Розробка технологічних операцій.
Таблиця 8.1. Розробка технологічних операцій.
| Номер операції | Назваоперації та змістпереходів | Схема установки та змістобробки | Уста-новчіприст -рої | |
| 005 | Токарна 1. Підрізати торець 2. Свердлити центровий отвір Ø5 на l=12,2. 3. Точити поверхню 4-5. Зняти фаски 3´ 45°. | 
| 3-х кулач-ковий патрон. | |
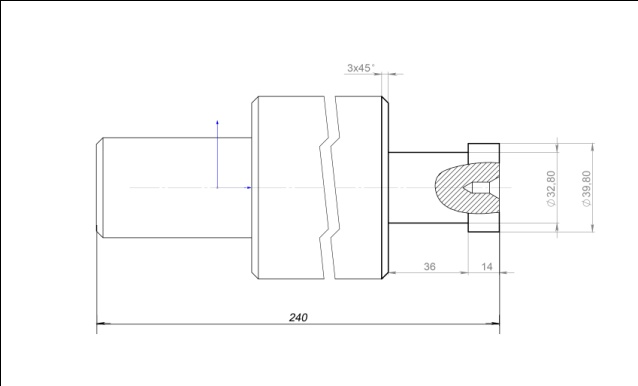
| 010 | Токарна 1. Підрізати торець 2. Свердлити центровий отвір Ø5 на l=12,2. 3. Точити поверхню Ø39,8 на l=14 мм. 4. Точити поверхню Ø 32,8 на l = 36 мм. 5. Зняти фаску 3´ 45°.
| 
| 3-х кулач-ковий патрон | |
| 015 | Вертикально фрезерна 1. Фрезерувати лиску глибиною 4 мм шириною 20 мм. 2-5. Фрезерувати поверхню □38 начорно. | 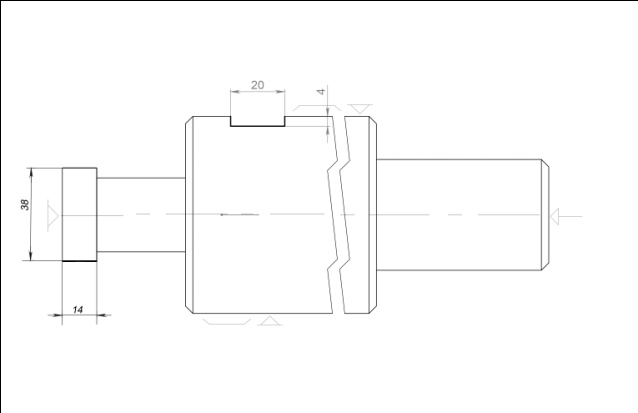
| Призма, прижим. | |
| 020 |
1. Свердлити отвір Æ20 2. Розсвердлити отвір Ø55. | 
| 2 призми, прижим | |
| 025 | Слюсарна 1. Зняти задирки. | Монтажний стіл. | ||
| 030 | Токарно-гвинторізна 1. Точити Ø45 під різьбу М45 начисто. 2. Нарізати різьбу М45 на l=65 мм. |
| 3-х кулачковий патрон. | |
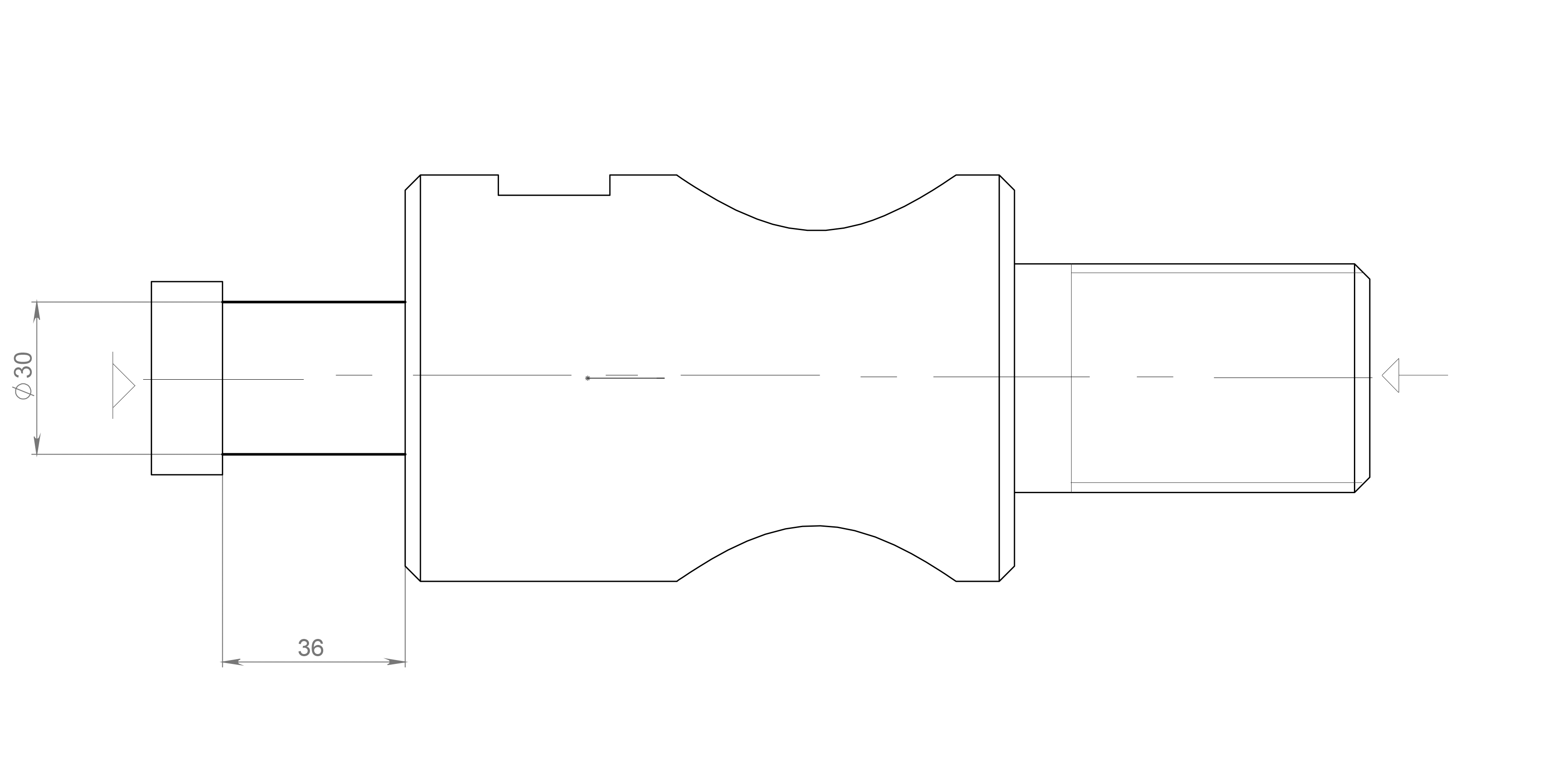
| 035 | Круглошліфувальна операція: 1. Шліфувати поверхню Ø30,1g6 начорно. 2. Шліфувати поверхню Ø30g6 начисто. |
