокой | 9043 |
| - в углекислом газе порошковой проволокой | 9044 |
| - в углекислом газе неплавящимся электродом с присадочным металлом | 9045 |
| - в углекислом газе неплавящимся электродом без присадочного металла | 9046 |
| - в смеси инертных и активных газов плавящимся электродом | 9051 |
| - в вакууме плавящимся электродом | 9056 |
| - в вакууме неплавящимся электродом с присадочным металлом | 9057 |
| - в вакууме неплавящимся электродом без присадочного металла | 9058 |
| Электрошлаковая сварка | 9061 |
| Электронно-лучевая сварка | 9062 |
| Плазменная сварка | 9063 |
| Газовая сварка | 9068 |
| Резка: | |
| - кислородная | 9172 |
| - кислородно-флюсовая | 9176 |
| - плазменно-дуговая | 9176 |
| Операция: | |
| -сборочно-подготовительная | 8862 |
| - сборочно-монтажная | 8863 |
| - слесарно-сборочная | 8864 |
| Термическая обработка | 5000 |
| Комплексный контроль геометрических параметров | 0260 |
| Контроль неразрушающий: | |
| - акустический | 0376 |
| - вихретоковый | 0377 |
| -магнитный | 0378 |
| - радиационный | 0382 |
| - проникающими веществами | 0386 |
| Испытания: | |
| - механические | 0620 |
| - на герметичность | 0675 |
| Перемещение | 0400 |
| Транспортирование | 0401 |
| Складирование | 0440 |
| Правка | 2156 |
| Комплектование | 0418 |
| Крепление | 0112 |
| Базирование | 8801 |
| Разметка | 0101 |
| Гибка | 2129 |
|
|
|
При записи применяют условные обозначения, приведенные в табл. 3.
Таблица 3. Буквенные обозначения и значки в технологической карте на сварочно-сборочные работы
| Показатель | Обозначение |
| Длина | L,l |
| Ширина | В,b |
| Высота, глубина | H,h |
| Толщина | S |
| Диаметр | D,d |
| Радиус | R,r |
| Межосевое и межцентровое расстояния | А,а |
| Углы | α, β, γ и др. |
| Ширина шва | В |
| Выпуклость шва | G |
| Шаг прерывистого шва | T |
| Катет углового шва | 
|
| Вогнутость углового шва | 
|
| Расчетная высота углового шва | P |
| Толщина углового шва | A |
| Сила тока | I |
| Напряжение дуги | Uд |
| Напряжение холостого хода источника питания | Uхх |
| Скорость: | |
| -сварки | Vсв |
| - подачи проволоки | Vп. п |
| Количество | N,n |
| Плотность | ρ |
| Количество наплавленного металла | Qн |
| Коэффициент наплавки | αн |
| Притупление кромок | С |
| Положение шва: | |
| -в лодочку | Л |
| -нижнее | Н |
| - горизонтальное | Г |
| - полугоризонтальное | ПГ |
| - полупотолочное | ПП |
| - вертикальное | В |
| - полувертикальное | Пв |
| Полярность: | |
| -прямая | П |
| -обратная | О |
| Коэффициент загрузки оборудования | Кз |
Задание 1: Заполнить карту технологического процесса сварки
Дата добавления: 2019-01-14; просмотров: 571; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!