Классификация процессов изнашивания по скорости элементарных актов разрушения
| Скорость элементарных процессов разрушения | Вид изнашивания | Вид повреждения | ||
| механическое | молекулярно -механическое | коррозионно-механическое | ||
| Быстро протекающие | Абразивное изнашивание | Адгезионное изнашивание при заедании | Фреттинг-коррозия (3-я стадия) | Недопустимый |
| Средней скорости (стадийные процессы) | Усталостное малоцикловое изнашивание (при хрупком разрушении) | Изнашивание при молекулярном переносе | Окислительное изнашивание (3-я форма) | Допустимый, недопустимый |
| Медленные процессы | Усталостное изнашивание | Изнашивание при избирательном переносе | Окислительное изнашивание (1 и 2-я формы) | Допустимый |
Прогнозирование отбраковки деталей при ремонте авиационной техники
Прогнозирование отбраковки в процессе дефектации авиационных деталей
Своевременно и качественно отремонтировать летательный аппарат можно лишь при наличии на авиаремонтном заводе к моменту выполнения восстановительных работ необходимой номенклатуры и количества запасных частей. Желательно, чтобы эти запасы точно соответствовали потребности авиаремонтных предприятий. Недостаток запасов вызывает в простой летательных аппаратов в ремонте, что экономически невыгодно, приводит и штурмовщине, а это в свою очередь, снижает уровень безопасности полетов на отремонтированной авиационной технике.
|
|
|
Избыток запасных частей приводит к повышению стоимости ремонта и загромождению складских помещений.
Обеспечить авиаремонтные предприятия необходимой номенклатурой и количеством запасных деталей можно двумя путями. Во-первых, заранее заказать на предприятиях, изготавливающих авиационную технику и во-вторых - обеспечить своевременное восстановление забракованных деталей при первых ремонтах авиационной техники.
Приобретение запасных частей на заводах-изготовителях авиационной техники наиболее реально при ее первых ремонтах, когда эти заводы осуществляют серийный выпуск летательных аппаратов и обеспечивают освоение их ремонта. После прекращения выпуска данного типа летательных аппаратов заводы изготовители переходят на освоение более совершенной авиатехники и не заинтересованы в изготовлении запасных частей для ЛА, снятых с производства. Поэтому на завершающем этапе эксплуатации летательных аппаратов реализуется второй путь обеспечения запасными деталями авиаремонтного производства. К этому времени будет накоплен ремонтный фонд деталей, забракованных при первых ремонтах летательных аппаратов.
Оба рассмотренных пути обеспечат решение поставленной задачи только при наличии своевременной информации о потребностях запасных деталей, включающей их наименование, количество и сроки поставок. Такую информацию можно получить при обработке статистических данных по отбраковке деталей в процессе дефектации авиационной техники, поступающей в ремонт в начале освоения ее эксплуатации. Доля отбраковки, как правило, при каждом последующем ремонте отличается от аналогичной доли при предыдущем. Отличается также и техническое состояние деталей, устанавливаемых на летательный аппарат после каждого очередного ремонта.
|
|
|
Изменение состояния деталей по наработке можно видеть из схемы, представленной на рис. 3.1. По оси абсцисс здесь отложена суммарная наработка  изделия от начала эксплуатации. Первый ремонт выполняют после наработки
изделия от начала эксплуатации. Первый ремонт выполняют после наработки  , второй - после наработки
, второй - после наработки  , третий - после
, третий - после  и т.д. Числовой индекс
и т.д. Числовой индекс  при
при  означает номер очередного ремонта, а разность
означает номер очередного ремонта, а разность  равна межремонтному ресурсу.
равна межремонтному ресурсу.
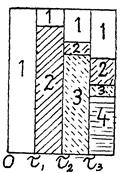
Рис. 3.1.
По оси ординат отложено относительное количество (доля) деталей с соответствующей наработкой. Верхняя горизонталь соответствует 100% одноименных деталей, установленных на летательном аппарате или группе одинаковых летательных аппаратов. Цифрами 1, 2, 3, 4 и соответствующей штриховкой обозначены детали с одинаковой суммарной наработкой, цифрой 1 обозначена доля новых деталей, устанавливаемых на летательный аппарат при его изготовления или при ремонте (взамен забракованных). Наработка этих деталей в момент установки равна нулю.
|
|
|
Цифрой 2 обозначена доля деталей, отработавших один межремонтный ресурс, признанных годными и установленных на летательный аппарат для дальнейшей эксплуатация. Аналогичным образом цифра 3 означает, что детали при втором ремонте имели суммарную наработку и признаны годными к дальнейшей эксплуатации.
