Основные факторы процесса каталитического крекинга
Факторы, влияющие на процессы гидрообрагораживания нефтяных фракций
Типовая установка гидроочистки Л-24/7 предназначена удаления сернистых соединений из прямогонных дизельных фракций, выкипающих в пределах 180-350 oС с содержанием серы до 2,4 % мас., смесей прямогонных дизельных фракций с дизельными фракциями вторичных происхождений в отношении не более, чем 1:1 с содержанием серы до 1,5 % мас..
Возможен вариант удаления сернистых соединений из керосиновых фракций с содержанием серы до 1,0 % <один поток>.
На установке предусмотрена возможность одновременной переработки двух видов сырья. При этом все места соприкосновения блоков должны быть отглушены заглушками согласно" Журналу учета, постановки заглушек".
Цель гидроочистки – улучшение качества продукта или фракции за счет удаления нежелательных примесей, таких, как сера, азот, кислород, смолистые соединения, непредельные углеводороды.
Удаление примесей из нефтепродуктов происходит в результате взаимодействия сернистых соединений с водородом в присутствии катализатора гидроочистки. При гидроочистке происходит частичная деструкция в основном сероорганических и частично кислородных и азотистых соединений. Продукты разложения насыщаются водородом с образованием сероводорода, воды, аммиака и предельных или ароматических углеводородов.
Кроме реакций взаимодействия сернистых, азотистых и кислородных соединений в процессе гидроочистки протекают также реакции гидрокрекинга, насыщения олефинов, дегидрирования нафтеновых углеводородов, циклизации парафиновых углеводородов в нафтеновые (в области повышенных температур), гидрирования ароматических углеводородов при низких температурах и высоких давлениях.
|
|
|
Замена внутренних контактных устройств (S-образные тарелки) в верхней части колонн-стабилизаторов К-1, К-2 на массообменную регулярную насадку АВР позволила :
- за счет более четкой ректификации увеличить отбор гидроочищенного дизельного топлива;
- получить бензин-отгон с КК не более 180 оС;
- вовлекать бензин-отгон в сырье риформингов.
Катализаторы гидроочистки
Алюмокобальтмолибденовый катализатор НКЮ-232 (ТУ-2177-005-43919676-01)
Предназначен для использования в процессах глубокой гидроочистки дизельных фракций нефтяного происхождения. Катализатор разработан для процессов получения дизельного топлива с содержанием серы менее 0,05 % масс.
Катализатор представляет собой оксиды молибдена и кобальта равномерно распределенные на носителе – γ Al2O3. Внешний вид – цилиндрические гранулы или трилистник синего цвета.
Катализатор НК-232 стабильно работает на смеси, содержащей до 20 % газойлей вторичного происхождения. Он отличается повышенным содержанием гидрирующих металлов, что позволяет вовлекать в переработку сырье с высоким содержанием серы и непредельных соединений.
|
|
|
Катализатор ГКД-202 представляет собой алюмоникельмолибденовую матрицу в сочетании с цеолитом в кобальтовой форме. Это гранулы серо-зеленого цвета. Он не горюч, не дымит на воздухе и токсическими свойствами не обладает.
Катализатор ГКД –202 предназначен для использования в процессах гидроочистки дизельных фракций, имеет допуск к гидроочистке реактивного топлива.
К преимуществам данных катализаторов относится - низкая начальная температура процесса.
В верхней части реакторов Р-2, 4 вместо фарфоровых шаров используется в качестве верхнего удерживающего и распределительного слоя, катализатор защитного слоя НКЮ-500 (ТУ-38.601-13-080-97), сформированный в виде колец Рашига. Применение данного катализатора увеличивает межрегенерационный цикл и общий срок службы основного катализатора гидроочистки и улучшает распределение газосырьевой смеси по сечению реактора.
