Вивчення конструкції і методики розрахунку механізму
Кантування кувального крана.
2.1 Призначення крана і операції, які він виконує
Кувальні крани мостового типу застосуються в кувально-пресових цехах металургійних і машинобудівних заводів.
Крани виконують два види операцій:
1 Технологічні і спеціалізовані підйомно-транспортні операції, які виконуються механізмами головного і допоміжного підйомів при підвішуваному на гаці механізму головного підйому кантувателі:
- захват заготовки або заготовки з патроном біля виходу з нагрівальної печі і подача її на стіл преса, а після кування – транспортування заготовки на склад;
- з'єднання заготовки з патроном;
- піддержування, кантування і переміщення заготовки вздовж бойків преса у процесі кування.
2 Підйомно-транспортні операції, які виконуються за допомогою механізмів головного та допоміжного підйому при знятому кантувателі, – монтаж, демонтаж і ремонт обладнання цеху; установка пристроїв для кування; прибирання цеху.
Способи кування заготовок
Механізм кантування, конструкція і кінематична схема якого приведені в літературі [2,5,6,7] і в лекційному курсі «Спеціальні підйомно-транспортні машини», здійснює кантування, тобто поворот заготівки навколо її поздовжньої осі в процесі кування.
Розглянемо два найбільш поширених засоби кування:
1) кування без патрона;
2) кування з патроном.
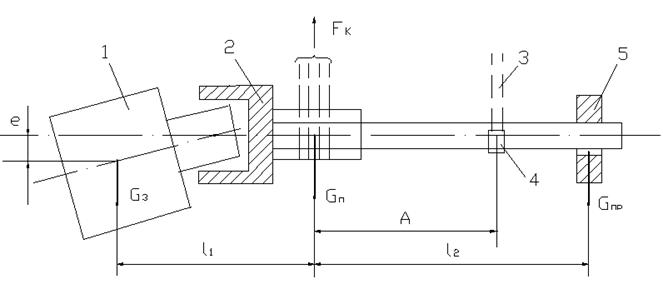
Кування без патрона (рис.2.1) виконується для випадку довгої заготовки 2, яка піддержується ланцюгом 3 кантує і гаком 5 допоміжного підйому. Гак 5 з'єднується або з противагою 4 (в процесі кування), або з хомутом (при транспортуванні заготовки).
Для розрахунку механізму кантування приймається випадок, коли необхідно проковувати, більше половини довжини заготовки. При цьому ланцюг кантувателя розташовується правіше центра ваги заготовки (див. рис. 2.1), а заготовка врівноважується противагою 4. У такому положенні заготовка подається до бойків 1 преса і встановлюється з невеликим зазором δ між нижнім бойком і заготовкою.
Для заготовки масою Gз, зусилля Fк, яке діє на кантуватель і сприймається ланцюгом, і необхідна вага противаги визначаються за формулами:
 , (2.1)
, (2.1)
 , (2.2)
, (2.2)
де а – розмір, який визначається технологією кування заготовки, мм;
А – відстань між осями головного і допоміжного візка крана, м.
При виборі заготовки і призначенні розміру «а» повинна бути виконана умова
 , (2.3)
, (2.3)
де Gн – номінальна вантажопідйомність крана, кН;
Gк – вага кантувателя, кН.
Кантування заготовки виконується в підвішеному стані при наявності зазору δ. У такому положенні відбувається кування. При цьому під дією верхнього бойка преса ось заготовки зміщується униз на величину:
 (2.4)
(2.4)
де S – хід верхнього бойка, мм.
Внаслідок деформації пружин амортизатора кантувателя на величину ∆у зміщується також пластинчастий ланцюг 3 (рис.2.1).
При підніманні верхнього бойка, заготовка трохи піднімається, утворюючи знову зазор між нею і нижнім бойком, після чого виконується її кантування.
При значній величині ∆у, яка визначається звичайно значенням початкового зазора δ, перевантаження крана може перевищувати його номінальну вантажопідйомність більш, ніж на 15%. У такому випадку спрацьовує роз гальмуючий пристрій механізму головного підйому, і кантуватель з ланцюгом знижується, зменшуючи значення δ. Якщо виявиться, що δ стане рівним нулю, то кранівник разом з оператором преса повинні встановити зменшений розмір δ.
