Технические условия, ГОСТы на материалы заготовок, сборку и сварку изделия
Таблица 1. Химический состав низкоуглеродистой стали Ст3пс по ГОСТ 380-94 «Сталь углеродистая обыкновенного качества».
| С | Mn | Si | S | P |
| 0.14-0.22 | 0.40-0.65 | 0.05-0.15 | Не более 0.050 | Не более 0.040 |
Таблица 2. Механические свойства при Т=20oС материала Ст3пс по ГОСТ 535-2005 «Прокат сортовой и фасонный из стали углеродистой обыкновенного качества».
| Сортамент | Предел текучести,  т, т,
| Временное сопротивление, в
| Относительное удлинение, 
|
| МПа | МПа | % | |
| Сталь горячекатан. | 245 | 370-480 | 26 |
Выбираем листовой металл для изготовления заготовок по ГОСТ 19903-74 «Прокат листовой горячекатаный. Сортамент ».
Конструктивные элементы разделки кромок и сварного шва (Рис.2) берутся по ГОСТ 14771-76 «Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры».
Т1 – условное обозначение сварного соединения.
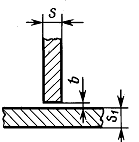
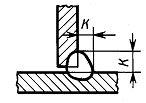
Рис. 2
Обоснование выбора материала
Сталь марки Ст3пс по содержанию углерода относится к низкоуглеродистым сталям. Особенности сварки плавлением углеродистых сталей обусловлены, главным образом, степенью раскисления и количеством находящегося в них углерода. Не полностью раскисленные кипящие стали, имеющие участки с повышенным содержанием серы и фосфора, чувствительны к образованию горячих трещин в металле шва и зоне термического влияния. Склонность этих сталей к старению способна вызывать при сварочном нагреве выпадение нитридов и карбидов железа в зоне термического влияния, что значительно снижает пластичность и вязкость сварного соединения. В связи с этим кипящие стали в сварных конструкциях стараются не использовать, в основном применяют полуспокойные и спокойные стали.
|
|
|
Находящийся в сталях углерод в количестве более 0,22-0,25% оказывает заметное негативное влияние на склонность сталей к образованию горячих и холодных трещин. Снижение стойкости против образования горячих трещин связано в основном с тем, что углерод усиливает вредное действие серы на деформационные характеристики металла, а снижение стойкости против образования холодных трещин — с повышением чувствительности сталей к появлению при сварке хрупких закалочных структур. С увеличением концентрации углерода эта чувствительность резко возрастает. Вбольшинстве случаев горячие трещины образуются в металле шва, холодные - в зоне термического влияния.
Низкоуглеродистые полуспокойные и спокойные стали относят к классу сталей, механизированной сварки. Наиболее широко применяют стали марок СтЗпс, СтЗсп, 10 и 20 с содержанием углерода до 0,22-0,24%.
|
|
|
Сварка этих сталей обеспечивает получение качественных, равноценных основному металлу сварных соединений в широком диапазоне режимов и условий сварки. Вместе с тем следует отметить, что металл зоны термического влияния в определенных обстоятельствах может претерпевать заметные изменения, связанные прежде всего с ростом зерна на участке перегрева, нагреваемом до температуры выше 1200°С, что приводит к потере вязкости стали на 15-20%. При сварке полуспокойных сталей возможна интенсификация процессов старения на участке, нагреваемом до температуры 200-400°С. Подобные структурные изменения могут наблюдаться при сварке многослойных швов на чрезмерно большой силе тока (погонной энергии) вследствие длительного пребывания металла в области указанных температур.
При сварке низкоуглеродистых сталей, содержащих углерод близко к верхнему пределу, возможно некоторое увеличение прочностных и снижение пластических характеристик металла, а также образование горячих трещин в металле шва, например, при сварке угловых швов и выполнении корневых проходов на толстолистовой стали. Это связано с более высокими в данном случае скоростями охлаждения металла при сварке и низким коэффициентом формы проплавления.
|
|
|
Сварка стали Ст3пс обеспечивает получение качественных равноценных основного металла сварных соединений в широком диапазоне режимов и условий сварки.
