Розробка організаційно-технологічної схеми розподілу праці
Згідно технологічної послідовності обробки сукні, розрахунків потоку, параметрів потоку, вибору кількості робітників складаємо схему розподілу, праці над сукнею, яка виконана у табличній формі.
Розробка організаційно – технологічної схеми розподілу праці
Таблиця 2.2.
| Номер операції | Зміст організаційної операції | Спеціальність | Розряд | Затрати часу | Розцінки | Випуск за зміну од. | Кількість робітників | Обладнання, інструменти, пристрої | |||
| Організаційної | Неподільної | ||||||||||
| Розрахункова | Прийнята | ||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | |
| 1 | 1 | Підібрати деталі крою, запустити в потік | Р | 2 | 90 | Стіл | |||||
| 2 | Перевірити наявність деталей крою, симетрію деталей крою та якість | Р | 2 | 50 | Стіл | ||||||
| 3 | Вести книгу запуску | Р | 2 | 20 | Стіл | ||||||
| 4 | Укомплектувати та відправити в потік | Р | 2 | 50 | Стіл | ||||||
| 6 | Запрасувати виточки | П | 3 | 15 | L'Elit PS25 | ||||||
| 7 | Проклеїти обшивки клейовою прокладкою | П | 4 | 15 | L'Elit PS25 | ||||||
| 9 | Розпрасувати шви зшивання | П | 3 | 15 | L'Elit PS25 | ||||||
| 13 | Зробити надсічку у куті | Р | 2 | 2 | Ножиці | ||||||
|
|
|
| 14 | Вивернути обшивку | Р | 2 | 5 | Стіл | |||||||||||||
|
| Всього: | 262 | 0,9 | 1 | ||||||||||||||
| 2 | 15 | Припрасувати обшивку | П | 3 | 30 | L'Elit PS25 | ||||||||||||
| 25 | Запрасувати шов з’єднання | П | 3 | 20 | L'Elit PS25 | |||||||||||||
| 22 | Запрасувати шви | П | 3 | 30 | L'Elit PS25 | |||||||||||||
| 28 | Запрасувати шов з’єднання | П | 3 | 20 | L'Elit PS25 | |||||||||||||
| 32 | Розпрасувати середній шов | П | 3 | 15 | L'Elit PS25 | |||||||||||||
| 38 | Розпрасувати бічні шви | П | 3 | 15 | L'Elit PS25 | |||||||||||||
| 41 | Розпрасувати бічні шви | П | 3 | 15 | L'Elit PS25 | |||||||||||||
| 46 | Припрасувати стійку | П | 3 | 15 | L'Elit PS25 | |||||||||||||
| 51 | Запрасувати нижні зрізи низу сукні | П | 3 | 40 | L'Elit PS25 | |||||||||||||
| 54 | Зробити кінцеве ВТО виробу | П | 4 | 120 | L'Elit PS25 | |||||||||||||
| Всього: | 320 | 1,1 | 1 | |||||||||||||||
| 3 | 5 | Зшити виточки | М | 3 | 20 | Brother S-7000DD | ||||||||||||
| 10 | Обметати внутрішні зрізи обшивки | С | 3 | 20 | GEMSYGEM 7700-05 | |||||||||||||
| 11 | Обшити застібку обшивками – підбортами | М | 4 | 30 | Brother S-7000DD | |||||||||||||
| 12 | Настрочити шви обшивання обшивки - підбортів | М | 3 | 20 | Brother S-7000DD | |||||||||||||
| 16 | Підігнути та застрочити припуски волану | М | 3 | 160 | Brother S-7000DD | |||||||||||||
| 17 | Зрізати зайвій припуск волану | Р | 2 | 50 | Ножиці | |||||||||||||
| Всього: | 300 | 1,0 | 1 | |||||||||||||||
| 4 | 18 | Підігнути та зробити строчку в строчку | М | 4 | 160 | Brother S-7000DD |
|
|
|
|