Технологическая схема установки включает два одинаковых самостоятельных потока, позволяющих производить очистку одновременно двух различных видов сырья. Описание технологической схемы приводится для одного потока с указанием в скобках индексов аппаратов и номеров позиций КИП второго потока
|
|
|

Основные факторы процесса каталитического крекинга
Факторами процесса каталитического крекинга называются параметры технологического режима, которые определяют выход и качество получаемых продуктов, экономические показатели производства и его экологическую характеристику. Пределы их значений зафиксированы в технологическом регламенте установки. В процессе ее эксплуатации эти параметры поддерживаются на постоянном уровне при условии неизменного состава сырья и катализатора.
Основными факторами процесса являются: физикохимические свойства сырья, температура в реакторе, кратность циркуляции катализатора, давление в рабочей зоне реактора, время контакта сырья с катализатором, расход водяного пара в реактор, рециркуляция газойля.
При соответствующих значениях факторов процесса каталитического крекинга достигается определенная глубина превращения сырья. В технической литературе понятие глубина превращения или глубина крекинга часто заменяется термином конверсия. Под глубиной превращения или конверсией обычно понимают суммарный выход газа, бензина и кокса, выраженный в процентах. Следует сказать, что эта величина является, в известной мере, условной, т.к. не учитывает химические реакции, ведущие к образованию легкого каталитического газойля. Кроме того, тяжелый каталитический газойль, пределы выкипания которого совпадают с таковыми для сырья, считается "условно непревращенной" его частью. В действительности, пройдя через реакционную зону, тяжелый газойль становится качественно иным, однако количественно определить эти изменения невозможно. Поэтому глубиной превращения или конверсией можно пользоваться как сравнительным показателем, характеризующим протекание процесса при различных условиях.
|
|
|
Конверсия выше 80% мас. считается высокой, в пределах 67-77 – средней и менее 67 – низкой. Максимальный выход бензина обычно достигается при конверсии 75-79% мас.
С конверсией связано такое понятие, как жесткость технологического режима процесса. Жесткий режим – это повышенные температура в реакторе, кратность циркуляции катализатора, обеспечивающие высокое значение конверсии и, как следствие, увеличение выхода кокса и максимальное октановое число бензина.
Показатели качества сырья и их влияние на результаты каталитического крекинга были рассмотрены в предыдущей главе. Здесь мы остановимся на других факторах процесса, в основном, с точки зрения получения главного продукта – бензина.
Температура в реакторе. В процессе каталитического крекинга основные химические реакции протекают с поглощением теплоты и по этой причине температура продуктов крекинга снижается по мере их продвижения от зоны контакта сырья с катализатором до выхода из реактора. Перепад температуры по высоте реактора может достигать 30-40°С. Ее значения контролируются в нескольких точках, расположенных по высоте и сечению реактора. В рабочем режиме установки она изменяется в пределах 490-530°С. За температуру в реакторе обычно принимают температуру продуктов реакции на выходе из него при входе в циклоны. Она зависит от расходов вводимых в реактор сырья и катализатора, их температуры, активности катализатора, глубины превращения, количества подаваемого водяного пара, степени распыления сырья и его физико-химических свойств. Температура в реакторе, наряду с кратностью циркуляции и температурой регенерированного катализатора, относится к основным параметрам, которые можно изменять в процессе работы установки. При эксплуатации установки активность и селективность катализатора снижаются. Поэтому, а также из-за его потерь через циклоны реактора и регенератора, в систему циркуляции вводят свежий или равновесный катализатор. Для сохранения выхода бензина и его октанового числа требуется постоянная, желательно равномерная, подпитка катализатора и повышение температуры в реакторе. Эти операции приводят к возрастанию скорости первичных (расщепление тяжелых углеводородов сырья при их контакте с катализатором) и вторичных (превращение углеводородов, образовавшихся в результате первичных реакций) химических реакций, что способствует росту конверсии сырья, изменению выхода и состава получаемых продуктов. В среднем, повышение температуры в реакторе на 10°С приводит к увеличению конверсии на 12-13%. С ее ростом до 530°С (рис.3.11) увеличивается выход бензина (н.к.-195°С) и его октановое число по исследовательскому методу.