Из схемы на рис. 3.1 видно, что на летательном аппарате при его изготовлении устанавливают только новые детали. При первом ремонте на нем будут установлены детали с наработкой  и .При втором ремонте (при ) будут установлены детали с наработками , и и т.д.
и .При втором ремонте (при ) будут установлены детали с наработками , и и т.д.
Отрезки по вертикали, обозначенные цифрой 1, при  равны доле отбраковки при этом ремонте деталей. В ряде случаев, по статистическим данным отбраковки деталей при первых ремонтах летательных аппаратов можно определить расчетным путем такую долю при последующих ремонтах. Это можно сделать тогда, когда заранее известен закон их отбраковки в процессе дефектации. Обычно такие законы устанавливают при выполнении научных исследований.
равны доле отбраковки при этом ремонте деталей. В ряде случаев, по статистическим данным отбраковки деталей при первых ремонтах летательных аппаратов можно определить расчетным путем такую долю при последующих ремонтах. Это можно сделать тогда, когда заранее известен закон их отбраковки в процессе дефектации. Обычно такие законы устанавливают при выполнении научных исследований.
|
|
|
Если отбраковка деталей вызвана постепенным накапливанием эксплуатационной повреждаемости, то эти законы (нормальный, логарифмический нормальный и др.) имеют по два неизвестных параметра. В этом случае, по статистическим данным отбраковки деталей при наработках и , можно приближенно определить количественные значения указанных параметров. Это позволит прогнозировать отбраковку деталей за любую последующую продолжительность эксплуатации авиационной техники, т.е. достаточно объективно решать вышеуказанные задачи авиаремонтного производства.
При наличии полных данных по отбраковке деталей за всю продолжительность эксплуатации рассматриваемого типа летательных аппаратов можно построить гистограмму, представленную на рис. 3.2. Через  здесь обозначено количество отбракованных деталей при наработке из общего числа N таких деталей, установленных на ремонтируемых летательных аппаратах. Через
здесь обозначено количество отбракованных деталей при наработке из общего числа N таких деталей, установленных на ремонтируемых летательных аппаратах. Через  обозначен промежуток наработки между двумя очередными ремонтами. Обычно он равен межремонтному ресурсу
обозначен промежуток наработки между двумя очередными ремонтами. Обычно он равен межремонтному ресурсу  .
.
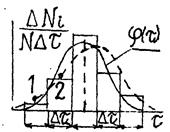
Рис. 3.2.
Для решения ряда практических задач гистограмму заменяют кривой, представленной сплошной линией. Симметричное распределение, представленное на рис. 3.2, обычно соответствует нормальному распределению. Сплошная кривая, обозначенная через  , характеризует плотность распределения. Для нормального закона распределения аналитическое выражение плотности распределения имеет вид
, характеризует плотность распределения. Для нормального закона распределения аналитическое выражение плотности распределения имеет вид
 (1)
(1)
где  - средняя наработка деталей, а
- средняя наработка деталей, а  - среднее квадратическое отклонение. Зная
- среднее квадратическое отклонение. Зная  , можно в каждый момент наработки найти суммарную долю отбраковки деталей. Она характеризуется величиной заштрихованной площади на рис. 3.3. и равна
, можно в каждый момент наработки найти суммарную долю отбраковки деталей. Она характеризуется величиной заштрихованной площади на рис. 3.3. и равна  . Доля отбраковки при
. Доля отбраковки при  -м ремонте, т.е. за наработку
-м ремонте, т.е. за наработку  определяется как разность
определяется как разность  .
.
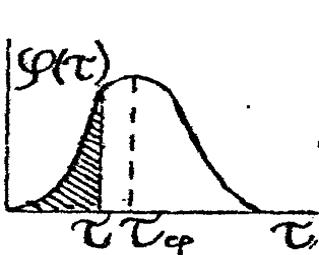
Рис. 3.3.