| 19 | Пришити волан до центральної частини пілочки | М | 4 | 65 | Brother S-7000DD | ||||||||||||||
| 20 | Пришити бічну частину пілочки до центральної | М | 4 | 65 | Brother S-7000DD | |||||||||||||||
| 21 | Обметати припуски | С | 3 | 30 | GEMSYGEM 7700-05 | |||||||||||||||
| Всього: | 320 | 1,1 | 1 | |||||||||||||||||
| 5 | 8 | Зшити зрізи обшивки та застібки | М | 3 | 30 | Brother S-7000DD | ||||||||||||||
| 23 | Пришити вставку до верхньої частини пілочки | М | 4 | 40 | Brother S-7000DD | |||||||||||||||
| 24 | Обметати шов пришивання | С | 3 | 30 | GEMSYGEM 7700-05 | |||||||||||||||
| 26 | Пришити вставку до нижньої частини пілочки | М | 4 | 40 | Brother S-7000DD | |||||||||||||||
| 27 | Обметати шов пришивання | С | 3 | 30 | GEMSYGEM 7700-05 | |||||||||||||||
| 29 | Обшити стійку | М | 3 | 25 | Brother S-7000DD | |||||||||||||||
| 30 | Вивернути стійку | Р | 2 | 10 | Стіл | |||||||||||||||
| 31 | Зшити середній шов | М | 3 | 25 | Brother S-7000DD | |||||||||||||||
| 33 | Обметати середній шов | С | 3 | 45 | GEMSYGEM 7700-05 | |||||||||||||||
| Всього: | 275 | 0,9 | 1 | |||||||||||||||||
| 6 | 34 | З’єднати вставку верхньої та нижньої частини спинки | М | 4 | 40 | Brother S-7000DD | ||||||||||||||
| 35 | Обметати шви пришивання | С | 3 | 30 | GEMSYGEM 7700-05 | |||||||||||||||
| 36 | Зшити плечові шви | М | 3 | 30 | Brother S-7000DD | |||||||||||||||
| 37 | Обметати плечові шви | С | 3 | 20 | GEMSYGEM 7700-05 | |||||||||||||||
| 39 | Зшити бічні шви | М | 3 | 35 | Brother S-7000DD | |||||||||||||||
| 40 | Обметати бічні шви | С | 3 | 35 | GEMSYGEM 7700-05 | |||||||||||||||
|
| 42 | Вшити нижній зріз стійки до горловини | М | 4 | 20 | Brother S-7000DD | ||||||||||||||
| 43 | Обметати шви вшивання стійки | С | 3 | 20 | Brother S-7000DD | |||||||||||||||
| 44 | Настрочити нижній шов вшивання стійки на ділянці ростка | М | 3 | 20 | Brother S-7000DD | |||||||||||||||
| 45 | Настрочити верхній край підборта | М | 3 | 20 | Brother S-7000DD | |||||||||||||||
| Всього: | 270 | 0,9 | 1 | |||||||||||||||||
| 7 | 47 | Прострочити оздоблюючи строчку по стійці | М | 4 | 20 | Brother S-7000DD | ||||||||||||||
| 48 | Пришити тасьму – блискавку до контрольної точки | М | 4 | 55 | Brother S-7000DD | |||||||||||||||
| 49 | Обшити нижні кути розрізу | М | 3 | 10 | Brother S-7000DD | |||||||||||||||
| 50 | Вивернути розріз | Р | 2 | 7 | Стіл | |||||||||||||||
| 52 | Застрочити низ сукні | М | 3 | 100 | Brother S-7000DD | |||||||||||||||
| 53 | Почистити готовий виріб від виробничого сміття та крейди. Обрізати нитки. | Р | 2 | 80 | Ножиці,стіл | |||||||||||||||
| Всього: | 272 | 0,9 | 1 | |||||||||||||||||
| Всього в цілому: | 2019 | 6,8 | 7 |
| Змн. |
| Арк. |
| № докум. |
| Підпис |
| Дата |
| Арк. |
| 43 |
| Організація виробництва |
Для оцінювання завантаження потоку виконуємо аналіз схеми аналізу праці.
