Коррекция радиуса и положения инструмента при прямоугольном формообразовании.
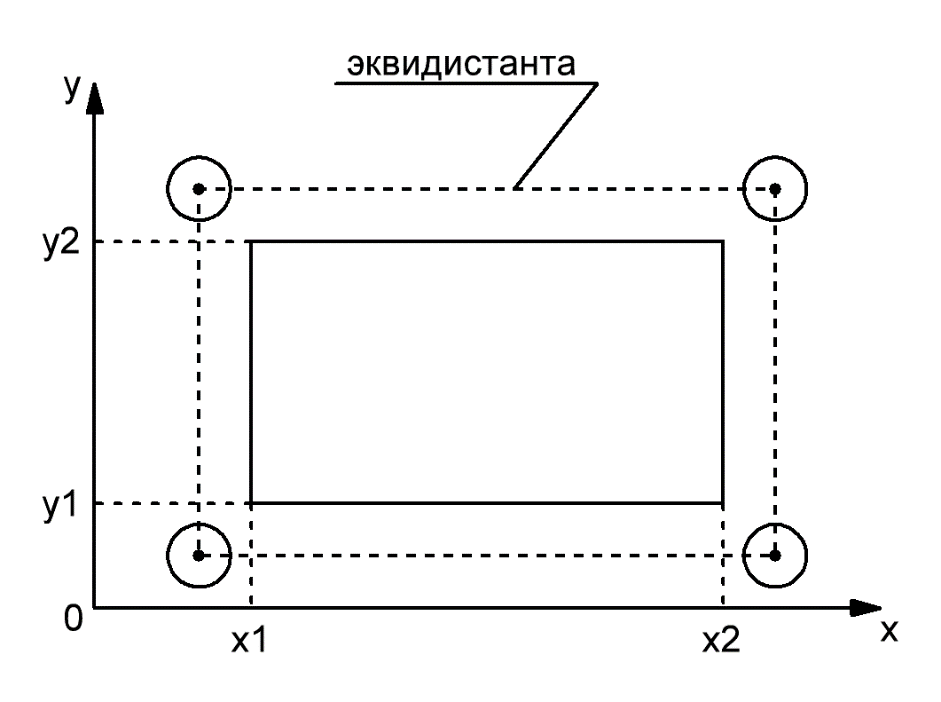 При ручной подготовке управляющей программы необходимо выполнять пересчет координат с учетом диаметра и длины инструмента. для этого в системах ЧПУ предусматривается программирование эквидистанты, под которой понимается совокупность координат точек центра инструмента при обходе контура. Для автоматического учета эквидистанты используются функции G43 (положительная) и G44 (отрицательная). Операторы G43 и G44 записываются перед каждой координатой, для которой требуется коррекция. G43 - координата инструмента > коорд. контура, G44 - коорд. инструмента < коорд. контура.
При ручной подготовке управляющей программы необходимо выполнять пересчет координат с учетом диаметра и длины инструмента. для этого в системах ЧПУ предусматривается программирование эквидистанты, под которой понимается совокупность координат точек центра инструмента при обходе контура. Для автоматического учета эквидистанты используются функции G43 (положительная) и G44 (отрицательная). Операторы G43 и G44 записываются перед каждой координатой, для которой требуется коррекция. G43 - координата инструмента > коорд. контура, G44 - коорд. инструмента < коорд. контура.
Отмена коррекции происходит по функции G40 (для всех координат).