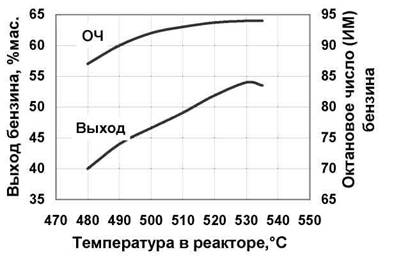
Рисунок 3.11 – Зависимость выхода бензина и его октанового числа (ИМ) от температуры в реакторе
При температуре выше 530°С количество образующегося бензина уменьшается, так как начинают разлагаться углеводороды, входящие в его состав. Это явление называют перекрекингом. Он приводит к образованию избыточных количеств газа и кокса. Необходимо подчеркнуть, что на рис.2.4 дан пример изменения выхода бензина в зависимости от температуры для определенного сырья и катализатора. При других составе сырья и катализаторе численные значения выхода и октанового числа бензина будут другими, но влияние температуры (ход кривых) останется аналогичным.
Максимальный выход бензина достигается при температурах 520-530°С и, при прочих равных условиях, определяется физико-химическими свойствами сырья и активностью катализатора. С увеличением температуры в реакторе октановое число бензина возрастает за счет повышения в нем содержания олефиновых и ароматических углеводородов. Однако при значениях выше 530°С рост октанового числа бензина прекращается, повидимому, вследствие устанавливающегося равновесия между изомерами углеводородов, входящих в его состав.
Кроме того, с повышением температуры в реакторе растет выход сухого газа, пропанпропиленовой, бутанбутиленовой фракций и кокса. При этом содержание пропилена и бутилена в соответствующих фракциях также увеличивается. Рост выхода газообразных продуктов и повышение в них содержания непредельных углеводородов является результатом протекания вторичных реакций, т.к. первичные реакции крекинга приводят к образованию нафтеновых и парафиновых углеводородов изостроения, имеющих третичный атом углерода.
Повышенный выход газообразных углеводородов (С1-С4) вызывает рост давления в реакторе, ухудшает условия работы холодильниковконденсаторов главной фракционирующей колонны, компрессора и абсорберов очистки сухого газа.
С увеличением температуры в реакторе ускоряется отщепление боковых цепей у би- и полициклических ароматических углеводородов (реакции деалкилирования). Это способствует образованию ароматических углеводородов с короткими боковыми цепями, обладающими по сравнению с алканами, более высокой плотностью и пониженным цетановым числом. Они концентрируются в легком и тяжелом газойле (кубовом продукте ректификационной колонны). При работе установки температура в реакторе задается такой, при которой обеспечивается заданный выход бензина и его октановое число, а ее постоянство регулируется автоматически расходом регенерированного катализатора, поступающего в реактор с температурой 650-750°С.
Таким образом, температура в реакторе является главнейшим параметром процесса, который, при данном сырье, катализаторе и производительности определяет оптимальный выход бензина с заданным октановым числом. Остальные параметры процесса такие, как кратность катализатор/сырье, температура катализатора и сырья (200-250°С), расход водяного пара и т.п., должны иметь значения, при которых возможно установить требуемую температуру в реакторе.
Назначение процесса.
Как известно, недостатком крекинга является образование кокса, что обусловливает значительное уменьшение выхода крекинг- бензина. Для устранения коксообразования при крекинге необходим ввод водорода, восполняющего убыль из-за разложения легких продуктов, богатых водородом. Поэтому логическим продолжением обычного крекинга является крекинг в присутствии водорода. Промышленные процессы такого типа именуются гидрогенизационными.
Гидрогенизация есть совокупность реакций присоединения водорода, протекающих под влиянием катализаторов в соответствующих условиях. Процессы гидрогенизации при нормальном давлении не нашли применения в нефтяной промышленности, так как они требуют очень «нежных» катализаторов (легко отравляемых сернистыми и другими вредными соединениями, всегда присутствующими в нефтепродуктах). При высокой температуре повышенное давление водорода не только предохраняет ароматические углеводороды от конденсации, но также способствует разложению нежелательных высококонденсированных ароматических углеводородов.