Розраховують коефіцієнт завантаження потоку в цілому:
де К роб.факт. – фактичне число робочих по схемі розподілу праці.
Нормативне значення коефіцієнту завантаження потоку з вільним ритмом праці(ПМС,агрегатні,АГП,ланковий) дорівнює 0,99-1,01.
Якщо К зав. Має відношення, то організаційні операції необхідно перекомплектувати,прирівнюючи К зав. Одиниці та визначити новий(уточнений такт).
Аналіз схеми розподілу праці наочно виявляє структуру потоку,послідовність деталей у потоці, наявність кратних операцій, порядок запуску у потоці, взаємозв’язок між операціями.
Висновок: завантаження потоку = 1.
[Див. розділ Додатки: Додаток 4. Аналіз схеми розподілу праці]
| Змн. |
| Арк. |
| № докум. |
| Підпис |
| Дата |
| Арк. |
| 44 |
| Організація виробництва |
Для розрахунків ТЕП розробляється заведена таблиця робочої сили потоку 2.3.
При її розробці складають дві таблиці(№ 2.3, №2.4).
Заведена таблиця робочої сили потоку Таблиця 2.5
| Вид роботи | Розряд | Затрати часу по неподільним операціям, с | Сума затрат часу, с | Розрахункова кількість робітників, чол.. |
| 1 | 2 | 3 | 4 | 5 |
| М | 3 4 | 20+30+20+160+25+25+35+20+20+ +20+15+10+100 30+160+65+65+40+40+40+20+20+55 | 495 535 | 1,7 1,8 |
| С | 3 | 20+30+30+30+45+30+20+35+20 | 260 | 0,9 |
| Р | 2 | 2+5+50+10+7+90+50+20+50+80 | 364 | 1,2 |
| П | 3 4 | 15+15+30+30+20+20+15+15+15+40 15+15+120 | 215 150 | 1,7 0,5 |
| Всього: | 2019 | 7,8 |
| Змн. |
| Арк. |
| № докум. |
| Підпис |
| Дата |
| Арк. |
| 45 |
| Організація виробництва |
| Розряд | Розрахункова кількість робітників,чол.. | Сумарна кількість роб. по розрахунках | Сума тарифних розрядів | Тарифний коефіцієнт | Сума тарифних коефіцієнтів | |||
| М | С | П | Р | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 2 | 1,2 | 1,2 | 2,4 | 1,0 | 2,4 | |||
| 3 | 1,7 | 0,9 | 1,7 | 4,3 | 12,9 | 1,096 | 14,13 | |
| 4 | 1,8 | 0.5 | 2,3 | 9,2 | 1,212 | 11,15 | ||
| Всього: | ∑ 3.5 | ∑0.9 | ∑2,2 | ∑1,2 | ∑ N 7,8 | ∑24,5 | ∑ 27,68 | |
1. Розраховують працю одного робітника в зміну:


2.Середній тарифний розряд:
2. Середній тарифний коефіцієнт:
3. Кошторис обробки одиниці виробу:

де ДТС1-добова тарифна ставка 1 розряду, коп..
5.Коефіцієнт механізму потоку:

Коефіцієнт використання обладнання:
 , де nm.- кількість обладнання в потоці, яке обчислюється згідно планування потоку.
, де nm.- кількість обладнання в потоці, яке обчислюється згідно планування потоку.
| Змн. |
| Коп |
| № документу |
| Підпис |
| Д ата |
| Арк. |
| 46 |
| КП 5.05160201 «Швейне виробництво» |
| Студент |
| Ільницька Н.Ю. |
| Викладач Викла |
| Кравченко Л.О. |
| Управління якістю |
| Стадія |
| Аркушів |
| 1 |
| ДНЗ «МВПУТД» |
В умовах переходу до ринку успіх кожного товаровиробника оцінюється за рівнем ефективності виробництва обумовленої в першу чергу ступенем задоволення потреб суспільства з найменшими витратами . При цьому в даний час визначальною характеристикою, яка формує суспільні потреби, стає якість продукції. Це пов’язано с тим, що якість продукції в умовах конкуренції є головним стимулом придбання продукції, одним із факторів її конкурентоспроможності. Стан справ в області управління якістю до підприємств України не можна визначити як задовільний. Розвиток експортних відносин показав, що продукція вітчизняних підприємств є неконкурентоспроможною на світовому ринку саме по якості. У цьому зв’язку набуває особливого значення проблема розробки та впровадження дійових методів управління витратами на забезпечення якості продукції.