Идея решения поставленной задачи сводится к приближенному определению двух параметров, входящих в формулу (1). Для этого, на основании дел ремонта при двух наработках, устанавливают доли отбраковки соответствующих деталей. Это позволяет найти две точки закона распределения при наработках и (точки 1 и 2, рис. 3.2.). По этим точкам находят приближенные значения параметров закона распределения. Для нормального распределения это и .
Пусть при первом ремонте (при наработке ) продефектировано  однотипных деталей, работающих в одинаковых условиях,
однотипных деталей, работающих в одинаковых условиях,  из которых забраковано. Если
из которых забраковано. Если  , достаточно велико, то вероятность того, что новая деталь после наработки будет пригодна к дальнейшей эксплуатации может быть приближенно принята равной
, достаточно велико, то вероятность того, что новая деталь после наработки будет пригодна к дальнейшей эксплуатации может быть приближенно принята равной
Из общего количества деталей продефектированных при втором ремонте выберем только те, которые соответствуют заштрихованной части диаграммы на рис. 3.1 в интервале наработки от до . Это те детали, которые ко второму ремонту имели наработку . Такую выборку можно сделать по маркировке деталей, отражающей суммарную наработку с начала эксплуатации каждой из них. Пусть таких деталей было N 2 и из них забраковано  . Тогда, вероятность того, что детали отработавшие по часов будут пригодны к дальнейшей эксплуатации, приближенно может быть принята равной
. Тогда, вероятность того, что детали отработавшие по часов будут пригодны к дальнейшей эксплуатации, приближенно может быть принята равной

Последнее событие, т.е. возможность установки таких деталей на летательный аппарат при втором ремонте, является зависимым от первого события, заключающегося в том, что эти детали при первом ремонте были признаны годными к дальнейшей эксплуатации. Поэтому вероятность того, что новая деталь, установленная на летальный аппарат в момент его изготовления, не будет забракована ни при первом (при ), ни при втором (при )ремонтах, будет равна произведению вероятностей  и
и  :
:

Доли деталей, отбракованных соответственно при наработке и суммарно при и , равны
Для удобства решения практических задач выразим интегральный закон нормального распределения через функцию Лапласа. Для этого представим  в виде
в виде  Так как для нормального закона распределения
Так как для нормального закона распределения  то
то 
В последнем выражении введем новую переменную  .Ее дифференциал равен
.Ее дифференциал равен  . Подставляя новую переменную и меняя пределы интегрирования, получим
. Подставляя новую переменную и меняя пределы интегрирования, получим

Выражение  называется функцией Лапласа. Ее величину в зависимости от переменной U можно определить по таблице (см. в конце раздела) или рассчитать по эмпирической формуле
называется функцией Лапласа. Ее величину в зависимости от переменной U можно определить по таблице (см. в конце раздела) или рассчитать по эмпирической формуле
 (2).
(2).
Знак функции  равен знаку параметра и, т.е. если и- отрицательная величина, то тожеотрицательна.
равен знаку параметра и, т.е. если и- отрицательная величина, то тожеотрицательна.
Итак, выражая  через функцию Лапласа, имеем
через функцию Лапласа, имеем 
Подставляя сюда ранее найденные величины F ( t ) для наработок и  , получим
, получим

Из последних равенств находим численные значения функции Лапласа
По двум найденным значениям  и
и  в таблице (см. в конце раздела) находим численные значения аргументов
в таблице (см. в конце раздела) находим численные значения аргументов  и
и  . Подставляя их в равенство
. Подставляя их в равенство  , получим два уравнения с двумя неизвестными
, получим два уравнения с двумя неизвестными  . Решая их совместно, найдем
. Решая их совместно, найдем

Зная величины и , можно прогнозировать отбраковку деталей при любой наработке  Например, при наработке (при третьем ремонте) доля отбраковки от суммарного их количества, установленного на летательном аппарате (или группе аппаратов) в момент его изготовления, будет равна
Например, при наработке (при третьем ремонте) доля отбраковки от суммарного их количества, установленного на летательном аппарате (или группе аппаратов) в момент его изготовления, будет равна

Каждая из этих деталей имеет в этот момент наработку, равную . Вычислив аргументы  и
и  находим два значения функции Лапласа и их разность, т.е. решаем поставленную задачу, вернее, часть задачи, так как еще будет забракована часть тех деталей, которые отработали к этому моменту по и часов. Они были установлены взамен забракованных, соответственно, при втором и первом ремонтах и имели в момент установки наработку, равную нулю. Долю отбраковки этих деталей определяют по только что изложенной методике.