Гидрогенизационные процессы, применяемые в нефтяной промышленности, протекают в присутствии катализаторов при 250— 430 °С, 30—320 ат, объемной скорости 0,5—10 ч-1 и циркуляции водородсодержащего газа 360—600 м3/м 3 сырья. При этом происходит разложение высокомолекулярных соединений, в том числе содержащих серу и азот, с образованием сероводорода и аммиака. Сероводород может образоваться также в результате реакций некоторых более простых сернистых соединений с водородом, содержащимся в циркулирующем газе.
Катализаторы, применяемые при гидрогенизации, выполняют в основном две функции:
гидрирующую (реакции с сернистыми, кислородными и азотистыми соединениями)
расщепляющую (крекирующую).
В зависимости от свойств катализатора, от режима, качества сырья и целевого продукта гидрогенизационные процессы значительно отличаются друг от друга. Эти процессы можно применять для синтеза ряда продуктов, например аммиака и метилового спирта. С ними связано, производство твердых жиров из жидких, а также получение более качественных продуктов из угольных и сланцевых смол.
В нефтеперерабатывающей промышленности применением гидрогенизационных процессов решена важная проблема переработки сернистых и высокосернистых нефтей с получением высококачественных нефтепродуктов и серы или серной кислоты. Направление и выбор конкретного процесса, как и подбор технологии, зависят от цели, которую ставят производственники. Основной целью гидрирования (или гидроочистки) обычно является улучшение качества продукта без значительного изменения его углеводородного состава. В других случаях требуется получать продукты с измененным углеводородным составом, и тогда приходится осуществлять процессы деструктивной гидрогенизации и гидрокрекинга.
В исследование гидрогенизационных процессов большой вклад внесли Н. Д. Зелинский, А. Е. Фаворский, С. В. Лебедев, С. А. Фокин, В. Н. Ипатьев, И. Д. Тиличеев, Д. И. Орочко, М. С. Немцов и В. П. Молдавский.
Большое значение имеет проблема обеспечения гидрогенизационных установок водородом. Расход водорода зависит от условий процесса и состава перерабатываемого сырья. Чем выше давление и содержание серы в сырье, тем больше расход водорода. Так, при увеличении давления в три раза расход водорода возрастает в 3,2—3,3 раза. Расход водорода тем выше, чем большую роль в процессе играет крекирующая функция катализатора. Меньше всего водорода расходуется при гидроочистке дистиллятов, т. е. в процессах, где преобладает гидрирующая функция катализатора. При переработке фракций из одной и той же нефти расход водорода увеличивается по мере увеличения молекулярного веса фракции. Следует отметить, что специально получаемый водород значительно дороже водорода, получаемого при каталитическом риформинге.
Основные параметры процессов.
К основным параметрам гидрогенизационных процессов, как и других каталитических процессов, описанных ранее, относятся температура, давление, объемная скорость подачи сырья, количество циркулирующего водородсодержащего газа и содержание в нем водорода.
Температура. С повышением температуры жесткость процесса возрастает, что приводит к снижению содержания серы, азота, кислорода и металлов в продуктах гидрогенизации. По мере повышения температуры расход водорода увеличивается, а затем может несколько снизиться, так как могут начаться реакции дегидрирования. Однако до этого момента расход водорода возрастает весьма быстро при увеличении температуры. Поэтому рекомендуется поддерживать температуру процесса возможно более низкой, естественно, если это не отражается на качестве получаемых продуктов. При этом надо стремиться еще и к тому, чтобы свести к минимуму скорость отравления катализатора. При гидроочистке температуру поддерживают в пределах 260—415 °С. Если температура выше, например 400—455 °С, преобладающими становятся реакции гидрокрекинга.
Давление в гидрогенизационных процессах следует рассматривать комплексно — учитывать общее давление в системе и парциальное давление водорода в циркулирующем газе. С повышением парциального давления водорода увеличивается скорость гидрирования и достигается более полное удаление серы, азота, кислорода и металлов, а также насыщение непредельных углеводородов; на катализаторах, вызывающих деструкцию (гидрокрекинг), снижается содержание ароматических углеводородов и асфальтенов и уменьшается закоксованность катализаторов, что увеличивает срок их службы. Целесообразно также поддерживать содержание водорода в циркулирующем газе на максимально возможном уровне. Влияние парциального давления водорода на процесс гидроочистки показано на рисунке (см.ниже) Процесс гидроочистки лучше вести при повышенном парциальном давлении водорода — в циркулирующем газе должно быть 75—90 объемн.% Н2 (во всяком случае, не менее 60 объемн,%).