Якість є найважливішим чинником підвищення рівня життя, економічної, соціальної безпеки. Якість комплексне поняття, що характеризує ефективність усіх сторін діяльності: розробка стратегії, організація виробництва, маркетинг.
Найважливішою складовою усієї системи є якість.
Запорукою підвищення ефективності швейного виробництва є глибоке знання швейних матеріалів та їх властивостей, розробка сучасних конструкцій одягу на підстав і добору режимів обробки матеріалів за їх волокнистим складом, будовою, асортиментом і призначенням. Одним з найважливіших і найвідповідальніших етапів підготовки моделі до запуску у виробництво є проектування методів обробки. Зменшення трудомісткості виготовлення виробу досягнуто за допомогою конструктивних, технологічних та технічних заходів, а також автоматизація процесу.
| Змн. |
| Коп |
| № документу |
| Підпис |
| Д ата |
| Арк. |
| 47 |
| КП 5.05160201 «Швейне виробництво» |
| Студент |
| Ільницька Н.Ю. |
| Викладач Викла |
| Кравченко Л.О. |
| Охорона праці, техніка безпеки, охорона навколишнього середовища |
| Стадія |
| Аркушів |
| 2 |
| ДНЗ «МВПУТД» |
Безпека на підприємстві:
1. Охорона праці – найважливіший і необхідний елемент організації виробництва, який вміщує технічні й санітарно-гігієнічні заходи, що сприяють створенню безпечних умов праці.
2. Виробничі і допоміжні приміщення мають бути обладнані опалювальною і вентиляційною системою. У виробничих приміщеннях температура повинна підтримуватися на рівні 18-22. Робочі та проходи всередині цехів не повинні захаращуватись кроєм, напівфабрикатами або готовими виробами.
3. Підприємство повинно бути забезпечене подачею води: для санітарно-гігієнічних і господарських потреб, для виробничо-технічних потреб відповідно до технічного процесу, а також до потреб пожежної безпеки.
4. У місцях які можуть стати небезпечними для здоров'я людини, встановлюються сигналізація , попереджувальні надписи з яскравими малюнками, що нагадують працюючим про дотримання правил техніки безпеки.
5. Інструктажі – щоб попередити травматизм
6. Вступний інструктаж з питань охорони праці проводиться:
- З усіма робітниками;
- Інструктаж проводить фахівець з охорони праці з використанням сучасних технічних засобів навчання і наочних прикладах;
- Запис про проведення вступного інструктажу реєструється в журналі обліку.
7. Первинний інструктаж на робочому місці перед початком роботі проводиться:
- Із заново прийнятим робітниками;
- Із робітником який виконує нову для себе роботу
- Із слухачем який прибув на виробничу практику.
Інструктаж проводиться індивідуально або з групою осіб однієї професії по програмі.
Повторний інструктаж проводиться на робочому місці з усіма робітниками на роботах з підвищеною небезпекою.
Позаплановий інструктаж проводиться у таких випадках:
- При зміні умов праці;
- Проводиться індивідуально або з групою робітників;
- Обсяг інструктажу залежить від причин і обставин.
Цільовий – проводиться з робітниками при виконанні разових робіт, безпосередньо не за фахом. Усі інструктажі проводить керівник робіт.
| Змн. |
| Арк. |
| № докум. |
| Підпис |
| Дата |
| Арк. |
| 48 |
| Охорона праці, техніка безпеки, охорона навколишнього середовища |
Чинними нормами допускається, що одна людина може підіймати і переносити:
- Жінка – до 7 кг.
- Неповнолітня дівчина – 6,3 кг.
- Юнак – 12,6 кг.