находим два значения функции Лапласа и их разность, т.е. решаем поставленную задачу, вернее, часть задачи, так как еще будет забракована часть тех деталей, которые отработали к этому моменту по и часов. Они были установлены взамен забракованных, соответственно, при втором и первом ремонтах и имели в момент установки наработку, равную нулю. Долю отбраковки этих деталей определяют по только что изложенной методике.
Точность прогноза отбраковки деталей зависит от точности определения и . Так как эти параметры вычисляют по неполным статистическим данным, то возможны ошибки в их определении и, следовательно, в прогнозе отбраковки деталей.
В качестве примера на рис. 3.2 показано несовпадение первых двух экспериментальных точек (1 и 2) с координатами кривой изменения  . В этом случае расчет по предлагаемой методике даст завышенные значения параметров
. В этом случае расчет по предлагаемой методике даст завышенные значения параметров  и . Расчетная кривая распределения, показанная пунктиром, сдвигается вправо. Расчет на основании неточно определенных параметров и даст, в рассматриваемом случае, как занижение (при третьем ремонте), так и завышение (при пятом ремонте) расчетных данных по отбраковке деталей.
и . Расчетная кривая распределения, показанная пунктиром, сдвигается вправо. Расчет на основании неточно определенных параметров и даст, в рассматриваемом случае, как занижение (при третьем ремонте), так и завышение (при пятом ремонте) расчетных данных по отбраковке деталей.
В связи с изложенным, приведенную методику расчета рекомендуют использовать для прогноза отбраковки деталей только после первого ближайшего периода наработки. В рассматриваемом случае это сведется к прогнозу отбраковки при третьем ремонте летательных аппаратов. Для прогнозирования отбраковки при четвертом ремонте необходимо произвести уточнение параметров распределения по статистическим данным, полученным при первых двух и при третьем ремонтах.
Для уточнения методики расчета рассмотрим пример прогнозирования отбраковки деталей.
На основании изучения дел ремонта летательных аппаратов установлено, что при первом ремонте отходит в брак 4% однотипных деталей, работающих в идентичных условиях механического изнашивания. При втором ремонте 12 летательных аппаратов было продефектировано 720 таких деталей, 85 из которых забраковано. Межремонтный ресурс летательного аппарата  равен гарантийному и не зависит от порядкового номера ремонта. Определить, сколько таких деталей будет забраковано на 15 летательных аппаратах при третьем ремонте.
равен гарантийному и не зависит от порядкового номера ремонта. Определить, сколько таких деталей будет забраковано на 15 летательных аппаратах при третьем ремонте.
Из условия задачи следует, что  . Функция Лапласа (формула 3), соответствующая наработке
. Функция Лапласа (формула 3), соответствующая наработке  , будет равна
, будет равна
В количестве 720 деталей, продефектированных при втором ремонте, входят детали с наработкой  , а также с наработкой
, а также с наработкой  . Те из них, которые в этом момент имели наработку, равную одному межремонтному ресурсу, были установлены при первом ремонте взамен забракованных, их количество равно 0,04 ∙ 720 = 29.
. Те из них, которые в этом момент имели наработку, равную одному межремонтному ресурсу, были установлены при первом ремонте взамен забракованных, их количество равно 0,04 ∙ 720 = 29.
Следовательно, при втором ремонте из 720 деталей 691 имела наработку по  , а 29 деталей - по
, а 29 деталей - по  . Из этих 29 деталей при втором ремонте летательных аппаратов забракована 0,04 ∙ 29
. Из этих 29 деталей при втором ремонте летательных аппаратов забракована 0,04 ∙ 29  1 деталь. А так как при втором ремонте всего было забраковано 85 деталей, то 84 из них имеют наработку .
1 деталь. А так как при втором ремонте всего было забраковано 85 деталей, то 84 из них имеют наработку .
Таким образом, в принятых ранее обозначениях мы имеем  и
и  . Подставляя полученные численные значения в формулу (4), находим
. Подставляя полученные численные значения в формулу (4), находим
 .
.