Поэтому для своей сварной конструкции я выбираю материал марки Ст3пс по ГОСТ 380-94 «Сталь углеродистая обыкновенного качества» и размеры листа с учетом максимального коэффициента использования материала по ГОСТ 19903-74 «Прокат листовой горячекатаный. Сортамент » толщина листа – 6мм, ширина – 1000 мм и длина 2000мм.
4.Заготовительная операция: выбор и обоснование выбора оборудование для заготовки деталей и транспортировки их на участок сборки-сварки. Маршрутная технология заготовки деталей.
Для резки металла используем ножницы гильотинные механиеские крившипные листовые модели Н3118.
 Рис. 3 Ножницы гильотинные механиеские крившипные листовые модели Н3118
Гильотинные ножницы кривошипные листовые модели Н3118 предназначены для продольной и поперечной резки листового материала. Применяются в заготовительных цехах машиностроительных предприятий. Гильотина Н3118 осуществляет резку листов по разметке и без нее — при помощи задних или боковых упоров. Ножницы Н3118 зарекомендовали себя как надежное и долговечное оборудование. Ножницы выполнены с верхним Привод ножниц Н3118 осуществляется посредством электродвигателя при помощи клиноременной передачи и двухступенчатого цилиндрического редуктора. Гильотина Н3118 оснащена закрытым цилиндрическим редуктором, что обуславливает достаточно низкие шумовые характеристики оборудования. Для мерной резки полос гильотинные ножницы Н3118 снабжены задним упором, который установлен с тыльной стороны ножевой балки. Лист при резке прижимается прижимной балкой, работающей согласованно с ножевой балкой. Необходимое условие прижима обеспечивают пружины, которые размещаются в стаканах прижимной балки. При необходимости продольной резки листа возможно увеличить открытую высоту ножей Н3118 на 20 см за счет шатунов ножевой балки. Электросхема Н3118 обеспечивает работу ножниц на одиночных и автоматических ходах. Управление гильотиной кнопочное и от педали. Смазка основных механизмов комбинированная. Гильотина Н3118 имеет жесткую муфту включения, оснащенную двумя шпонками и электромагнитом. Данная конструкционная особенность позволяет снизить эксплуатационные расходы при пользовании ножницами Н3118.
Рис. 3 Ножницы гильотинные механиеские крившипные листовые модели Н3118
Гильотинные ножницы кривошипные листовые модели Н3118 предназначены для продольной и поперечной резки листового материала. Применяются в заготовительных цехах машиностроительных предприятий. Гильотина Н3118 осуществляет резку листов по разметке и без нее — при помощи задних или боковых упоров. Ножницы Н3118 зарекомендовали себя как надежное и долговечное оборудование. Ножницы выполнены с верхним Привод ножниц Н3118 осуществляется посредством электродвигателя при помощи клиноременной передачи и двухступенчатого цилиндрического редуктора. Гильотина Н3118 оснащена закрытым цилиндрическим редуктором, что обуславливает достаточно низкие шумовые характеристики оборудования. Для мерной резки полос гильотинные ножницы Н3118 снабжены задним упором, который установлен с тыльной стороны ножевой балки. Лист при резке прижимается прижимной балкой, работающей согласованно с ножевой балкой. Необходимое условие прижима обеспечивают пружины, которые размещаются в стаканах прижимной балки. При необходимости продольной резки листа возможно увеличить открытую высоту ножей Н3118 на 20 см за счет шатунов ножевой балки. Электросхема Н3118 обеспечивает работу ножниц на одиночных и автоматических ходах. Управление гильотиной кнопочное и от педали. Смазка основных механизмов комбинированная. Гильотина Н3118 имеет жесткую муфту включения, оснащенную двумя шпонками и электромагнитом. Данная конструкционная особенность позволяет снизить эксплуатационные расходы при пользовании ножницами Н3118.
|
Таблица 3.
|
|
|
Технические характеристики гильотинных ножниц кривошипных:
| Ножницы гильотинные кривошипные листовые Н3118 | |
| Наибольшая толщина разрезаемого листа при Gвр=50 кгс/мм.кв, мм | 6,3 |
| Наибольшая ширина разрезаемого листа, мм | 2000 |
| Расстояние от кромки неподвиж.ножа до станины (вылет), мм | 500 |
| Число ходов ножа в мин | 55 |
| Угол наклона подвижного ножа, град. | 1град 30мин |
| Ширина отрезаемой заготовки по упору наибольшая, мм | 900 |
| Ход ножа, мм | 80 |
| Число режущих кромок ножа, шт | 4 |
| Расстояние между стойками в свету, мм | 2410 |
| Номинальное усилие реза, кг | 20000 |
| Габариты ножниц, мм | |
| Слева направо | 3160 |
| Спереди назад | 1930 |
| Высота над уровнем пола, мм | 2175 |
| Масса ножниц, кг | 5100 |
Для гибки детали скобы 61-537-110403-1 и пластины 61-537-110403-2 используем пресс листогибочный кривошипный ИР1330В.