Вимоги до виробничого устаткування:
- На всіх універсальних машинах повинні бути встановлені запобіжники проколу пальця голкою;
- На педалях промислових столів повинні бути закріпленні гумові килимки, стійки промислового столу мати гумові прокладки;
- Швейні машини повинні мати пристрої для надійної фіксації голівки машини у відкритому стані;
- Електропривод до промислового столу прикріплюється гумовими шайбами – вставками;
- Контакти прасок, через які проходить струм, повинні мати спеціальні пристрої.
Висновок
| Змн. |
| Арк. |
| № докум. |
| Підпис |
| Дата |
| Арк. |
| 49 |
| Висновок |
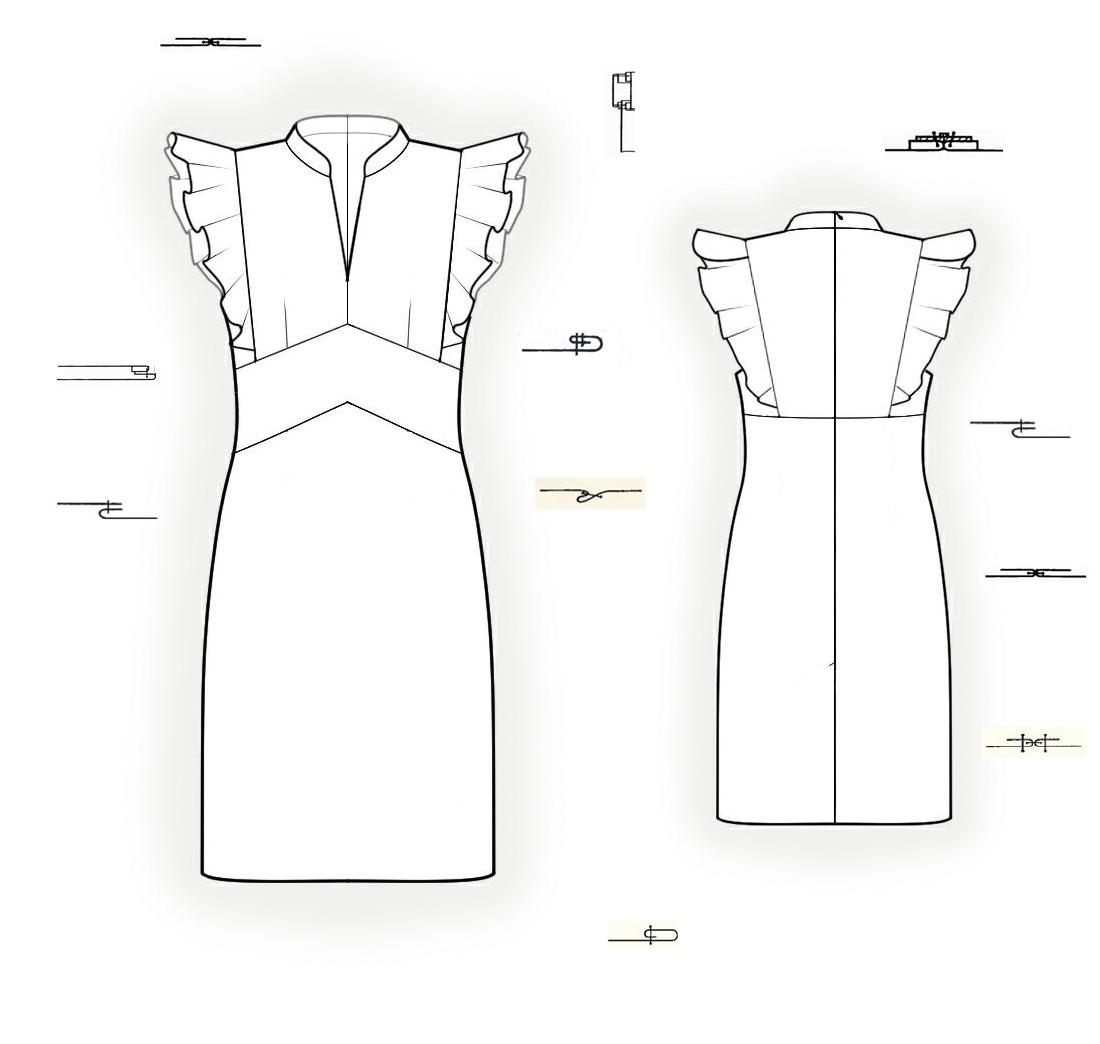
Обрана мною модель відповідає сучасному напрямку моди. Рівень якості моделі визначається відповідністю, що пред’являються споживачем та промисловим вимогам.
