Кількісний аналіз технологічності
1. Коефіцієнт точності:


2. Коефіцієнт шорсткості:

3. Коефіцієнт використання матеріалу:
Визначення типу та організаційної форми виробництва.
Відповідно до ГОСТ 3.1108–74 однією з основних характеристик типу виробництва є коефіцієнт закріплення операцій, Kз.о., який показує відношення числа всіх різноманітних технологічних операцій, що виконуються на дільниці до числа робочих місць:
 ,
,
де О – кількість різних операцій, що виконуються на дільниці;
P – кількість робочих місць на яких виконуються ці робочі операції.
У зв’язку з відсутністю даних необхідних для розрахунку Kз.о. попередньо тип виробництва визначається за річною програмою випуску і масою деталі згідно рекомендацій [табл.3.1].
Табл. 3.1. Залежність виробництва від об’єму виготовлення шт. і маси деталі.
| Тип (вид виробництва) | Річна програма випуску деталей | ||
| Важких деталей >30кг | Середніх деталей 8…30кг | Легких деталей <8кг | |
| Одиничне | <5 | <10 | <100 |
| Малосерійне | 5…100 | 10…200 | 100…500 |
| Середньо-серійне | 100..300 | 200…500 | 500…5000 |
| Багатосерійне | 300…1000 | 500…5000 | 5000…50000 |
| Масове | >1000 | >5000 | >50000 |
Маса деталі становить 4,50 кг. Річна програма випуску згідно завдання – 5000 шт. Отже, вибираємо тип виробництва –середньосерійне.
Вибір заготовки та техніко-економічне обґрунтування методу її одержання.
|
|
|
Метод виконання заготовок для деталей машин визначається призначенням і конструкцією деталі, матеріалом, технічними вимогами, масштабом і серійністю випуску, а також економічністю виготовлення. Обрати заготовку – означає встановити спосіб її отримання, намітити припуски на обробку кожної поверхні, розрахувати розміри і вказати допуски на неточність виготовлення.
Для раціонального вибору заготовки необхідно одночасно враховувати всі вищеперераховані вихідні дані, так як між ними існує тісний взаємозв’язок.
Остаточне рішення можна прийняти лише після економічного комплексного розрахунку собівартості заготовки і механічної обробки.
Вартість гарячештампованих заготовок (отриманих на молотах, пресах, горизонтально-ковочних машинах і електровисадкою) визначається наступним чином. На базу приймається вартість 1т штамповок С4=377 грн.
Коефіцієнти обираються за наступними даними:
а) в залежності від точності штамповок по ГОСТ 7505-74 значення коефіцієнта Кт приймаються: підвищена точність – 1,05; нормальна – 1.
б) в залежності від марки матеріала штамповки значення коефіцієнта Кн такі: для вуглецевої сталі 08-85 – 1; сталі 15Х-50Х – 1,13; сталі 18ХГТ -30ХГТ –1,21; сталі ШХ15 – 1,77; сталі 12ХНЗА -30ХНЗА – 1,79.
|
|
|
Вартість заготовки розраховуємо за формулою:

Обробка металів тиском основана на використанні однієї з основних властивостей металів – пластичності. Тому поковки із чавуну проектувати не можна.
Для підвищення пластичності із зменшення опору деформуванню заготовку для поковки нагрівають до певної температури. Для кожного матеріалу і сплаву існує такий діапазон температур, в якому забезпечуються оптимальні умови гарячої обробки тиском.
При нагріві також необхідно забезпечити найменше окиснення, відсутність перегріву і перепалу металу. Нагрів заготовок виконують в нагрівальних печах та електричних нагрівальних пристроях.
Заготовки в вигляді поковок, виготовлених куванням і штамповок,
виготовлених в штампах, застосовують для деталей, які працюють на згин,
розтяг, кручення і мають в своїх різних частинах значну різницю в
поперечних перерізах.
При виготовленні поковок намагаються отримати конфігурацію заготовки,
яка б наближалась до спрощеної конфігурації деталі
Таблиця 4.1. Проектування заготовки поковки здійснюється за ГОСТ 7505-89
| 1 | Клас точності виготовлення поковки | Т2 |
| 2 | Група сталі | М1 |
| 3 | Поверхня роз’єму | П |
| 4 | Маса поковки | Кр=1,3…1,6 m=6,75 |
| 5 | Степінь складності | С1 |
| 6 | Вихідний індекс | 6 |
| 7 | Основні припуски на механічну обробку | табл. 4.2 |
| 8 | Допуски лінійних розмірів поковки | табл. 4.2 |
| 9 | Мінімальна величина радіусів заокруглень зовнішніх кутів поковки | 2,5 |
| 10 | Штампувальні нахили | 70 |
|
|
|
Припуски і допуски на всі поверхні заготовки представляємо в вигляді
таблиці 4.2.
Таблиця 4.2. Припуски і допуски на поверхні заготовки
| Поверхня | Розмір, мм | Припуск, мм | Допуск, мм |
| Довжина деталі | 240 | 1,3 | +0,8 -0,4 |
| Діаметр циліндричної поверхні | 45 | 1,0 | +0,6 -0,3 |
| Діаметр циліндричної поверхні | 80 | 1,1 | +0,7 -0,3 |
| Квадрат | 38 | 0,9 | +0,5 -0,3 |
Розробляється робоче креслення заготовки.
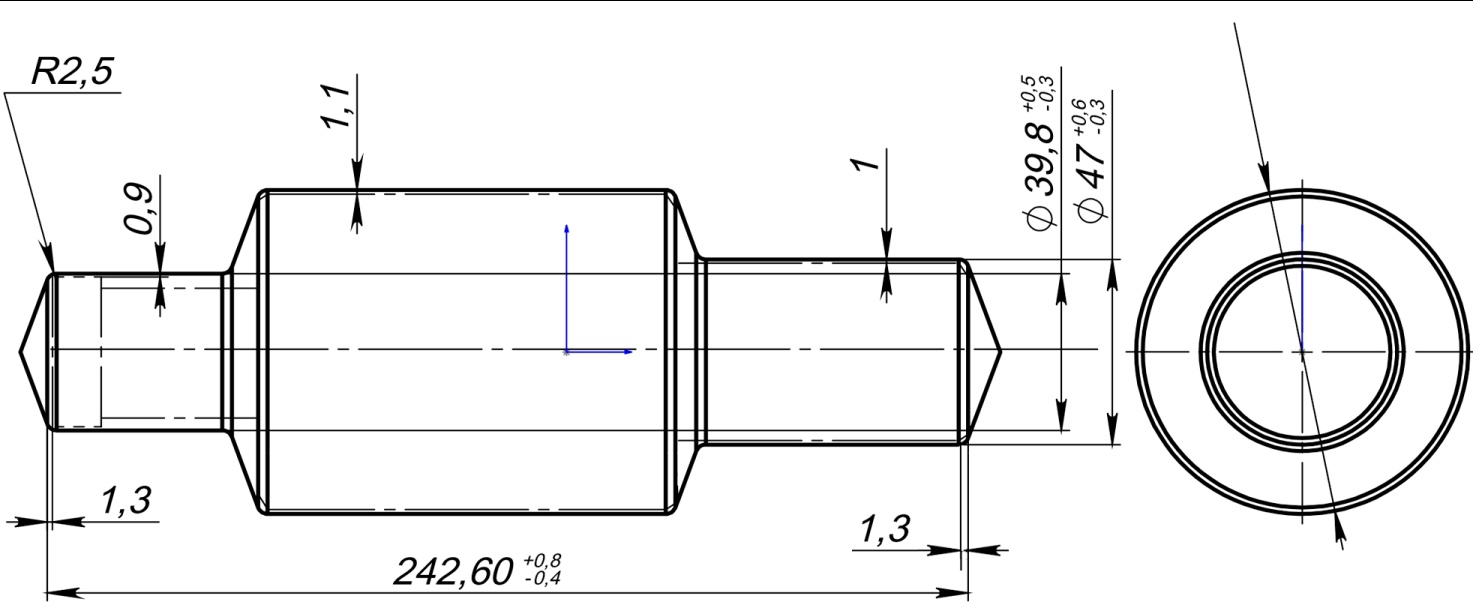
Рисунок 4 – Робоче креслення заготовки
Дата добавления: 2018-05-12; просмотров: 244; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!