ВЛИЯНИЕ ВЛАЖНОСТИ, ТЕМПЕРАТУРЫ И НАПЫЛА ГРАФИТА НА СМАЧИВАНИЕ МЕТАЛЛИЧЕСКИМ РАСПЛАВОМ
ПЕСЧАНО-ГЛИНИСТОЙ ФОРМОВОЧНОЙ СМЕСИ
Объект исследования: смачивание металлическим расплавом поверхности песчано-глинистой формовочной смеси ПГС.
Результаты, полученные лично автором: экспериментально установлено, что напыл графита, влажность формовочной смеси и температуры заливки влияют на смачивание металлическим расплавов поверхности ПГС.
Важнейшей технологической характеристикой литейного сплава является жидкотекучесть, т.е. способность сплава течь, заполнять литейную форму и воспроизводить в отливках рельефный отпечаток ее поверхности.
Жидкотекучесть сплава зависит от многих факторов, в том числе от смачивания поверхности литейной формы металлическим расплавом. Количественной характеристикой смачивания является краевой угол смачивания θ. Если θ > 90° – форма металлофобная, расплав не проникает в поры литейной формы, жидкотекучесть увеличивается. Если θ < 90° – форма металлофильная, расплав фильтруется в поры литейной формы. жидкотекучесть уменьшается.
Нами было исследовано влияние влажности, температуры заливки и напыла графита на смачивание металлическим расплавом песчано-глинистой формовочной смеси.
В качестве расплава использовали – расплав сплава свинца с оловом. Из песчано-глинистой формовочной смеси ПГС изготавливали образцы цилиндрической формы. Образец 1 – сухая ПГС, образец 2 – влажная ПГС, образец 3 – сухая ПГС с напылом графита. Краевой угол смачивания определяется методом «лежащей капли», мера смачивания – значения cos θ. Чем больше значение cos θ, тем лучше расплав смачивает литейную форму.
Полученные экспериментальные данные свидетельствуют:
1. Напыл графита приводит к уменьшению смачивания расплавом материала литейной формы. Можно предположить, что причина этого – уменьшение шероховатости поверхности ПГС, рис.1.
2. Образцы из влажной песчано-глинистой формовочной смеси (влажность – 4%) смачиваются расплавом хуже образцов, изготовленных из сухой ПГС, рис.1. Вероятно, паровая подушка, образующаяся при контакте горячего расплава с материалом формовочной смеси, препятствует проникновению расплава в поры ПГС и растеканию его по поверхности.
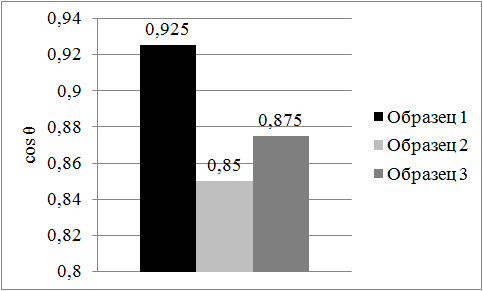
Рис.1. Влияние напыла графита и влажности ПГС на смачивание металлическим расплавом материала литейной формы
3. С понижением температуры расплава смачивание образцов 1 и 3 уменьшается, рис.2. Это связано с увеличением поверхностного натяжения расплава при его охлаждении. Для образца 2 (влажная ПГС) зависимость обратная. С понижением температуры смачиваемость незначительно увеличивается. Вероятно, причина этого – уменьшение интенсивности испарения избытка влаги с поверхностных слоев ПГС с уменьшением температуры.

Рис.2. Влияние температуры на смачивание расплавов образцов сухой (1), влажной (2) и с напылом графита (3) ПГС
Вывод: Смачивание расплавом поверхности ПГС зависит от многих факторов, варьируя которые можно целенаправленно управлять этим процессом.
Материал поступил в редколлегию 26.04.2017
УДК 621.74
В.А. Хохлов
Научный руководитель: доцент кафедры «Машиностроение и материаловедение», к.т.н., О.В. Петраков
devidcoperfild@mail.ru
Дата добавления: 2018-10-27; просмотров: 286; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!