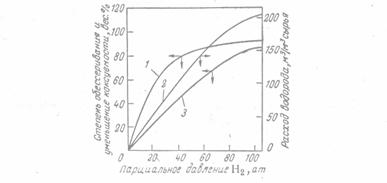
Рис. Влияние парциального давления водорода на степень гидрирования сернистых соединений в тяжелом циркулирующем крекинг-газойля:
1-степень обессеривания;
2-расход водорода;
3-снижение коксуемости.
Если ресурсы водорода недостаточны, чтобы поддерживать данный режим, парциальное давление водорода приходится снижать, а для уменьшения расхода водорода — повышать температуру. Последнее обеспечивает усиление дегидрогенизации нафтеновых углеводородов. Однако значительное повышение температуры усиливает реакции гидрокрекинга, что нежелательно, так как это уменьшает выход целевых продуктов и сокращает срок службы катализатора. Снижение давления в реакторах гидроочистки с 40—50 до 28—30 ат позволило сократить расход водорода на установке на 30% без ухудшения качества очистки. Межрегенерационныйный период работы катализатора составил восемь месяцев. В дальнейшем были разработаны условия процесса с меньшим потреблением водорода. Они благоприятствуют наилучшему дегидрированию нафтеновых углеводородов, способствуя в то же время частичной гидрогенизации сернистых и смолистых соединений.
Объемная скорость подачи сырья может сильно влиять на результаты гидрогенизации. Повышение скорости ведет к снижению интенсивности реакций, вследствие этого снижаются расход водорода и коксообразование. Чем легче продукт, подвергаемый гидрированию, тем более высокую объемную скорость можно поддерживать в процессе. Обычно объемную скорость поддерживают на уровне 0,5—7 ч-1. При переработке продуктов, полученных из вторичных процессов, объемную скорость приходится снижать по сравнению со скоростью переработки продуктов такого же фракционного состава, но полученных при первичной переработке нефти. Так, при переработке фракции 240—350 °С первичной переработки сернистой нефти типа Ромашкинской объемную скорость можно поддерживать на уровне 4 ч-1, а при переработке такой же фракции и из той же нефти, но полученной на установках вторичной переработки (термического и каталитического крекинга), объемную скорость приходится снижать до 2—1,5 ч-1. Важное значение имеет и содержание серы в перерабатываемом сырье: чем оно выше, тем ниже должна быть объемная скорость, так как скорость гидрирования органических сернистых соединений выше, чем для других соединений (за исключением кислородсодержащих). Выбор объемной скорости в значительной степени зависит от природы и фракционного состава сырья, а также от технологии его получения (первичная перегонка или вторичные процессы). При переработке того или иного сырья необходимо выдерживать объемные скорости, соответствующие данному сырью. Если на установку направляется новый вид сырья, приходится менять объемную скорость; при этом меняется производительность установки и другие параметры технологического режима. Если новое сырье, по сравнению с ранее перерабатываемым, позволяет повысить объемную скорость, производительность установки будет повышаться. При неизменных температурах, объемной скорости и общем давлении соотношение циркулирующего водородсодержащего газа и сырья влияет на долю испаряющегося сырья, парциальное давление водорода и продолжительность контакта с катализатором.
Скорость реакции. Хотя скорости реакций гидрогенизации различных нефтепродуктов изучены недостаточно, некоторые закономерности все же выявлены. Как правило, кислородсодержащие соединения гидрируются легче, чем сернистые с такими же углеводородными радикалами, а эти, в свою очередь, легче, чем соответствующие азотсодержащие соединения. На активных катализаторах, если в сырье нет катализаторных ядов, обеспечивается гидрирование непредельных углеводородов. Скорость гидрирования зависит не только от режима, но и от фазового состояния, активности и структуры катализатора.