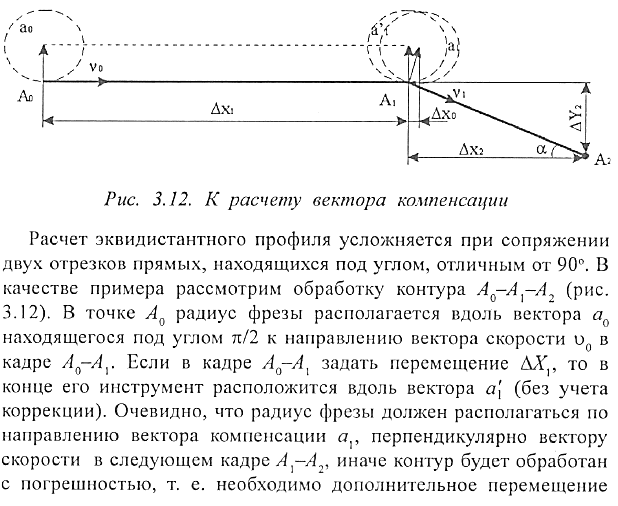
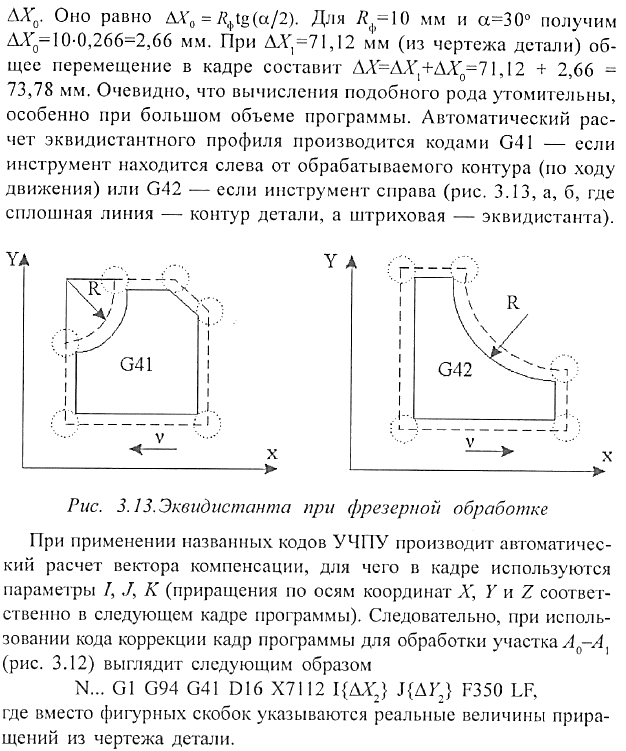
Коррекция инструмента при непрямоугольном формообразовании.
Повышение языкового уровня управляющих программ. Пример.
Стандартный язык ISO-7bit не позволяет в полной мере описать требуемые режимы и геометрию деталей в связи м чем в системах ЧПУ помимо стандартных ф-ций могут применяться макроопределения готовых форм и стандартных циклов, подпрограмм пользователя, а также автоматизированная диалоговая подготовка управляющих программ.
Стандартный цикл устанавливает строго определённую посл-ность движений, параметры которых даны в тексте управляющей программы.
Фиксация некоторых пар-ов может быть выполнена разработчиком СУ либо станкостроителем при стыковке СУ с объектом. В некоторых случаях стандартные циклы могут трактоваться как подпрограммы, постоянно хранимые в устр-ве ЧПУ.
|
|
|
Некоторые стандартные циклы:
Готовые формы явл.принадлежностью матем. Обеспечения спец. Системой ЧПУ. Заранее готовой формы сост. Лишь в привязке к контуру детали, а её вызов может быть осуществлён путём обращения к подпрограмме по G-функции, либо указанием спец. выделенной клавишей.
Пример формы:
При многократном выполнении определённых действий часть упр. Программы может быть вынесена в виде подпрограммы.
Вызов подпрограммы осуществляется командой L с указанием 5-тиразрядного кода. 3 старших разряда указывают номер подпрограммы, а младшие 2 разряда – число повторений подпрограммы. В подпрограммах целесообразно использование относительной системы отсчёта, не привязываясь к базовой системе координат станка. Использование абсолютной системы отсчёта требует внесение корректировок в систему координат станка.
Макроязык пользователя расп. след возможностями:
1)манипуляции с с пар-рами, организация условных и безусловных переходов
2)Доступ к входным цифровым регистрам СУ с послед. Обработкой воспринимаемых сигналов.
3)Формирование любых пользовательских сообщений на экране дисплея.
Дата добавления: 2018-08-06; просмотров: 438; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!