Общепринятые обозначения полуавтоматической сварки
MAG – сварка в среде активного газа
MIG – сварка в среде инертного газа
Механизированная сварка в углекислом газе
Механизированная сварка в углекислом газе (СО2) является основной и наиболее распространенной технологией сварки плавлением на предприятиях машиностроительной отрасли. Она является экономичной, обеспечивает достаточно высокое качество сварных швов, особенно при сварке низкоуглеродистых сталей, возможна в различных пространственных положениях, требует более низкой квалификации сварщика, чем ручная дуговая сварка.

Рис.6 Полуавтоматическая сварка, схема процесса
Защитный газ, выходя из сопла, вытесняет воздух из зоны сварки. Сварочная проволока подается вниз роликами, которые вращаются двигателем подающего механизма. Подвод сварочного тока к проволоке осуществляется через скользящий контакт.
Учитывая, что защитный газ активный и может вступать во взаимодействие с расплавленным металлом, полуавтоматическая сварка в углекислом газе имеет ряд особенностей.
Особенности сварки в среде углекислого газа.
Углекислый газ является активным газом. При высоких температурах происходит диссоциация (разложение) его с образованием свободного кислорода:
2СО2 -- 2СО + О2
Молекулярный кислород под действием высокой температуря сварочной дуги диссоциирует на атомарный по формуле:
О2 -- 2О
Атомарный кислород, являясь очень активным, вступает в реакцию с железом и примесями, находящимися в стали, по следующим уравнениям:
|
|
|
Fe + O =FeO,
C + O =CO,
Mn + O =MnO,
Si + 2O = SiО2.
Чтобы подавит реакцию окисления углерода и железа при сварке в углекислом газе, в сварочную ванну вводят раскислители (марганец и кремний), которые тормозят реакции окисления и восстанавливают оксиды по уровням:
FeO + Mn = MnO + Fe,
2FeO + Si = SiО2 + 2Fe и т.д.
Образующиеся оксиды кремния и марганца переходят в окисную пленку.
Исходя из этого при сварке в углекислом газе малоуглеродистых и низкоуглеродистых сталей необходимо применять кремний-марганцовистые проволоки, а для сварки легированных сталей – специальные проволоки.
В соответстии с ГОСТ 2.312-72 обозначение сварных швов следующее:
ГОСТ 14771-76-Т1-УП-  6-
6-  -
- 
Выбор и расчет режимов сварки
Для сварки низкоуглеродистой стали Ст3пс при помощи механизированной сварки в СО2 используют следующие режимы:
· сила сварочного тока;
· напряжение дуги;
· полярность;
· диаметр сварочной проволоки;
· марка сварочной проволоки;
· скорость подачи сварочной проволоки;
· состав защитного газа;
· расход СО2;
· вылет электродной проволоки.
|
|
|
Режим сварки выбираем в зависимости от толщины сварочного материала, типа соединения, положения шва в пространстве.
Сварку выполняем на постоянном токе обратной полярности (улучшается устойчивость горения дуги, формирование шва, меньше разбрызгивания металла электродной проволоки).
Сварку следует выполнять более короткой дугой.
Для сварки стали Ст3пс применяем омедненную сварочную проволоку марки Св-08Г2С по ГОСТ 2246-70 с повышенным содержание марганца и кремния. Химический состав проволоки Св-08Г2С и ее расшифровка:
Св – сварочная;
0.8 – содержание углерода 0,05 – 0,11%;
Г2 – содержание марганца 1,8 – 2,1%;
С – содержание кремния 0,70 – 0,95%;
S – содержание серы менее > 0,025%;
P – содержание фосфора менее > 0.030%.
Обозначение сварных швов в соответствии с ГОСТ2.312-72 приведено на рисунке 7.
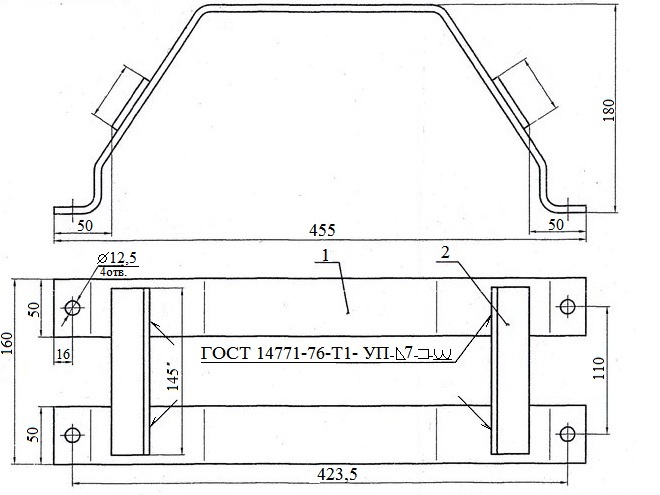
Рис.7
Для предотвращения сварочных деформаций будем использовать сварочное приспособление. Сборку узла осуществляем в следующем порядке:
1.Уложить на упоры приспособления детали позиции 2 две штуки, выдерживая размер 50мм.
2.Установить в приспособление две детали позиции 1, зажать каждую деталь в трех точках пневмозажимами.
3. Выполнить прихватку двух деталей позиции 2 к двум деталям позиции 1 в восьми точках длинной 20мм и высотой 5мм.
|
|
|
Прихватки должны выполняться теми же сварщиками, которые будут сваривать эти конструкции.
Сварку прихваток производим на следующих режимах:
Таблица 6.
| Толщина св. металла, мм | Полярность | Положение сварки | Марка св. проволоки |  св. проволоки, мм св. проволоки, мм
| Сила св. тока Iсв, А | Напряжение дуги Uд, В | Скорость сварки Vсв, м/ч | Расход СО2 Q, л/мин | Длина прих-ваток, мм | Ширина прихваток, мм |
| 6,0 | обратная | нижнее | Св-08Г2С | 1,6 | 230-260 | 28-30 | 26-28 | 16-18 | 20 | 5 |
Затем поверхность прихваток следует очистить от шлака и загрязнений, а также проверить на наличие дефектов, которые в случае обнаружения удаляются абразивным инструментом.
Сварку выполняем на режимах, приведённых в таблице 7.
Таблица 7.
| Толщина св. металла, мм | Полярность | Положение сварки | Число слоев | Марка св. проволоки | св. проволоки, мм
| Сила св. тока Iсв, А | Напряжение дуги Uд, В | Скорость сварки Vсв, м/ч | Расход СО2 Q, л/мин | Вылет св. проволоки | Катет шва, |
| 6,0 | обратная | нижнее | 1 | Св-08Г2С | 1,6 | 230-260 | 28-30 | 26-28 | 16-18 | 15-20 | 7 |
Дата добавления: 2018-08-06; просмотров: 2194; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!