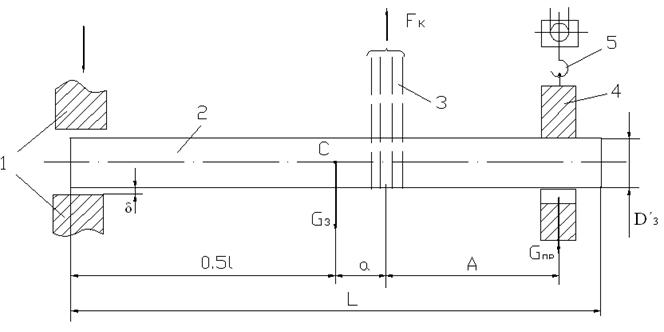
Рисунок 2.1 – Схема розташування ланцюга і противаги на заготовці у процесі кування
а)
б)
Рисунок 2.2 – Взаємне положення заготовки, патрона, ланцюга і противаги при транспортуванні заготовки /а/ і при її куванні /б/
Кування з патроном (рис.2.2) виконується при короткій заготовці 1, на закатану цапфу якої нагвинчується головка патрона 2. При транспортуванні заготовки (рис.2.2,а) зрівноваження системи заготовка - патрон робиться за допомогою противаги 5, плечі якого 12 може перевищувати розмір А. При цьому внаслідок зазорів у місці з'єднання заготовки з патроном, а також внаслідок деформації цапфи заготовка перекошується відносно патрона. За допомогою зварного ланцюга 3, який навішується на гак допоміжного підйому і зв'язується з ланцюгом хомута 4, виконується транспортування патрона (без заготовки).
Зробимо припущення, що напрямки зусилля ваги патрона Gп і зусилля Fк у ланцюгу кантувателя збігаються. Тоді для випадку транспортування заготовки (рис.2.2,б) знаходимо:
 , (2.5)
, (2.5)
 . (2.6)
. (2.6)
На практиці, для підвищення продуктивності процесу кування коротких заготовок, після операції обтиснення, тобто після підйому верхнього бойка, кантування заготовки здійснюють без відриву її від нижнього бойка. За розрахунковий приймається випадок, коли заготовка повністю обпирається на нижній бойок, тобто зусилля від ваги заготовки Gз знаходиться в межах опорної поверхні нижнього бойка, а вага патрона повністю сприймається ланцюгом кантувателя (рис.2.2,б). Кування здійснюється без противаги, між хомутом 4 і штангою патрона 2 є зазор.
Вибір ланцюга кантувателя
На кантувателях застосовують шарнірно-пластинчасті ланцюги по
ГОСТ 1050-74
Ланцюг виконує дві функції:
1 Піддержує заготовку або заготовку з патроном і противагою.
2 Здійснює кантування заготовки.
Ланцюг вибирається за розривним зусиллям
 , (2.7)
, (2.7)
де  – максимальне зусилля в одній гілці ланцюга, кН;
– максимальне зусилля в одній гілці ланцюга, кН;
К – коефіцієнт запасу міцності, який приймається рівним 5.
Спочатку ланцюг підбирається для випадку, коли обидві гілки ланцюга кантувателя паралельні між собою.
Тоді
 , (2.8)
, (2.8)
де  – максимальне навантаження на кантуватель, кН.
– максимальне навантаження на кантуватель, кН.
Будемо вважати, що при обох засобах кування повністю використовується номінальна вантажопідйомність крана.
Тоді приймаємо
 , (2.9)
, (2.9)
де Qн – номінальна вантажопідйомність крана, т;
mк – маса кантувателя, т.
Після вибору типорозміру ланцюга визначається діаметр зірочки механізму кантування
 , (2.10)
, (2.10)
де t – крок вибраного ланцюга за каталогом, мм;
z – кількість зубів зірочки, рекомендується z = 8.
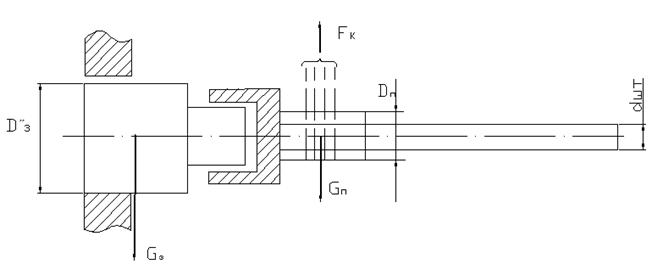
При відомих діаметрах довгої заготовки  , (рис.2.1) і гранчастої частини патрона Dп (рис.2.2), а також за умовою, що
, (рис.2.1) і гранчастої частини патрона Dп (рис.2.2), а також за умовою, що
 і
і  ,
, 
зусилля  буде дорівнювати (рис.2.3)
буде дорівнювати (рис.2.3)
 , (2.11)
, (2.11)
 , (2.12)
, (2.12)
де α – кут відхилення гілок ланцюга від вертикалі, град;
D0 – діаметр деталі, яка охоплюється ланцюгом (  , або
, або  ), м;
), м;
ηл – ККД ланцюгової передачі;
Н – відстань між осями зірочки і заготовки (патрона), м.
При новому значенні  перевіряється фактичний коефіцієнт запасу міцності ланцюга
перевіряється фактичний коефіцієнт запасу міцності ланцюга
 , (2.13)
, (2.13)
де  – каталожне значення розривного зусилля ланцюга, кН.
– каталожне значення розривного зусилля ланцюга, кН.
Дата добавления: 2018-08-06; просмотров: 188; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!