 Рис. 4 Пресс листогибочный кривошипный модели ИР1330 В
Пресс листогибочный кривошипный модели ИР1330Впредназначен для изготовления деталей из листового и полосового проката методом гибки.В универсальном V-образном штампе, поставляемом в комплекте с прессом, можно произвести гибку большого числа различных профилей.Настройка положения ползуна листогиба в зависимости от толщины изгибаемого материала осуществляется механизмом регулировки. Листогибочный пресс ИР1330В снабжен механизмом компенсации прогиба стола и ползуна, что обеспечивает качественную гибку относительно длинных листов значительной толщины при больших усилиях гиба. На прессах установлено два передних упора, что позволяет использовать как приемный стол для небольших партий заготовок, и задний механизированный упор, предназначенный для упора изгибаемого материала.
Таблица 4.Технические характеристики листогибочного пресса ИР1330В
Рис. 4 Пресс листогибочный кривошипный модели ИР1330 В
Пресс листогибочный кривошипный модели ИР1330Впредназначен для изготовления деталей из листового и полосового проката методом гибки.В универсальном V-образном штампе, поставляемом в комплекте с прессом, можно произвести гибку большого числа различных профилей.Настройка положения ползуна листогиба в зависимости от толщины изгибаемого материала осуществляется механизмом регулировки. Листогибочный пресс ИР1330В снабжен механизмом компенсации прогиба стола и ползуна, что обеспечивает качественную гибку относительно длинных листов значительной толщины при больших усилиях гиба. На прессах установлено два передних упора, что позволяет использовать как приемный стол для небольших партий заготовок, и задний механизированный упор, предназначенный для упора изгибаемого материала.
Таблица 4.Технические характеристики листогибочного пресса ИР1330В
| ||||||||||||||||||||||||||||||||||||||
Транспортировку детали на участок сборки-сварки выполняем с помощью электрокары марки ЭК-2 (Рис.5).

Рис.5. Электрокара ЭК-2
Электрокар типа ЭК-2 является наиболее распространенной аккумуляторной тележкой отечественного производства. Он обладает большой маневренностью и сравнительно небольшими размерами, что обеспечивает его прохождение в помещения цехов, складов, хранилищ.
Таблица 5.Технические характеристики электрокары ЭК-2
| Габаритные размеры | |
| Длина, мм | 2785 |
| ширина, мм | 1340 |
| высота, мм | 1310 |
| Дорожный просвет | 64 |
| Ширина колеи задних колес, мм | 720 |
| Ширина колеи передних колес, мм | 790 |
| База (расстояние между осями передних и задних колес), мм | 1525 |
| Диаметр колес, мм. | 400 |
| Радиус поворота по наружному краю, мм | 2800 |
| Радиус поворота по внутреннему краю платформы, мм | 1600 |
| Размеры грузовой платформы | |
| Длина, мм | 2045 |
| Ширина | 1140 |
| Высота платформы от земли, мм | 800 |
| Грузоподъемность, кг | 2000 |
| Собственный вес электрокара с заряженной батареей, кг | 1500 |
| Двигатель | типа МТ-1 |
| Аккумуляторная батарея | 28ТЖН-250 |
Технология сварки: выбор и обоснование способа сварки, обозначения сварных швов в соответствии с ГОСТ2.312-72. Выбор и расчёт режимов сварки. Выбор сварочных материалов. Выбор и обоснование сварочного оборудования . Способы предотвращения сварочных деформаций. Разработка принципиальной схемы сборочного или сварочного приспособления с обоснованием прижимных элементов.
Механизированная сварка – дуговая сварка автоматически подающимся проволочным электродом (проволокой) в среде защитного газа.
Дата добавления: 2018-08-06; просмотров: 460; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!