Температура влияет не только на скорость реакций, протекающих на поверхности катализатора, но и на диффузию (особенно в гетерофазных системах) к активным центрам внутри катализатора. Вследствие увеличения летучести углеводородов при повышении температуры уменьшается количество жидкой фазы, что ведет к увеличению скорости диффузии. Повышение температуры в целях увеличения скорости реакции может привести к нежелательным реакциям, что значительно снижает выход целевых продуктов в результате образования большого количества газа и кокса.
Химические основы процесса.
При различных гидрогенизационных процессах протекает большое число реакций. Как правило, с повышением температуры усиливаются реакции гидрокрекинга, т. е. реакции, при которых происходит разрыв связей С—С, например деалкилирование, разрыв колец, разрыв цепей. Если парциальное давление водорода недостаточно высоко, одновременно происходит также разрыв связей С—Н, сопровождающийся выделением Н2 и образованием олефинов и ароматических углеводородов. В реакциях гидрирования непредельные углеводороды, образующиеся в результате расщепления крупных молекул, присоединяют водород и превращаются в предельные углеводороды. В первую очередь гидрированию подвергаются диены. Олефины играют наибольшую роль в процессе, они легко гидрируются в присутствии катализаторов даже при обычной температуре. Однако большинство катализаторов, содержащих металлы, отравляется серой, поэтому на промышленных установках гидрирования олефинового сырья, содержащего сернистые соединения, применяют окислы или сульфиды молибдена, вольфрама или хрома, иногда в сочетании с окислами или сульфидами металлов VIII группы. Такие окисносульфидные катализаторы обладают высокой активностью при сравнительно умеренных температурах и повышенных давлениях.
Ненасыщенные, особенно циклоолефиновые, соединения насыщаются значительно легче, чем ароматические. Правда, в отсутствие катализаторных ядов никель и платина способны гидрировать ароматические углеводороды при комнатной температуре. Реакции гидрокрекинга очень сложны — наряду с расщеплением и гидрированием протекают изомеризация, разрыв и перегруппировка циклов, алкилирование, гидродеалкилирование и т. д. Исследования показали, что механизм гидрокрекинга сходен с механизмом каталитического крекинга, но усложнен реакциями гидрирования. Быстрое гидрирование олефиновых углеводородов, образующихся при крекинге, предотвращает образование кокса на катализаторе и обеспечивает поддержание крекирующей активности катализатора. Это, а также сравнительно высокое парциальное давление водорода в системе обусловливает быстрое протекание крекинга при более низких температурах, чем при обычном каталитическом крекинге, и обеспечивает более длительную работу катализатора без регенерации.
Гидрокрекинг парафинов с низким молекулярным весом при гидрировании нефтяных фракций нежелателен, так как он приводит к образованию легких углеводородов, вплоть до метана. При переработке высококипящих фракций и нефтяных остатков гидрокрекинг парафинов желателен, так как в результате 'образуются парафины, по температуре кипения соответствующие светлым нефтепродуктам. Такие реакции протекают под давлением и в присутствии окисных или сульфидных катализаторов. Скорость этих процессов лишь немногим больше скорости термического крекинга.
Гидрокрекинг олефинов протекает значительно легче, чем гидрокрекинг парафинов. Однако можно предполагать, что гидрокрекинг углеводородов обоих классов протекает с образованием одних и тех же промежуточных продуктов. Нафтены расщепляются на углеводороды С3—С4, причем шестичленные нафтены в значительной степени изомеризуются в пятичленные; у некоторых, например у метилциклопентана, происходит раскрытие цикла без расщепления. Гидрокрекинг полициклических нафтенов, например декалина, протекает легче, чем гидрокрекинг соответствующих нормальных парафинов (C 10H22); при этом получается относительно больше парафинов изостроения и моноциклических пятичленных нафтенов.
Для производства высококачественного бензина наиболее важной реакцией при обычном гидрокрекинге является частичное гидрирование полициклических ароматических структур с последующим разрывом насыщенных колец и образованием замещенных моноциклических ароматических углеводородов. Боковые цепи, появляющиеся в результате такого разрыва, легко отщепляются. Моноциклические ароматические углеводороды наряду с изопарафинами обусловливают высокие октановые числа бензина, и поэтому при гидрокрекинге желательно сохранить их непревращенными; в этом случае уменьшается и расход водорода.