| 3-х кулачковий патрон. | |
| 040 | Промивна | Мийна машина | ||
| 045 | Контроль | Стіл контролера. | ||
 , витримуючи розмір l= 241,3 мм.
, витримуючи розмір l= 241,3 мм. 45 під різьбу М45 з одночасною підрізкою торця на довжину 70 мм.
45 під різьбу М45 з одночасною підрізкою торця на довжину 70 мм. , витримуючи l= 240 мм.
, витримуючи l= 240 мм.
Розрахунок припусків на механічну обробку.
Таблиця 9.1. Розрахунок припусків по технологічних переходах на обробку поверхні Ø30g6.
|
|
|
| Технологічні переходи обробки поверхні Ø30g6 | Елементи припуска, мкм | Розрахунковий припуск 2zmin | Расчётный размер dp, мм | Допуск мкм | Предельный раз мер, мм | Предельные значения припусков, мкм | ||||
| Rz | T | 
| dmin | dmax | 2zminпр | 2zmaxпр | ||||
| Заготовка: | 150 | 250 | 240 | - | 31,553 | 1600 | 31,55 | 33,15 | - | - |
| 1. Точіння попереднє | 50 | 50 | 14 | 2*640 | 30,273 | 120 | 30,27 | 30,39 | 1220 | 2760 |
| 2. Шліфування попереднє | 10 | 20 | 5 | 2*114 | 30,045 | 46 | 30,05 | 30,1 | 220 | 290 |
| 3. Шліфування кінцеве | 5 | 15 | - | 2*35 | 29,975 | 16 | 29,98 | 30,0 | 70 | 100 |