Модель сукні з легкої тканини, яка чудово підійде для прогулянок та відпочинку, жінкам від 16 до 35 років. Відповідно до призначення моделі, обрані: основна тканина, дублюючі матеріали, нитки, фурнітура, які у готовому обсязі відповідають гігієнічним, експлуатаційним, естетичним вимогам. Обрані режими обробки матеріалів які відповідають якісним характеристикам тканини та дублюючого матеріалу.
Застосування швейних машин, які за одну операцію зшивають та обметують край виробу.
На основі обраних методів обробки були складені технологічна послідовність. Вважаю, що завдання проекту виконане. Для виготовлення сукні було обрані найбільш доцільні у сучасних вимогах швейні машини та обладнання волого-теплової обробки. Обрані методи обробки забезпечують високу продуктивність та якість ниткових з’єднань, надійність при експлуатації одягу.
Для виконання курсового проекту під час технологічної практики були зібрані необхідні матеріали і проведений досконалий аналіз об’єкту організації. Використання нового більш швидкого та автоматизованого обладнання, нових досконалих методів обробки, урахування досвіду роботи передових підприємств швейної галузі надали можливість покращити кінцеві результати проведеної роботи.
| Змн. |
| Арк. |
| № докум. |
| Підпис |
| Дата |
| Арк. |
| 50 |
| Література |
1. Першина Л.Ф., Петрова С.В. “Технология швейного производства” - М.; Легпромбытиздат. 2001. – 296 с.
2.Кокеткин П.П. Справочник. "Промышленная технология одежды". - М.; Легпромбытиздат. 2008. -203 с.
3.Борецька Є.Я., Малюга П.М. “Технологія виготовлення легкого жіночого та дитячого одягу". - К.; Вища школа. 2002. - 355 с.
4.Справочник по швейному оборудованию (И.С. Зак, В.В. Белкин, Е.Н. Воронин) - М.; Лег. индустрия. 2004. – 246 с.
6. Баженов В.И. "Материалы для швейних изделий". - М.; 2005. – 155 с.
7. Кузьмін В.І. “Охорона праці та протипожежна безпека". Легком. 2008. – 305 с.
8. Сушан А. Т. “Інженерне проектування швейних виробів“ Начальний посібник.- 2-ге вид. К.: Арыстей, 2008. – 172 с.
9.Винокурова Л. Е., Васильчук М В., Гаман М. В. «Основи охорони праці: Підруч. Для проф.. – техн.. навч. Закладів. – 2 – ге вид., допов., перероб. – К.: Вікторія, 2001. – 192 с.
Батраченко Н.В. Технологія виготовлення жіночого одягу. – К.: Вікторія, 2000. -512 с.
1. Білоусова Г.Г..Методи обробки швейних виробів. – К.: МВЦ “ Медінформ”,2007. – 292 с.
2. В.В Ісаев Швейні машини (1986) ст. 184
3. Енциклопедія швейного виробництва. – К.: “Самміт – книга ”, 2010. – 968 с
4. Першина Л.Ф. Технология швейного производства – М.: Легпромбіт издат,1991. – 416 с.
5. Сушан А.Т. Інженерне проектування швейних виробів. – К.: Арістей, 2008. -172 с.
6. Методичні вказівки до написання дипломного проекту з дисципліни «Проектування потоків швейного виробництва».
7. Лазур К.Р. Швейне матеріалознавство. Підручник Вид 2-ге – Львів Світ. 2004-240 с.