При гидрокрекинге полициклических ароматических углеводородов образуются более легкие ароматические, нафтеновые и парафиновые углеводороды с большим содержанием парафиновых углеводородов изостроения (гидроизомеризация). В присутствии катализаторов, обладающих кислотными свойствами, гидроизомеризация протекает одновременно с другими реакциями гидрирования. При температурах выше 350 °С равновесие реакции смещается в сторону образования парафинов нормального строения, а не изопарафинов. Для нафтеновых углеводородов наблюдается обратное Влияние температуры. Гидроизомеризация при гидрокрекинге парафинов имеет большое значение, если ставится цель получать моторные топлива.
Органические соединения серы в условиях гидрогенизационных процессов превращаются в соответствующие углеводороды и сероводород; реакция может проходить через образование промежуточных сернистых соединений. Меркаптаны, сульфиды и дисульфиды легко гидрируются в сравнительно мягких условиях. В циклических сероорганических соединениях под воздействием водорода происходит насыщение с последующим разрывом кольца и образованием соответствующего парафинового или алкилароматического углеводорода. В качестве примера приведем две схемы преобразования более сложных сероорганических соединений — бензтиофенов и дибензтиофенов: 
По мере роста молекулярного веса фракций полнота удаления азотсодержащих соединений уменьшается. На полноту удаления влияет также состав катализатора и носитель. При гидрокрекинге в присутствии дисульфида вольфрама на алюмосиликатном носителе наличие азотистых соединений в сырье частично подавляет реакции изомеризации вследствие образования аммиака и аминов. В промышленных процессах гидроочистки котельных и дизельных топлив и смазочных масел желательно достигнуть полного удаления азотсодержащих соединений основного характера, которые, как давно известно, являются причиной плохой стабильности нефтепродуктов — ухудшения цвета и образования нерастворимых осадков при хранении. Кислородсодержащие органические соединения обычно легко вступают в реакции гидрирования с образованием соответствующих углеводородов и воды.
В сложных смолистых и асфальтеновых веществах нефти и нефтяных остатков содержится много кислорода и поэтому превращение их в углеводородные продукты протекает значительно труднее. Из кислородсодержащих соединений наибольшее значение имеют смолы и асфальтены, которые при гидрогенизации превращаются в более низкомолекулярные углеводороды и воду. Кроме этих соединений в разном сырье могут присутствовать фенолы и нафтеновые кислоты, при гидрогенизации которых образуются соответствующие углеводороды и вода.
Промежуточные продукты крекинга нефти, содержащие высокоактивные молекулы, взаимодействуют с кислородом, образуя перекиси и другие промежуточные продукты окисления. Эти кислородные соединения обычно легко разрушаются при гидрировании. Часто все три рассмотренных выше типа соединений присутствуют одновременно, а иногда все три гетероатома находятся в одной и той же молекуле. Такие молекулы содержатся в высококипящих фракциях и остаточных продуктах переработки нефти и угля. Они обычно содержат мало водорода и, кроме того, иногда связаны с металлами, присутствующими в нефтях.
Наряду с никелем в нефтях могут присутствовать другие металлы— железо, медь, алюминий, титан, ванадий, молибден и др. В нефтях и нефтепродуктах содержатся также и некоторые другие элементы, попавшие в них извне (при добыче нефти и ее переработке). Металлоорганические соединения разлагаются в присутствии активных катализаторов с выделением свободного металла, являющегося катализаторным ядом; он адсорбируется на поверхности катализатора, что снижает активность и избирательность катализатора. Ванадий в процессе гидроочистки удаляется относительно легко, никель же удаляется несколько труднее. Высказывается предположение, что атомы ванадия концентрируются в наружных порах катализатора, а атомы никеля — во внутренних. В присутствии обычных катализаторов в условиях, при которых происходит частичное превращение сернистых соединений, достигается практически полное превращение олефинов и кислородсодержащих соединений.