|
| 1510 | 3150 | |||||||
 ,
,
Технологічний маршрут обробки поверхні Ø30g6 складається з точіння попереднього, шліфування попереднього і кінцевого. Точіння і шліфування відбуваються в центрах. Технологічний маршрут обробки записуємо в розрахункову табл..9.1. В таблицю також записуємо відповідне заготовці і кожному технологічному переходу значення елементів припуска. Так як в даному випадку обробка ведеться в центрах, похибка установки в радіальному напрямку рівна нулю, що має важливе значення розраховуваного розміру. В даному випадку ця величина виключається з основної формули для розрахунку мінімального припуска, і тоді відповідну графу можна не включати в розрахункову таблицю.
|
|
|
Сумарне відхилення:


при l 




Залишкове просторове відхилення:
- після точіння 
- після шліфування 
Розрахунок мінімальних значень припусків виконуємо, користуючись основною формулою:

Мінімальний припуск:
- під точіння:

- 

- 

Графа таблиці «Розрахунковий розмір dp» заповняється починаючи з кінцевого розміру шляхом послідовного додавання розрахункового мінімального припуска кожного технологічного переходу:
dp3 = 29,975 +  = 30,045 мм
= 30,045 мм
dp2 = 30,045 +  = 30,273 мм
= 30,273 мм
dp1 = 30,273 +  = 31,553 мм
= 31,553 мм
Записавши в відповідній графі розрахункової таблиці значення допусків на кожен технологічний перехід і заготовку, в графі «Найменший граничний розмір» визначимо їх значення для кожного технологічного перехода, заокруглюючи розрахункові розміри збільшенням їх значень. Заокруглення виконуємо до того ж знаку десяткового дробу, з яким даний допуск на розмір для кожного переходу. Найбільші граничні розміри вираховуємо додаванням допуска до заокругленого найменшого граничного розміру:
dmax3 = 29,98 + 0,016 = 30,0 мм
dmax2 = 30,05 + 0,046 = 30,1 мм
dmax1 = 30,27 + 0,12 = 30,39 мм
|
|
|
dmax заг. = 31,55 + 1,6 = 33,15 мм
Граничні значення припусків zmaxпр вираховуємо як різницю найбільших граничних розмірів і zminпр – як різницю найменших граничних розмірів попереднього переходу і що виконується:
2zmax3пр = 30,1 – 30,0 = 100 мкм;
2zmax2пр = 30,39 – 30,1 = 290 мкм;
2zmax1пр = 33,15 – 30,39 = 2760 мкм.
2zmin3пр = 30,05 – 29,98 = 70 мкм;
2zmin2пр = 30,27 – 30,05 = 220 мкм;
2zmin1пр = 31,55 – 30,27 = 1220 мкм.
10.Розрахунок та вибір режимів різання.
Дата добавления: 2018-05-12; просмотров: 354; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!