Для значений  в таблице (см. в конце раздела) определим
в таблице (см. в конце раздела) определим  и
и  . Подставляя эти величины в выражения (5) и (6), а также и определим параметры нормального закона распределения и :
. Подставляя эти величины в выражения (5) и (6), а также и определим параметры нормального закона распределения и :

Доля отбраковки при третьем ремонте только тех деталей, которые были установлены на летательном аппарате в момент его изготовления, определяется равенством (7). Для количественной оценки этой доли вычислим  и определим
и определим  .
.
Подставляя полученные величины в (7), найдем долю отбраковки первоначально установленных на ЛА деталей при третьем его ремонте
 .
.
Полученные данные позволяют ответить на вопрос, поставленный в рассматриваемом примере.
 Рис. 3.4.
Рис. 3.4.
Из условия задачи следует, что на каждом летательном аппарате установлено по 60 исследуемых деталей. Значит на 15 таких аппаратов их будет 900. Динамика изменения состояния этих деталей по наработке показана на рис. 3.4. По оси абсцисс здесь отложена наработка деталей в часах и обозначены три характерных момента их жизнедеятельности: первый ремонт после наработки, равной межремонтному ресурсу  , второй - после отработки
, второй - после отработки  и третий - после
и третий - после  . По оси ординат отложено количество деталей с соответствующей наработкой.
. По оси ординат отложено количество деталей с соответствующей наработкой.
При первом ремонте из 900 деталей на 15 летательных аппаратах было забраковано 0,04 ∙ 900 =36, при наработке  деталей и при
деталей и при  деталей.
деталей.
Из первоначально установленных 900 деталей, после первого ремонта были признаны пригодными к дальнейшей эксплуатации 864 с наработкой , после второго ремонта - 759 с наработкой и после третьего - 540 с наработкой  . Эти числа показаны на диаграмме (рис. 3.4.). О наработке этих деталей можно судить по штриховке, соответствующей аналогичной на рис. 3.1. Отсутствие штриховки означает, что на летательные аппараты установлены новые детали, отрабатывающие первый ресурс. Сплошная штриховка под углом 45° - отрабатывают второй ресурс, пунктирная - третий и т.д.
. Эти числа показаны на диаграмме (рис. 3.4.). О наработке этих деталей можно судить по штриховке, соответствующей аналогичной на рис. 3.1. Отсутствие штриховки означает, что на летательные аппараты установлены новые детали, отрабатывающие первый ресурс. Сплошная штриховка под углом 45° - отрабатывают второй ресурс, пунктирная - третий и т.д.
Установленные при первом ремонте 36 новых деталей ко второму ремонту отработали один межремонтный ресурс. При втором ремонте летательных аппаратов из этого количества будет забракована  деталь. При следующем (третьем) ремонте из этих 36 деталей будут забракованы 0,117 ∙ 36 = 4. Итак, из 36 новых деталей, установленных при первом ремонте, при втором будут признаны годными 35 и при третьем - 31.
деталь. При следующем (третьем) ремонте из этих 36 деталей будут забракованы 0,117 ∙ 36 = 4. Итак, из 36 новых деталей, установленных при первом ремонте, при втором будут признаны годными 35 и при третьем - 31.
Во время второго ремонта на 15 ЛА было установлено 106 новых деталей (рис. 3.4). К третьему ремонту каждая из них отработает один межремонтный ресурс. Поэтому при третьем ремонте из их числа будет забраковано  детали.
детали.
Итак, при третьем ремонте на 15 летательных аппаратах будет забраковано 227 деталей, из которых 219 имели наработку  , 4 -по два межремонтных ресурса и 4 - по одному. На летательные аппараты будут установлены 540 деталей с наработкой , 31 деталь с наработкой , 102 детали с наработкой и 227 деталей новых (или отремонтированных). Из диаграммы видно, что при первом ремонте на этих ЛА было забраковано 36 деталей, а при втором - 106.
, 4 -по два межремонтных ресурса и 4 - по одному. На летательные аппараты будут установлены 540 деталей с наработкой , 31 деталь с наработкой , 102 детали с наработкой и 227 деталей новых (или отремонтированных). Из диаграммы видно, что при первом ремонте на этих ЛА было забраковано 36 деталей, а при втором - 106.
Дата добавления: 2018-11-24; просмотров: 784; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!