Інтернет джерела
1. http://www.bestreferat.ru/referat-206014.html
2. http://ogorod.net/referats/6751/42269
3.
| Змн. |
| Арк. |
| № докум. |
| Підпис |
| Дата |
| Арк. |
| 51 |
| Л ітература |
4. http://the-dress.ru/istoriya-platya/
5. https://www.livemaster.ru/topic/690931-plate-futlyar-i-ego-istoriya
6. http://ladyzest.com/plate-futlyar-klassika-i-sovremennost/
7. http://xreferat.com/76/3261-1-tehnologiya-izgotovleniya-zhenskogo-plat-ya.html
8. http://fb.ru/article/280021/chto-takoe-platelnaya-tkan-opisanie-sostav-osobennosti-shitya
9. http://izvolokna.ru/materialy/tkani/strejch-kotton-chto-eto.htmll
10. http://yavmode.ru/plate-futlyar-2017-klassika-roskoshi-i-65-novyx-variantov
11. http://izvolokna.ru/materialy/tkani/strejch-kotton-chto-eto.html
12. https://portnishka.tv/46/
13. http://www.velles.com.ua/promyshlennye-shvejnye-mashiny
14. http://angeli.net.ua/promyshlennaya_shveynaya_mashina_siruba_l818d-m1.html
15. http://ukrsewing.com/promyshlennoe-oborudovanie/gemsy-gem-757f.html
16. http://prosew.com.ua/index.php?productID=581
17. http://www.studfiles.ru/preview/5009680/
18. http://life-prog.ru/1_367_armirovannie-shveynie-nitki.html
19. http://shveymarket.com/item
Міністерство освіти і науки України
Департамент освіти і науки Миколаївської обласної державної адміністрації
ДНЗ «Миколаївське вище професійне училище технологій та дизайну»
Додатки
Учениця Ільницька Н.Ю.
Керівник Галюк О.М.
м. Миколаїв
| Змн. |
| Арк. |
| № докум. |
| Підпис |
| Дата |
| Арк. |
| 53 |
| Додатки |
Стор.
Додаток 1. Модель ……………………………………………... 54
Додаток 2. Конфекційна карта………………………………… 55
Додаток 3. Методи обробки……………………………………. 56