Разновидности гидрогенизационных процессов.
Гидрогенизационные процессы в нефтеперерабатывающей промышленности применяются во все возрастающем объеме. Широкое развитие их обусловлено в основном повышением требований к качеству вырабатываемых нефтепродуктов и значительным объемом сернистых и высокосернистых нефтей, поступающих на переработку. Гидрогенизационные процессы имеют несколько разновидностей.
Деструктивная гидрогенизация — одно- или многоступенчатый каталитический процесс присоединения водорода под давлением, сопровождающийся расщеплением высокомолекулярных компонентов сырья и образованием низкомолекулярных углеводородов, используемых в качестве моторных топлив. В качестве сырья можно использовать бурые и каменные угли, остатки от перегонки коксовых, генераторных и первичных дегтей; остаточные продукты переработки нефти (мазут, гудрон, крекинг-остатки), а также тяжелые дистилляты первичной перегонки нефти (350—500 °С) и вторичных процессов (газойли крекингов и коксования); высокосернистую нефть и нефть с высоким содержанием асфальто-смолистых веществ.
Гидрокрекинг — одно- или двухступенчатый каталитический процесс (на неподвижном или движущемся слое), сопровождающийся расщеплением высокомолекулярных компонентов сырья и образованием углеводородов, позволяющих в зависимости от условий процесса и сырья получать широкую гамму продуктов: от сжиженных газов до масел и нефтяных остатков с низким содержанием серы. В качестве сырья можно использовать бензины (для получения сжиженного газа); керосино-соляровые фракции и вакуумные дистилляты (для получения бензина, реактивного и дизельного топлив); остаточные продукты переработки нефти (для получения бензина и реактивного и дизельного топлива); гачи и парафины (для получения высокоиндексных масел); высокосернистые нефти, сернистые и высокосернистые мазуты (для получения дистиллятных продуктов или топочного мазута с низким содержанием серы).Недеструктивная гидрогенизация. Это одноступенчатый каталитический процесс, которому могут подвергаться все виды дистиллятного сырья. В результате они, не подвергаясь расщеплению, улучшают свои свойства: в основном освобождаются от непредельных углеводородов. В некоторых случаях так можно получить высококачественные продукты, например изооктан из диизобутилена. Кроме облагораживания нефтяных и других углеводородных фракций, недеструктивная гидрогенизация позволяет осуществлять ряд синтезов: с ее помощью получают синтетический бензин. Эта же реакция позволяет синтезировать также твердый парафин, церезин и метанол.
Гидроочистка— одноступенчатый процесс, проходящий в наиболее мягких, по сравнению с гидрокрекингом и деструктивной гидрогенизацией, условиях. Процесс протекает при 380—430 °С, 30—66 ат, циркуляции водородсодержащего газа 100—600 м3/м3 сырья и объемной скорости 3—10ч-1 с применением катализатора (обычно алюмокобальтмолибденовый или алюмоникельмолибденовый). Гидроочистке (или гидрооблагораживанию) может подвергаться различное сырье, получаемое как при первичной перегонке нефти, так и при термокаталитических процессах, от газа до масел и парафина. Наибольшее применение гидроочистка имеет для обессеривания сырья каталитического риформинга, а также для получения реактивного и малосернистого дизельного топлива из сернистых и высокосернистых нефтей. При гидроочистке происходит частичная деструкция в основном сероорганических и частично кислородных и азотистых соединений. Продукты разложения насыщаются водородом с образованием сероводорода, воды, аммиака и предельных или ароматических углеводородов.

Гидродеалкилирование — процесс, проводимый в среде водорода при 20—70 ат и 540—760 °С (при более низких температурах необходим катализатор). Сущность его заключается в превращении алкилароматических углеводородов в соответствующие моноароматические со степенью превращения 60—90% (за один проход). Гидродеалкилированию могут подвергаться индивидуальные соединения (как толуол, ксилолы) и смеси различного состава. Наибольшее применение гидродеалкилирование нашло при получении ароматических углеводородов, в первую очередь бензола
Дата добавления: 2018-08-06; просмотров: 996; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!