Восстановление механических свойств материала детали пластическим деформированием.
В ряде случаев отдельные детали в результате эксплуатации, а так же после восстановления их различными способами ухудшают механические свойства. Так, пружины и рессоры теряют жесткость, наплавленные детали теряют усталостную прочность.
Для восстановления износостойкости, твердости, усталостной прочности деталей часто прибегают к наклепу поверхностного слоя металла. Практическое применение на авторемонтных предприятиях имеют следующие разновидности механического упрочнения.
2.1.Обкатка рабочих поверхностей деталей роликами и шариками
Сущность обкатки заключается в том, что уменьшается величина микронеровностей поверхности с одновременным упрочнением последней.
Обкатывание наружных поверхностей выполняютна токарном станке при помощи специального инструмента –накатки. Накатка устанавливаетсяна суппорте станка и прижимается к детализа счет усилияпоперечной подачи.
Для обработки внутренних цилиндрических поверхностей применяют роликовые или шариковые раскатки.
При такой обработке достигается шероховатость поверхности не ниже Rа = 0,63 – 0,16 мкм и повышение усталостной прочности на 20-30 %.
Примеры применения:
а) обработка гильз цилиндров;
б) обработка отверстий втулок в верхних головках шатунов;
в) обкатка шеек и галтелей коленчатых валов;
г) обработка фасок клапанных гнезд двигателей (конической раскаткой);
д) восстановление жесткости пружин и т.д.
2.2. Механическая чеканка
Механическая чеканка является наиболее эффективным способом упрочнения галтелейна коленчатых валах. При этом методе наклеп на упрочняемых поверхностях создается при помощи бойков ударного действия, приводимых в движение специальным приспособлением. Приспособление монтируетсяна суппорте токарного станка, а вал закрепляют в центрах станка. В результате чеканки твердость поверхности повышается на 30-50 %.
2.3. Дорнование
Дорнование- это процесс продавливания дорна или стальных шариковчерез отверстие. При этом точность отверстия повышается на один квалитет при одновременном повышении износостойкости детали.
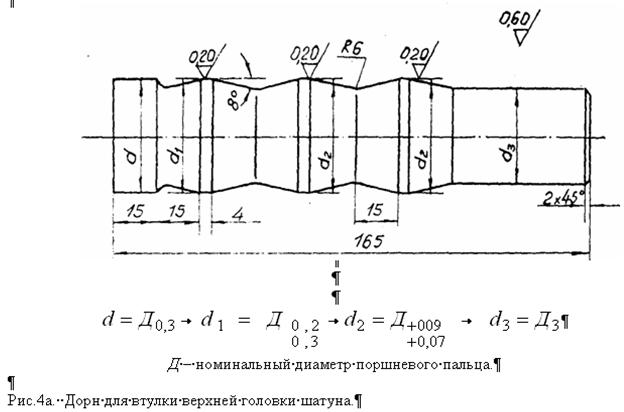
В процессе ремонта двигателей дорнование часто применяют при обработке отверстии втулок в верхних головках шатунов, при ремонте отверстий в лонжеронах рам автомобилей. Дорн изготавливается из стали 45 с последующей закалкой до твердости 45...60 НRС. Дорн прогоняется через отверстие втулки под прессом, что обеспечивает шероховатость поверхности до Ra= 0,16 мкм, правильную геометрическую форму отверстия его точный размер, наклеп поверхности, повышающий износостойкость, и гарантирует неподвижную посадку втулки в головке шатуна. (Рис.4а).
2.4. Дробеструйный наклеп
Дробеструйный наклеп достигается благодаря воздействию кинетической энергии потока дроби. Дробеструйная обработка осуществляется на специальных механических или пневматических установках (дробеметах), в которых скорость полета дроби достигается быстровращающимися лопатками ротора или струей сжатого воздуха.
Для дробеструйной обработки стальных деталей (пружины, рессорных листов, полуосей и др.) применяют стальную дробь размером 0,6 – 1,2 мм, скорость полета дроби 60-100 м/сек, время наклепа от 3 до 10 мин. В этом случае глубина наклепа не превышает 1 мм.
2.5. Вибрационное обкатывание.
Этот способ заключается в том, что поверхность детали обрабатываютпо винтовойлинии колеблющимся шариком илиалмазным наконечником.
В результате относительногоперемещения инструмента и обрабатываемой деталина поверхности последней выдавливаются неглубокиеканавки (несколько микрон), которые являютсякарманами,удерживающими смазку. Для вибрационного обкатывания используют металлообрабатывающие станки.
Возможности использования вибрационного обкатывания достаточно широки. Этим способом можно обрабатывать поверхности деталей практически любой твердости, форм и габаритов.
В авторемонтном производстве этим способом обрабатывают гильзы цилиндров двигателей.
2.6.Ультразвуковое упрочнение
Сущность способа заключается в том, что специальный инструмент (гладилка) получает вибрацию с частотой не менее 18 кГц, создает ударное воздействие на упрочняемую поверхность и, перемещаясь вдоль поверхности, подвергает ее пластическому деформированию. (Рис.4г).
Гладилку 4 изготовляют из твердого сплава Т15К6 и придают радиусную форму по ширине (R = 8 мм) и толщине (r = 4 мм). Ее прижимают с усилием 400…500 Н, и она получает еще ультразвуковые колебания с частотой 18…24 кГц и амплитудой 20…25 мкм. Скорость вращения детали 0,9…1 м/с, продольная подача инструмента S = 0,125 мм/об, смазочно-охлаждающая жидкость (СОЖ) – индустриальное масло.
В процессе упрочнения стальных деталей можно повысить поверхностную микротвердость в 1,5…2 раза с глубиной упрочнения 0,3…0,4 мм и класс шероховатости поверхности, создать остаточные напряжения сжатия.
При ультразвуковом упрочнении галтелей и шеек восстановленных наплавкой коленчатых валов автомобиля ЗИЛ – 130 увеличивается износостойкость поверхности в 2,2 раза и предел выносливости валов на 38%. В результате обработки наплавляемые детали приближаются по качеству к новым.
Дата добавления: 2018-08-06; просмотров: 1076; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!