Додаток 4. Аналіз схеми розподілу праці……………………... 57
| Змн. |
| Арк. |
| № докум. |
| Підпис |
| Дата |
| Арк. |
| 54 |
| Додатки |
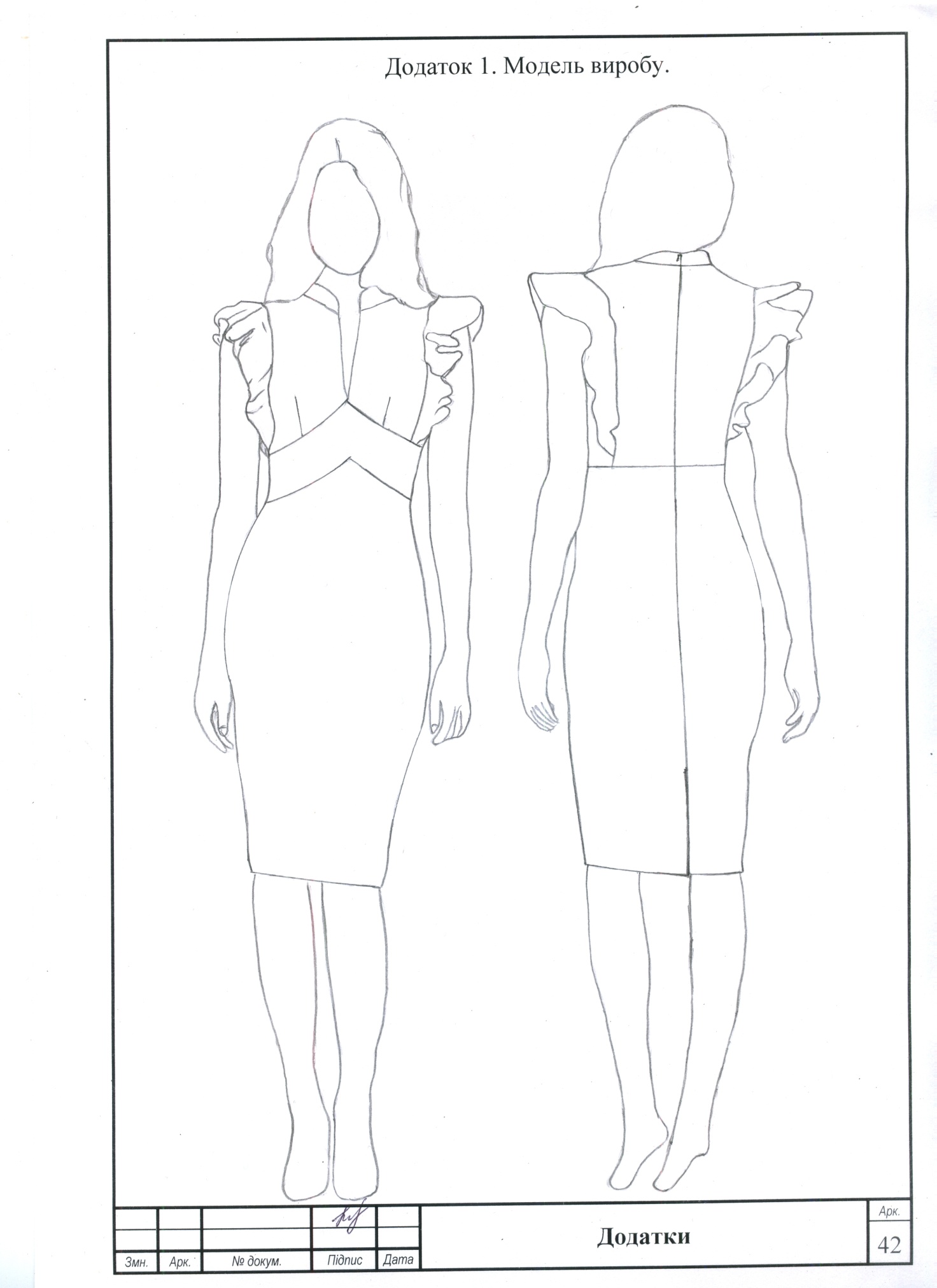
Додаток 2. Конфекційна карта.
Основна тканина Застібка тасьма-блискавка
Клейовий матеріал
| Змн. |
| Арк. |
| № докум. |
| Підпис |
| Дата |
| Арк. |
| 55 |
| Додатки |
Нитки
| Змн. |
| Арк. |
| № докум. |
| Підпис |
| Дата |
| Арк. |
| 56 |
| Додатки |
| 275 |
| 1 робітник - |
| 6 М/С |
| 7 М/Р |
| 272 |
| 270 |
| 262 |
| 5 М/С |
| 4 М/С |
| 3 М/С |
| 2 П |
| 1 П/Р |
| 300 |
| 320 |
| min 259 , 56(c) |
 288,4(с) 288,4(с)
|
| max 331 ,66(с) |
| Змн. |
| Арк. |
| № докум. |
| Підпис |
| Дата |
| Арк. |
| 57 |
| Додатки |
РЕЦЕНЗІЯ
на курсовий проект
Учениці Ільницької Наталі Юріївни, гр.405-406
На тему
Проектування потоку з виготовлення виробу.
Розробка технологічної послідовності по виготовленню (виробу) сукні.
1. Оцінка структури та повноти розділів
__________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
2. Характеристики повноти підбору та використання літературно-інформаційних джерел (кількість та різноманітність, правильність оформлення згідно ГОСТ)
_________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
3. Оцінка оформлення ПЗ та графічних конструкторських документів (правильність оформлення згідно з нормативною документацією)
______________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
4. Інші зауваження та побажання
____________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
Рецензент ______________________________
Дата надання рецензії ____________________
Дата добавления: 2018-09-20; просмотров: 209; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!